



- 收藏
- 加入书签

PVA基z-pin的改性及其穿刺性能
 打开文本图片集
打开文本图片集
摘要:本文研究了一种适用于碳/碳复合材料或陶瓷基复合材料的新型z-pin成型工艺,以聚乙烯醇(PVA)作为z-pin 增强材料的主要树脂基体,是由于其在惰性气氛高温下可完全分解且分解固体残留物少。并加入适量环氧树脂对其改性,增强z-pin与被增韧材料之间的界面性能,从而进一步提高材料的层间韧性。实验制备了溶解度为36.7%的PVA水溶液浸渍碳纤维束。采用小孔径型腔模具拉挤成形法对PVA基z-pin进行了成型。采用0.60 mm孔径的模具制备了z-pin制品。通过在碳纤维层合织物上穿孔,分析了z-pin的穿孔工艺和穿刺性能及探究了环氧树脂与PVA的最优体积比。结果表明,在PVA溶解度为36.70 %,浸胶温度为80 ℃,成型模孔直径为0.60 mm的条件下,树脂配比为环氧树脂和PVA体积比为2:8时z-pin制品的性能最佳。
关键词:复合材料;PVA;z-pin;穿刺性能
Abstract:In this study, we developed a molding process for a new type of z-pin applicable to carbon/carbon composites or ceramic matrix composites. Polyvinyl alcohol (PVA) was adopted as the main resin matrix of z-pin reinforcement material, because it it can be completely decomposed and has few solid residues when subjected to an inert high-temperature environment. In addition, an appropriate amount of epoxy resin was added to modify it to enhance the interface performance between z-pin and the toughened material, so as to further improve the interlayer toughness of the material. A PVA aqueous solution with a solubility of 36.7% was prepared to impregnate the carbon fiber bundle.The draw forming method from small-hole-cavity dies was used to mold the PVA-matrix z-pin, Five groups z-pins with different resin content were made by dies with the cavity diameters of 0.60mm.The piercing processes and properties of the z-pins were analyzedand the optimal volume ratio between epoxy resin and PVA was investigated by piercing them into carbon fiber laminated fabrics, The results showed that z-pin products had the best performance when the PVA solubility was 36.70%, the dipping temperature was 80 ℃, the diameter of the die cavity was 0.60mm, the volume ratio between epoxy resin and PVA was 2:8.
Keywords: composite materials; polyvinyl alcohol; z-pin; piercing properties
0.引言
复合材料是指由两种或两种以上性质不同的材料通过物理或化学的方法,在宏观或者是在微观上组合得到新性能的材料,在航天、船舶、汽车、能源、桥梁等工业领域里都应用广泛。尤其是在航天航空领域里。随着科学技术的不断创新发展,使得航空航天对复合材料的要求变得越来越高[1-3],传统的二维层合复合材料虽然面内机械性能很好,但是其层与层之间却没有纤维增强,单纯靠基体树脂起粘结和传递载荷的作用,因此使得在层合板的厚度方向以及叠层之间的性能相对较弱[4]。为了改善复合材料层合板在厚度方向上的力学承载性能低、易分层、承受冲击力低等缺点,国内外研究人员历时经数十载研制出了很多提高复合材料层间韧性的技术,如:缝合、植绒、z-pin[5-9]等。
其中z-pin 增强技术是一种具有较高的轴向刚度、强度和疲劳耐力的新技术,它的特点在于将未固化的预浸料预制件在其厚度方向植入一定强度和刚度的金属材质或者复合材料制品的细棒。(因为所植入的pin 是从z 向植入所以称为为z-pin),直径从0.20 mm 到1.00 mm 不等[10-11]。z-pin 增强技术在1990 年左右出现,具有工艺简单、易操作、成本低、对平面内性能影响小、满足整体成型等优点。
z-pin 是用于植入到层合材料的内部,通过与层合材料之间的界面从而起到增韧的作用,即z-pin 增强技术也是复合材料较新的增韧技术,z-pin 增强复合材料层合板的层间性能,主要是通过z-pin 与基体间的粘接和摩擦来实现[12-19],z-pin 与层合板之间的界面性能决定增韧效果的优劣,明确界面特征及影响因素是研究z-pin 增强复合材料的基础,z-pin 的材料性能不同,可能会对界面性能有所影响。若只采用环氧树脂作为z-pin 的基体。在材料高温复合的过程中,环氧树脂经过高温的作用会在界面残留分解的碳化物,影响z向纤维与层合板基体的界面性能[20]。若采用PVA作为基体,在惰性气氛高温下可完全分解,且分解固体残留物较少,同时还具有水溶性,将制得的z-pin 植入二维层合板后,对材料进行加压原本具有一定刚度得长度较长的z-pin 基体将会溶解、软化,z-pin 在压力的作用下也不会对模具起到反支撑的作用[21]。但若仅使用纯PVA 树脂作为基体,在成型过程中z-pin 经干燥后,PVA 溶液基体中的水分会大量蒸发损失,导致体积含量降低, 使得z-pin 制品外形尺寸不稳定,硬度变低,从而不能满足z-pin 的植入工艺性能。相关研究表明,树脂基复合材料应具有足够的基体含量。如果基体含量过低,树脂就不能有效地传递负载,削弱了树脂与纤维之间的附着力[22]。所以,为了确保z-pin 制品的表观以及穿刺性能效果,此次实验利用复合材料的改性特点,主要选用PVA 作为基体树脂,同时加入适量环氧树脂对PVA 基体树脂进行改性。进一步增强z-pin在碳/碳复合材料或陶瓷基复合材料复合成型过程中的性能,提高材料的层间韧性。
1. 实验
1.1 实验原料
碳纤维(日本东丽T300 3K); PVA 0388(上海臣启化工科技有限公司);环氧树脂(瀚森化工企业管理有限公司);固化剂(瀚森化工企业管理有限公司)
1.2仪器及设备
万能试验机(美特斯工业系统有限公司);固化炉;自制牵引装置; 台式扫描电子显微镜(型号TM3030); TG-Q500 型热失重分析仪(TGA,TA 公司,美国)
1.3 PVA水溶液的制备
作为z-pin 的树脂溶液,需要有较高的溶解度来满足z-pin的植入要求,同时还应具有较低的粘度来保证对纤维束的浸润效果。根据溶解度与粘度的要求[23],本实验选择上海臣启化工科技有限公司的PVA 0388,其聚合度约为300,醇解度约为88%。
将适量PVA固体分散投入计量好的常温实验室蒸馏水中使其充分亲和浸润,使PVA进入溶胀阶段,后根据PVA溶解温度为65℃-85℃,将温度控制在80℃进行溶解[24],经几组不同质量的PVA固体在水溶液的溶解分散情况不同,对比发现PVA0388的最高溶解度为36.7%;将配置好的36.7%PVA水溶液与环氧树脂按照体积比为纯PVA、1:9、2:8、3:7、4:6配置出五组不同溶液,编号为H0、H1、H2、H3、H4。
1.4 PVA基z-pin的成型过程
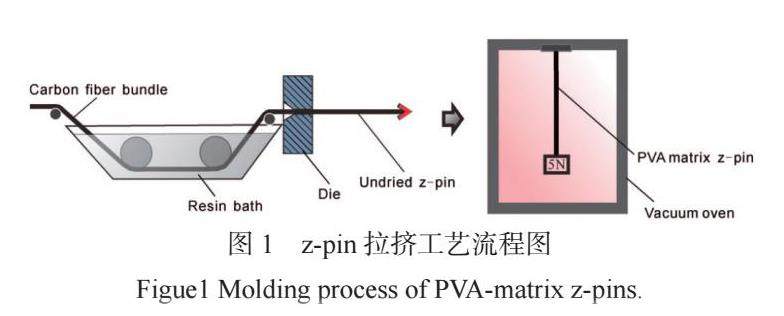
纤维增强复合材料z-pin 的制备工艺一般用的是拉挤工艺,拉挤工艺参数(拉挤速度、模具温度、固化温度等[10,25-26])将会直接有效的影响到z-pin 制品的成型质量。z-pin 拉挤成型工艺是将一束纤维作为增强材料在牵引装置的作用下通过80 ℃左右的树脂槽,在树脂槽中与PVA 树脂充分浸润后以一定的速度通过特制的小孔模具,在模具中将纤维束的截面挤压塑造成圆形,然后将未固化的纤维束从模具中拔出,同时在纤维束底部对其施加5N 的张力,最后将纤维束放进固化炉进行110 ℃高温固化,经过四小时的蒸发和固化后,液体固化使得z-pin 具有很好的刚性,具体装置示意图1所示。将上述过程中配置好的五组不同溶液按编号顺序分别进行实验,本次实验中选择孔径为0.06mm的金属模具,最后得到的制品编号为H60、H61、H62、H63、H64,每组编号做7个试样。
1.5树脂体积含量与模具型腔直径的关系
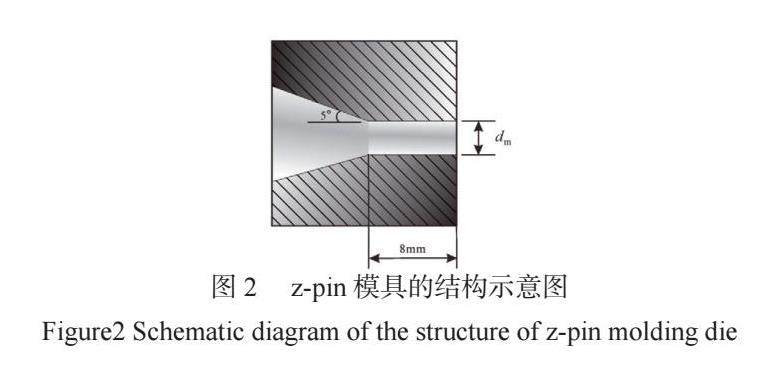
模具型腔尺寸对z-pin的成型效果和性能有重要影响。如果模腔的直径小,PVA 的体积含量就会低,树脂可能也无法有效地起到传递载荷作用。当模具的型腔较大时,由于截面拉挤成型时压力较低,容易导致z-pin 成形效果不良。具体模型如图2所示。
1.6 PVA基z-pin产物
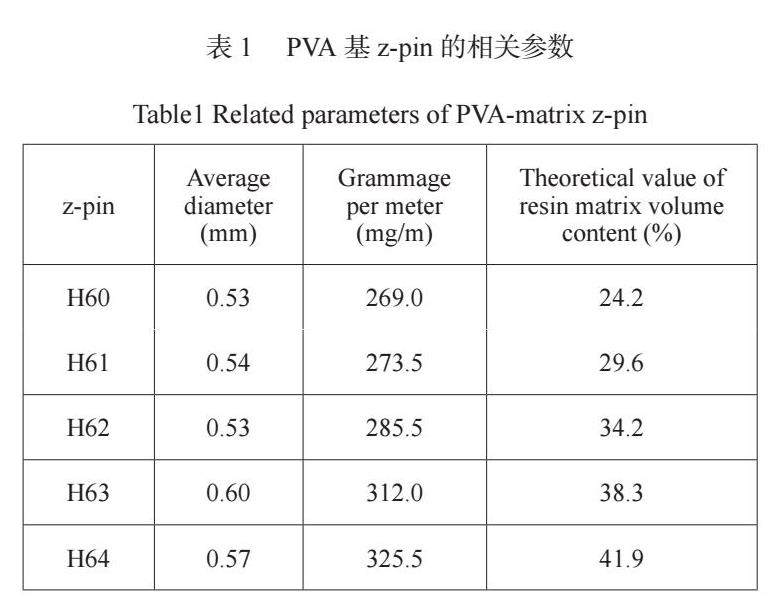
蒸发固化后得到的五组不同树脂配比的z-pin制品表观平整,无树脂聚集,也无分支劈叉,随着环氧树脂含量的增加,z-pin 的硬挺度越大。表1为z-pin制品的相关参数,包括了z-pin 制品平均直径,树脂体积含量理论值,以及每米z-pin 制品的重量。
从表中可以看出,z-pin 制品直径和每米重量是随着环氧树脂占比的增加而增加,树脂基体体积含量理论值也验证了该规律。但理论值算得的树脂体积含量可能会比实际至偏高,因为基体内可能仍残留有水分,一方面可能是由于z-pin成型时水分未完全干燥,另外一方面PVA 基体具有吸湿性,易吸收周围环境的水分。水分会降低z-pin 的硬度,影响其工艺性。因此,为保证z-pin 质量避免误差,z-pin 应密封储存,且在使用前适当干燥,以降低水分含量。
2.测试
2.1PVA基z-pin穿刺性能测试
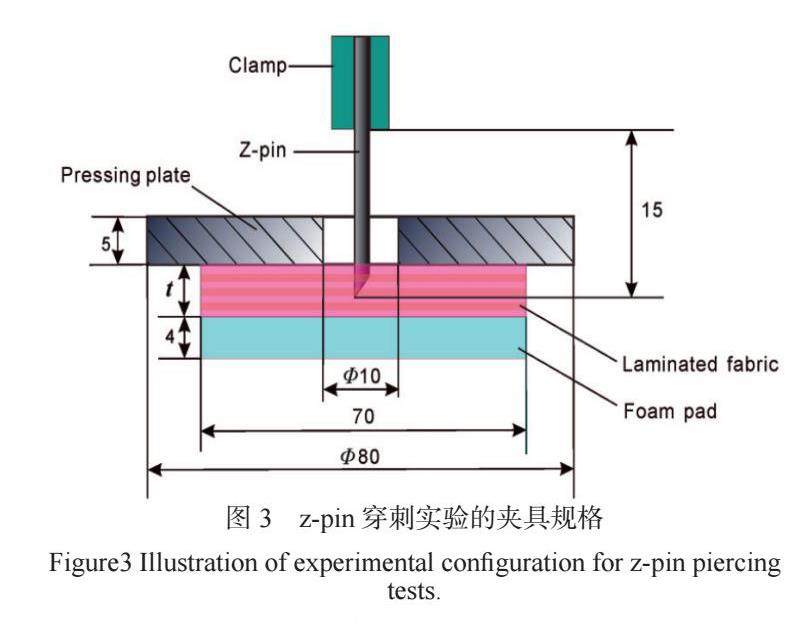
本文采用试验研究方法研究z-pin制品的穿孔性能,测试样品包括五组不同树脂配比的z-pin制品,每组样品分别有7个试样,五组共35个。实验设备为万能材料试验机,设置其加载速率为2 mm/min。具体夹具和其他相关尺寸如图3所示
碳纤维叠层织物的顶部是一个外径为80 mm 的不锈钢板,其作用是为叠层织物提供一定的压力,在板的中心有一个直径为10 mm 的孔,便于实验时z-pin 穿过。在叠层织物的下面有一个聚苯乙烯泡沫垫板,用于测试z-pin 在织物上的穿孔
情况,检验z-pin是否穿透或者开裂。叠层织物的厚度为4.73 mm。织物层合板和泡沫垫板均为边长为70 mm 的正方形。实验的z-pin 被制备成45 mm 长度,由于z-pin 直径较小,夹具不好夹持故制备长为30 mm、宽为10 mm 的加强片将z-pin 用粘胶固定在两片加强片之间。以便于z-pin 能够顺利植入叠层织物里面,将尖端用型号为1000#的砂纸打磨成30°的尖角。
主要测定以下参数:最大压缩应力、最大载荷力和载荷-位移曲线以及最大压缩应力时的状态,所以试验结果首先检验z-pin 是否刺透织物,然后从载荷位移曲线中观察z-pin 整个刺入过程的稳定性,比较各种z-pin 在刺入过程中的最大载荷及最大压缩应力。
2.2 PVA基z-pin热重测试
采用TG-Q500 型热失重分析仪(TGA,TA 公司,美国)在氮气气氛下对所有样品进行测试,气体流速为20 mL/ min,升温速率为10 ℃ / min,测试温度为40℃至1200℃。
3.结果分析
3.1载荷位移曲线及刺透情况
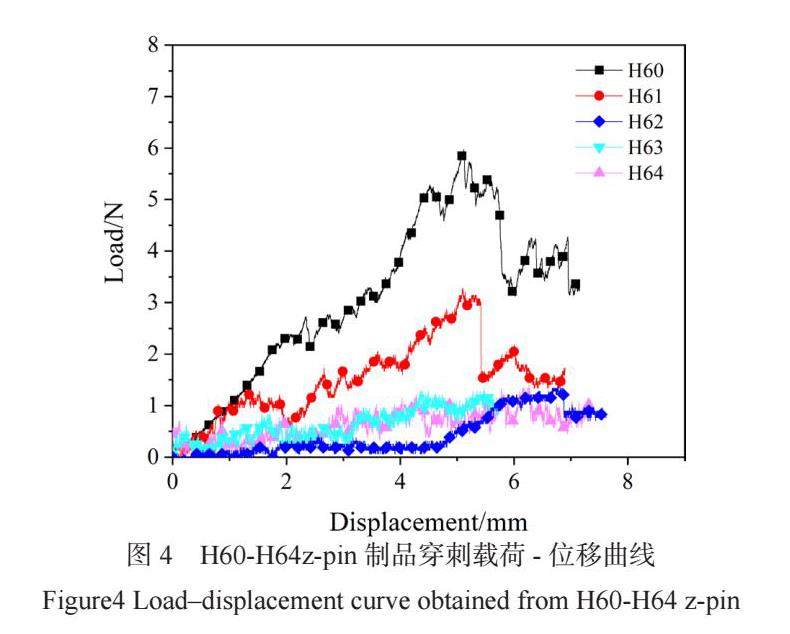
z-pin制品穿刺载荷-位移曲线如图4所示,位移包括角端移动的距离和z-pin植入碳纤维叠成织物和泡沫垫的距离,以及扎透泡沫垫板的变形距离,显示了不同z-pin在穿孔过程中的不同程度波动。
z-pin的穿刺过程为:z-pin 刺入尖端与织物表面接触,织物被压紧,载荷值平稳上升,织物受到的压力不断增大,z-pin 刺入端直接接触的织物中的纤维将会断裂,刺入端部分穿过织物,位移继续加载,当与z-pin 接触的纤维完全断裂或被挤开时,刺入端完全刺入到织物中,此过程载荷值的增大不仅有刺入端切断织物纱线的力,还有来自织物对z-pin 的挤压力。刺入过程中载荷的波动是由于叠层织物为非均匀介质,层与层之间连接不够紧密,z-pin 每刺透一层或一组纤维,就会发生一次动能和受力的突变。当完全刺透织物后,刺入端将逐渐刺入到泡沫垫板中,由于泡沫的刺入阻力较小,z-pin刺入端从织物中到泡沫转移的过程中,载荷值逐渐下降,又由于泡沫材料介质较均匀,当刺入端完全进入泡沫中后,载荷将维持在一较小的稳定值。
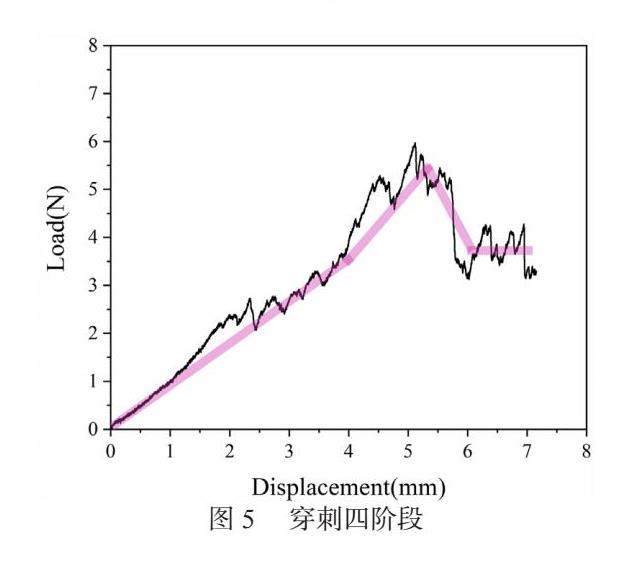
所以制得的z-pin在穿刺实验时,总体上均体现了如图5呈现的慢速生长阶段、快速生长阶段、下降阶段和稳定阶段四阶段,其中环氧树脂含量高的z-pin的波动程度小。
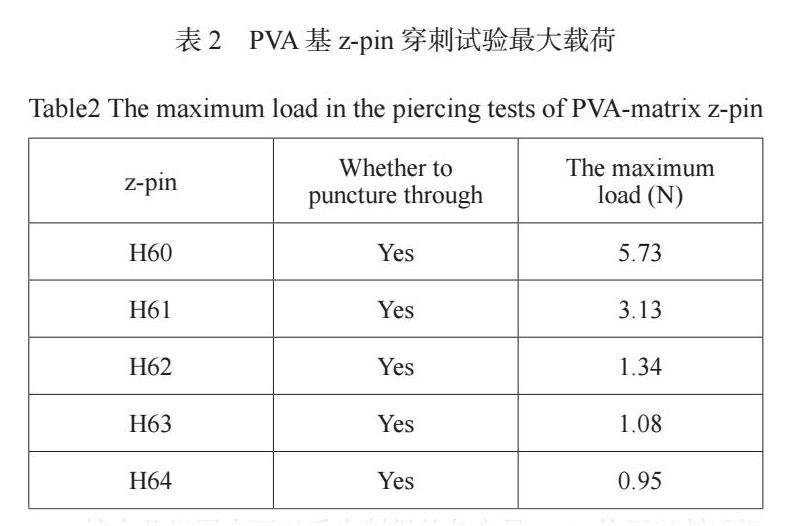
根据各组的载荷-位移曲线比较来说,H60、H61、H62制品穿刺位移-载荷曲线体现出的性能较好,能明显体现穿刺四阶段,而H63、H64的位移-载荷曲线波动程度较弱,无明显体现穿刺规律,每组z-pin刺入过程中载荷的平均最大值如表2所示。
综合几组图表可以看出制得的各变量z-pin均可以刺透织物,而根据载荷-位移曲线可看出,z-pin制品的最大载荷随着环氧树脂含量的增加而减小,表明环氧树脂的加入能够降低PVA基z-pin在穿刺过程种所受的最大载荷,提高了z-pin的穿刺性能。
3.2最大压缩应力
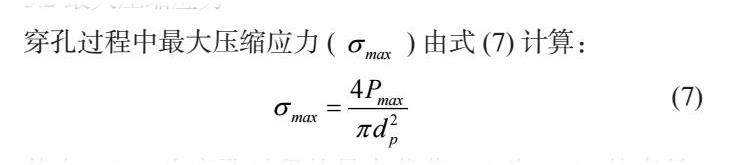
穿孔过程中最大压缩应力()由式(7)计算:
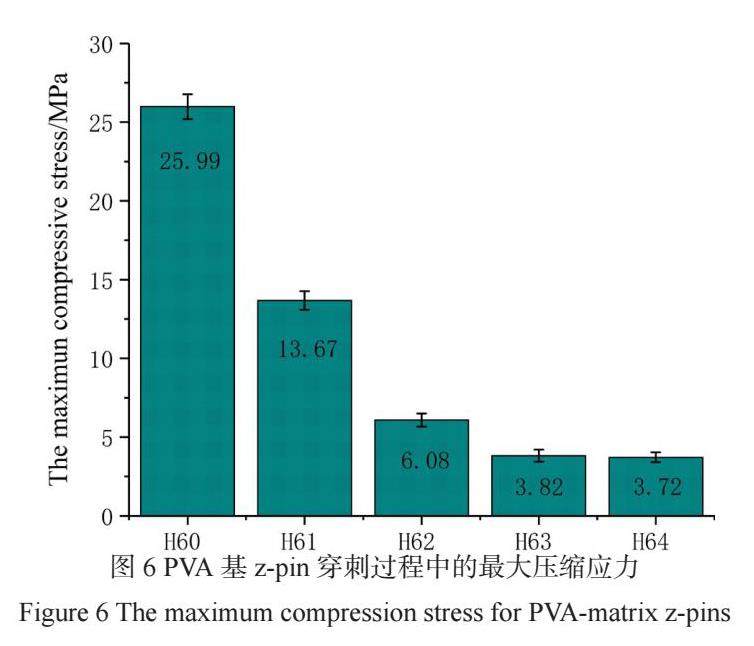
其中,Pmax 为穿孔过程的最大载荷,dP 为z-pin 的直径。根据公式计算出最大压缩应力如图6所示:H60 的压缩应力最大,为25.99Mpa,H64的压缩应力最小,为3.72Mpa,随着环氧树脂体积含量的增加,H60、H61、H62、H63、H64的最大压缩应力逐渐减小,其中H63、H64的最大压缩应力非常接近。
在材料高温复合成型过程中,考虑到界面性能等因素,改性过程中所加入的环氧树脂含量并不是越高越好,所以我们应选择环氧树脂体积加入较少并又能使PVA基z-pin穿刺性能提升的一组树脂体积比作为PVA基z-pin环氧树脂改性实验中的最优体积比。在穿刺试验中最大载荷值与最大压缩应力值越小说明制品的穿刺性能越好,但因为H63、H64在穿刺试验中的位移-载荷曲线波动程度较弱,无明显体现穿刺规律且两者的最大载荷值与最大压缩应力值都相差不大,所以这两组舍去不予考虑。
3.3 热重分析
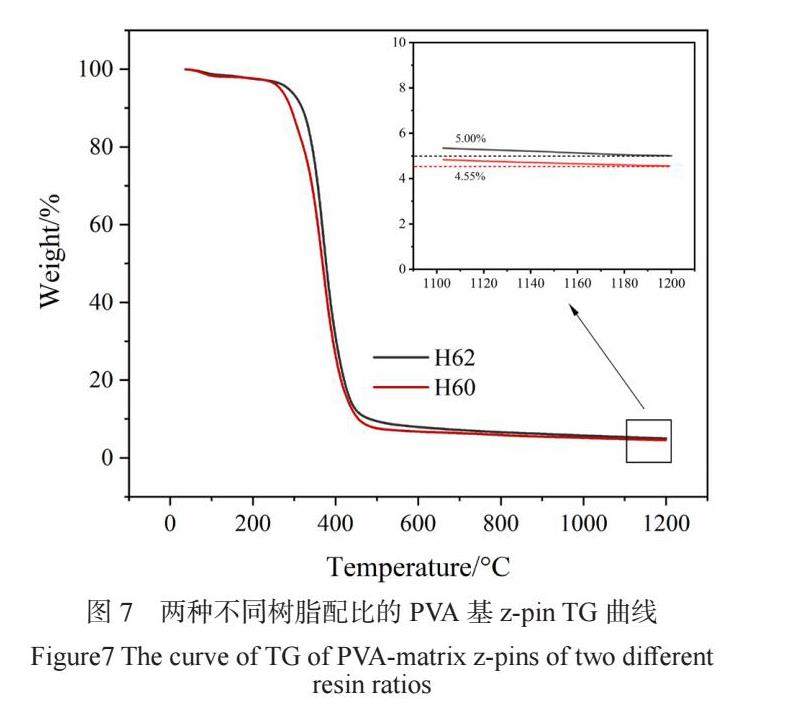
在H63、H64舍去不予考虑后,剩下三组中H62的最大载荷值和最大压缩应力最低,穿刺性能较好。纯PVA的H60作为参照,将得到的H60与H62热重的热重曲线做对比分析,图7为H60与H62的热重分析曲线,从图上可知H60残留物的质量分数为4.55%,H62残留物的质量分数为5.00%略有提高,总体来说两者残留物质量分数相近,热稳定性相近。
4. 结论
本实验的主要目的是研究一种新型z-pin工艺,以PVA基为主要树脂基体,加入适量的环氧树脂参与改性,解决PVA树脂在高温复合成型过程水分蒸发、树脂含量减少等问题。并通过将z-pin制品穿入层合织物来评价其穿孔性能,实验表明:H60、H61、H62、H63、H64均能穿透织物,随着环氧树脂体积的增加,z-pin的最大载荷和最大压缩应力逐渐减少,说明环氧树脂的加入能提高z-pin的穿孔性能。因为H63、H64两组的最大压缩应力相差不大无参考价值,应舍去,所以H62的树脂体积比为该实验中的最优树脂配比,即环氧树脂与PVA水溶液的体积比为2:8时,PVA基z-pin的穿刺性能达到最佳。
参考文献
1 Feng B, Wang X J. Research status of composite z-pin reinforcement technology.
Fiber Reinforced Plastics/Composites, 2012,(2): 82-85(in Chinese).
冯波,王晓洁,惠雪梅. 复合材料z-pin增强技术研究现状. 玻璃钢/复合材料,2012,(2): 82-85.
2 Tang J M. Development status and prospect of carbon fiber resin matrix composites.
Spacecraft Environment Engineering, 2010,27(3): 269-280(in Chinese).
唐见茂. 碳纤维树脂基复合材料发展现状及前景展望. 航天器环境工程,2010,27(3): 269-280.
3 Du S Y. Advanced composite materials and aerospace. Acta Materiae Compositae Sinica, 2007(01): 1-12(in Chinese).
杜善义. 先进复合材料与航空航天. 复合材料学报,2007(01): 1-12.
4 Zhang X Z, Cao K L, Zhou H. Research on Z-pin Technology of Composite Material Panel for Unmanned Aerial Vehicle. Aviation Precision Manufacturing Technology, 2016.
5 Huang G. Modern textile composites. Beijing: China Textile Press, China,2000: 53-77(in Chinese).
黄故. 现代纺织复合材料. 北京: 中国纺织出版社.2000: 53-77.
6 Gogoi S, Kumar M, Mandal B B, et al. Composites science and technology . 1985.
7 Mengjia L I, Chen P, Kong B, et al. Effect of Z-pin parameters on pull-off carrying capacity of composite T-joints.Acta Materiae Compositae Sinica, 2015,32(2): 571-578.
8 Tong L, Mouritz AP, Bannister MK. 3D Fibre Reinforced Polymer Composites. London: Elsevier, 2002: 205-218.
9 Wang X X, Chen L. Application and development of composite z-pin technology. Aerospace Materials and Technology,2009,39(6): 10-14(in Chinese).
王晓旭, 陈利. 复合材料z-pin 技术的应用与发展. 宇航材料工艺,2009,39(6): 10-14.
10 Wang X X. Preparation and characterization of composite pin. Ph.D. Thesis, Tianjin: Tianjin Polytechnic University,2010(in Chinese).
王晓旭. 复合材料pin 的制备及性能表征. 天津: 天津工业大学. 2010.
11 Partridge IK, Cartie DDR, Bonnington T. Manufacture and performance of z-pinned composites.
In: Shonaike G, Advani S, editors. Advanced Polymeric Composites. FL: CRC Press,2003.
12 Cai C G, Zhu L X. Theory and application of single fiber pull-out experiment. Insulating Material, 2004, 37(3): 50-52,57(in Chinese).
蔡长庚, 朱立新. 单纤维拔出实验的有关理论与应用. 绝缘材料, 2004,37(3): 50-52,57.
13 Wang C. Fracture mechanics of single-fibre pull-out test. Journal of Materials Science, 1997, 32(2): 483-490.
14 Wang R Z, Li L. Characterization of interface properties and effect on fiber reinforced composites. Hi-tech Fiber & Application, 2008,33(2): 18-20(in Chinese).
王润泽, 李龙. 界面性能表征及对纤维增强复合材料的影响. 高科技纤维与应用,2008,33(2): 18-20.
15 Fu X L, Chung D L. Single-fiber electromechanical pull-out testing and its application to studying the interface between steel fiber and cement. Composite Interfaces,1997,4 (4): 197-211.
16 Bouazaoui L, Li A. Analysis of steel/concrete interfacial shear stress by means of pull out test International. Journal of Adhesion & Adhesives, 2008, 28(3): 101–108.
17 Yue C Y, Looi H C, Quek M Y. Assessment of fibre-matrix adhesion and interfacial properties using the pull-out test. Adhesion and Adhesives, 1995, 15(2): 73-80.
18 Tanaka K, Minoshima K, Grela W, et al. Characterization of the aramid/epoxy interfacial properties by means of pull-out test and influence of water absorption. Composites Science and Technology, 2002, 62(16): 2169–2177.
19 Mouritz A P. Review of z-pinned composites laminates. Composites Part A, 2007,38(12): 2383-2397.
20 Shie J L, Chen Y H, Chang C Y, et al. Thermal Pyrolysis of Poly(vinyl alcohol) and Its Major Products. Energy & Fuels, 2002,16(1), 109-118.
21 Wang X X, Chen L, Jiao Y N, et al. Preparation of polyvinyl alcohol-matrix z-pins and tests of their piercing properties. Journal of Reinforced Plastics and Composites,2014,33(23): 2255-2264.
22 Li C, Qiu Z M, Liu J C. Effect of the resin content on the mechanical properties of carbon fabric/epoxy composites. Fiber Compos,2003,15: 15–17.
23 Gao K, Yang X Q, Chen J. Effect of dissolution method on viscosity of polyvinyl alcohol solution. China’s traditional Chinese medicine information, 2011, 03(18): 482(in Chinese).
高坤, 杨希琴, 陈静. 溶解方法对聚乙烯醇溶液黏度的影响. 中国中医药咨讯, 2011, 03(18): 482.
24 Zhu J, Ai L C, Chen J. A method of dissolving polyvinyl alcohol. Journal of North Pharmacy 2011(03): 13-14(in Chinese).
朱晶, 艾立诚, 陈静. 聚乙烯醇的溶解方法. 北方药学, 2011(03): 13-14.
25 Mouritz A P. Tensile fatigue properties of 3D composites with through-thickness. Composites Science and Technology, 2008, 68(12): 2503-2510.
26 Steeves CA, Fleck NA. In-plane properties of composite laminates with through-thickness pin reinforcement. Int J Solids Struct,2006, 43: 197-212.

 京公网安备 11011302003690号
京公网安备 11011302003690号


