



- 收藏
- 加入书签

基于西门子840D数控系统车拉床刀盘异常故障分析
 打开文本图片集
打开文本图片集
摘要:本文通过西门子数控系统机床故障现象的分析,阐述了西门子PLC在机床中的构成及作用,采取正确的应对措施修改了PLC程序梯形图,修复车拉床径向进给轴X1/X2突然失控下滑的故障。
关键词:车拉床 失控 下滑 西门子 PLC 梯形图
一、机床的故障现象
广西五鑫机械有限公司曲轴加工线,一台主轴轴颈车拉床偶有出现径向进给轴X1/X2突然失控下滑,使刀盘撞击到工件,撞坏刀具,正在加工的工件报废,经观察发现是在以下情况下出现下滑。
1.自动加工中一个轴颈加工结束,Z1/Z2进给轴向下一个轴颈移动时;
2.自动加工中在一个轴颈加工过程的U1/U2旋转轴旋转换刀过程中;
3.在一个曲轴加工结束打开机床防护门(准备检查加工结果)的瞬间;
4.当按下“紧急停止”按钮后时。
二、车拉床系统控制及刀盘移动轴机械结构
车拉床主要由数字控制系统及机械床身组成,本文所涉及的车拉床控制系统采用西门子SIEMENS SINUMERIK 840D数字控制系统。
2.1 车拉床的NCN控制
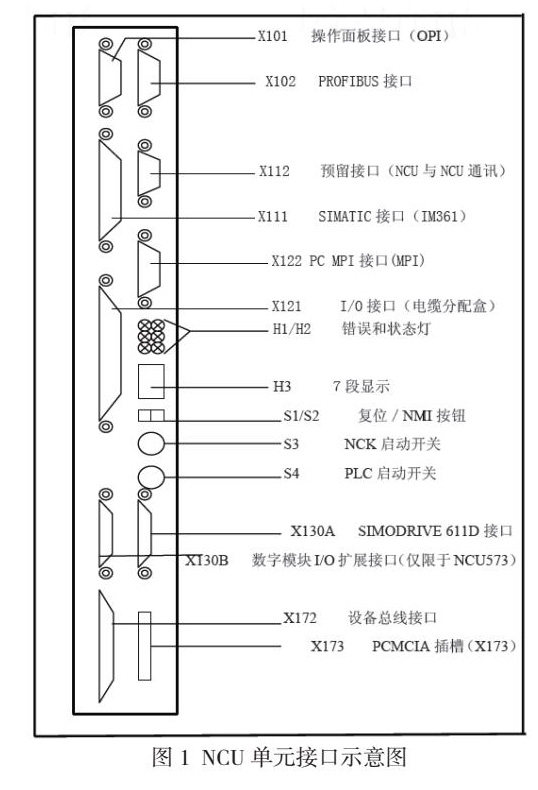
西门子数字控制系统常见类型有SINUMERIK802、SINUMERIK810、SINUMERIK820、SINUMERIK 840D等,而SINUMERIK 840D数字控制系统,是西门子公司在数控领域的创新技术与先进理念的最佳体现,通过系统的不同设定,就可以应用于车、铣、钻、磨等各种加工工艺和控制,SINUMERIK 840D数控系统主要功能硬件是由数字控制单元(NCU)、电源模块、驱动器、OP0xx 、MCP、PCU、PLC 的 I/O 模块等组成。NCU单元的接口示意图如图1所示。
2.2 车拉床的PLC控制
车拉床的输入输出是由西门子PLC控制管理,PLC也称为可编程序控制器,是专门为工业环境应用而设计的计算机。它采用可编程的存储器,用于其内部存储程序,执行逻辑运算、顺序控制、定时、计数与算术操作等面向用户的指令,并通过数字或模拟量输入、输出控制各种类型的机械或生产过程,它具有丰富的输入、输出接口和较强的驱动能力。SINUMERIK840D 系统的 PLC 部分使用的是西门子 SIMATIC S7-300 的软件及模块,在同一导轨上,从左到右依次为电源模块,接口模块及信号模块,PLC的CPU是集成在NCU中,通过NCU(图1)上的X111接口与PLC模块连接。
数控机床除了对各轴进行伺服进行伺服控制外,还要对各机械动作进行逻辑轴的控制和状态检测,西门子数字控制系统 840D集成了PLC的CPU,外部输入、输出开关信号必须通过外挂的I/O模块与系统的NCU连接,当控制的输入、输出点数多时,就需采用S7-300系列模块, PLC模块主要对操作面板控制、轴使能控制、换刀动作有关的液压或气压控制、润滑控制、冷却控制、报警及态度信息的控制。
2.3 刀盘移动轴机械结构
车拉床设计有左右两个刀盘,刀盘分别安装在左右动力头上,动力头的导轨与水平面夹角为60度。动力头上下移动轴(刀盘径向进给轴)分别为X1和/X 2轴。该机床中X 1轴和X 2轴是垂直运行的直线进给轴。为了消除重力的影响,两轴均采用液压配重。油缸缸底在下方,与导轨(机床床身)作刚性连接,活塞向上,与两轴动力头刚性连接。在数控操作编写程序时,两轴向上运行定义为正方向,两轴向下运行定义为负方向。
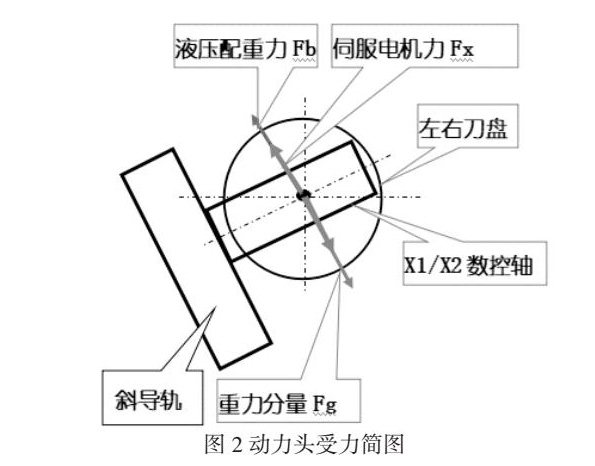
下面就机床在各个状态下以右动力头X 2轴为例对动力头受力情况进行分析:机床开机正常后即进入到进给允许状态(FEED ENABLE)即Q 57.4(X2轴进给充许信号)输出为ON,X 2轴处于伺服锁紧状态,进入计算机监控PLC程序梯形图分析:当X2轴伺服电机刹车松开Q 57.5为ON,X2轴配重油缸供油电磁阀(21Y70)Q25.0为ON ,液压控制系统向液压配重油缸供液压油。这时X 2轴受力情况为向下的重力分量Fg、配重油缸活塞对X 2轴向上的力为Fb及伺服电机对X轴2的力Fx,此时两轴受力平衡,处于相对静止状态,受力情况如图2所示。
通过对动力头的受力分析,在两轴处于伺服锁紧状态下,要使刀盘下滑必须克服配重液压油缸向上的力。而造成X1/X2数控轴在伺服状态突然下滑的可能原因是:
(1)是数控系统异常,突然给X1/X2数控轴一个不受控的向下命令值,使X轴突然不受控下滑;
(2)是配重液压油缸突然失压不起作用。
在图3中伺服电机对两轴的作用力,在不同状态下力的方向是不一样的,两轴向下运行时则作用力向下,两轴向上运行时则作用力向上;两轴不运行时处于伺服锁紧状态。
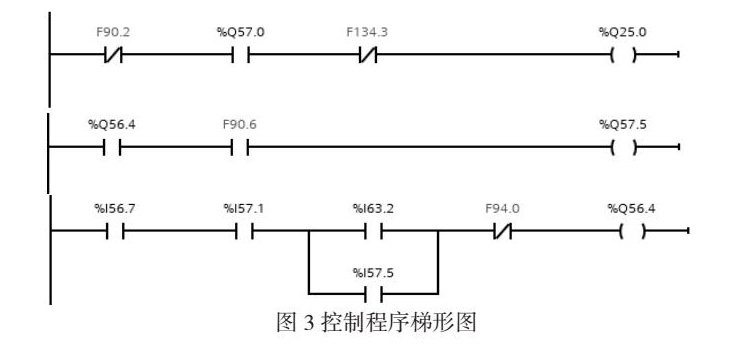
如果数字控制系统发生异常,刀盘异常下滑随时都有可能发生,但不会在特定情况下下滑。而且在处理故障过程中曾更换过命令值及相关输出系统板,故障并不能排除。在机床自动加工中,进入计算机监控PLC程序梯形图时发现当X1/X2轴向上运行或停止时X1/X2轴配重油缸供油电磁阀(21Y70)Q25.0为ON得电,当X1/X2轴向下运行时配重油缸供油电磁阀(21Y70)Q25.0为OFF失电,相关程序梯形图如图3所示
程序梯形图中F90.2是来自CNC的信号,通过PLC的数据块DB32读取CNC状态。当X1/X2轴向上运行或停止时为OFF ,当X1/X2向下运行时为ON ;Q57.5是X2轴的刹车输出点,刹车时NC信号F90.2为ON ,使Q25.0输出(配重油缸电磁阀输出点)由ON 变为OFF, 电磁阀关闭液压控制系统不再向配重油缸供油,由于液压机械的原因(窜油等)配重油缸没有起到配重的作用,并且这时伺服电机对X轴的力是向下的,就会使X轴突然下滑并报警。所以在以下加工中会出现故障:
(1)自动加工中一个轴颈加工结束,Z1/Z2进给轴向下一个轴颈移动时。
(2)自动加工中在一个轴颈加工过程的U1/U2旋转轴旋转换刀过程中。
这两种情况下都会使液压控制系统不向配重油缸供油。
而刀盘异常是在以下情况发生:
(1)在一个曲轴加工结束打开机床防护门(准备检查加工结果)的瞬间。
(2)当按下“紧急停止”按钮后时。
按“紧急停止”前,系统处于伺服状态中,液压控制系统向配重油缸供油,受力平衡。但在当打开机床防护门的瞬间(按“紧急停止”后),就会使液压控制系统不向配重油缸供油。打开防护门、按急停会使系统退出进给允许状态,Q56.4输出(进给允许)为OFF,而使Q57.5输出(X2轴电机刹车)为OFF,造成Q25.0输出(配重油缸电磁阀输出点)为OFF,液压控制系统停止向配重油缸供油。
三、维修应对措施
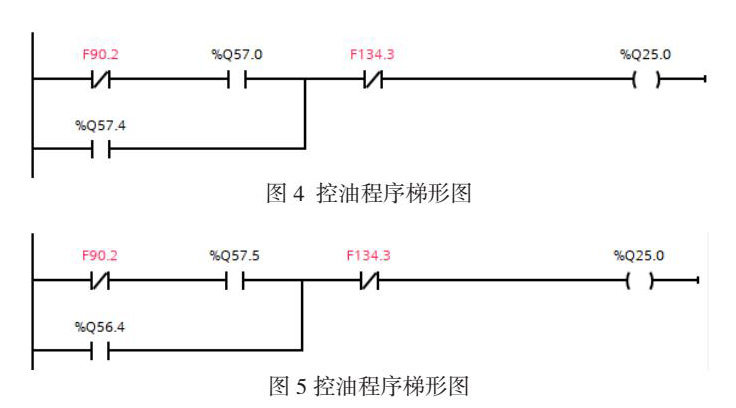
通过分析,认为刀盘异常下滑最大可能是在液压控制系统不向配重油缸供油时,由于液压机械的原因(窜油等)配重油缸没有起到配重的作用,至使动力头在重力作用下快速下滑。经综合考虑后认为,电气技术的解决方案是:对在加工过程中刀盘突然异常下滑的,修改PLC程序梯形图,只要有允许信号(Q57.4为ON)液压控制系统就向配重油缸供油,相关程序梯形图修改如图4所示。
对打开防护门、按急停也会造成刀盘异常下滑的,只要一启动机床(Q56.4为ON)液压控制系统就向配重油缸供油,相关程序梯形图修改如图5所示。
在对PLC程序梯形图进行修改后,刀盘异常下滑现象消除。
四、结论
通过分析排除了故障,车拉床刀盘异常下滑是因为液压控制系统不对配重油缸供油时,配重油缸没有起到配重的作用,刀盘在重力的作用下快速下滑。虽然可以通过修改PLC程序梯形图,控制液压控制系统向配重油缸一直供油达到了消防除故障的目的。但如果配重油缸电磁阀输出点所在输出模块损坏也会造成以上现象。所以维修重在维护,把故障控制在维护之中,设备是企业的生命,设备要保持正常运行,防止或减少事故的发生,把故障消灭在萌芽之中,除了发生故障应及时修理外,还应坚持定期检查,经常维护保养。
参考文献
【1】刘朝华 .西门子840D/810D数控系统安装与调试.机械工业出版社 2020年4月
【2】罗萍.西门子PLCS7-300\400工程实例.人民邮电出版社2020年8月
【3】左维 陈昌安 西门子数控系统结构及应用(SINUMERIK 840D sl)机械工业出版社2020年8月

 京公网安备 11011302003690号
京公网安备 11011302003690号


