



- 收藏
- 加入书签

一种装配式建筑的成品箱型柱的加工方法
 打开文本图片集
打开文本图片集
摘 要:成品箱型柱由箱型柱本体、钢梁牛腿、斜支撑牛腿等主要部件构成,箱型柱本体采用成品矩形管,箱型柱在梁柱节点处采用隔板贯通柱的结构形式,把一根箱型本体隔断为多个分节,贯通隔板四周均外伸到柱壁外的等距宽度,外壁钢梁牛腿的翼缘板与节点处的贯通隔板平齐,钢梁牛腿和柱本体形成的正交节点的挂角处设置斜向支撑牛腿,斜支撑牛腿由斜支撑方管、支撑节点板和支撑节点的翼缘板构成,斜支撑牛方管插槽焊接于斜支撑节点板上,本文装配式建筑的成品箱型柱在加工制作时采用工装胎架法和放地样法综合制作。
关键词:装配式建筑 成品箱型柱 贯通隔板 梁柱节点 工装胎架
一、 技术背景
随着建筑行业的发展,以及国家大力推广钢结构装配式住宅的建造使用,钢结构装配式住宅的建造已经成为一种发展趋势,钢结构装配住宅相对于传统的钢筋混凝土材料建造的住宅有很大的有点,如节约资源和能源,污染小,生产效率高,对于化解当前过剩的钢产能有推动作用,为人们提供健康、适用、高效、环保的使用空间和居住环境。
为了推动钢结构在住宅方面的使用,本发明了公开了一种装配式建筑的成品多节箱型柱的加工方法。成品多节箱型柱是由成品矩形管、节点贯通隔板、端部内隔板、外侧钢梁牛腿和斜支撑牛腿等主要部件构成,相对于传统的板材拼接成的箱型柱,其结构存在如下差异和优点:
由于成品箱型柱的取材为市场直接采购的成品矩形管,从而减少了传统的箱型截面的本体的组立焊接和大量的变形校正;
成品多节箱型柱的节点内隔板隔断了箱型构件,变成四周外伸到箱壁外侧的贯通隔板,减少了节点的内隔板的设置,从而免去了内隔板的电渣焊;
成品多节箱型柱的外侧钢梁牛腿与节点贯通隔板对齐,即外伸钢梁牛腿装配较为方便。
二、结构形式
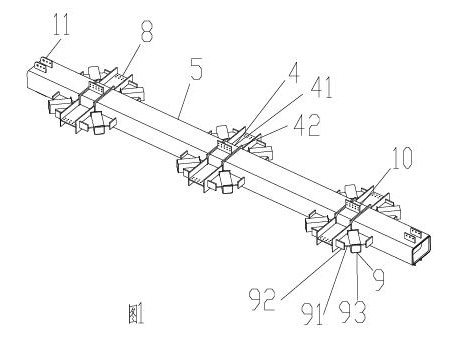
一种成品多节箱型柱,包括节点管合拢件4、节间成品方管5、H型钢梁牛腿8、斜支撑牛腿9、钢梁连接板10、柱端吊耳连接板11,所述节点管合拢件4包含节点成品方管41和两个节点板42,所述节间成品方管5其柱顶设置封板,其柱底设置工艺内隔板,所述斜支撑牛腿9包括支撑节点板91、支撑节点的翼缘板92、斜支撑方管93,一个完整的箱型柱本体被钢梁节点板42隔断为多个节间成品方管5和节点成品管41,节点板按照抗震设计要求均外伸箱体外壁等距宽度,H型梁牛腿8的翼缘板对齐箱型柱的节点板42,斜支撑牛腿9位于钢梁牛腿8和箱型柱本体的正交的斜向拐角处,斜支撑牛腿9通过在支撑节点板91两侧正交设置支撑节点的翼缘板92,斜向支撑方管93设置侧槽,并按设计位置插入支撑节点板91相应深度,如图1。
三、制作方法
成品箱型柱加工制作时,下设拼装平台和专用工装胎架。
首先,节点管合拢件4、H型钢梁牛腿8和斜支撑牛腿9均为预组装合拢焊接件。
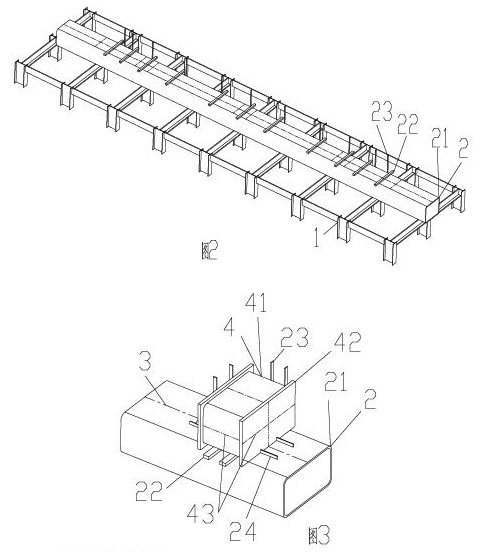
其次,制作整根箱型柱大拼装的专用工装胎架2,专用工装胎架包括胎架主管21、水平垫块22、竖向挡块23,胎架主管21与节间成品方管5同截面大小,水平垫块22和竖向挡块23的摆放位置以实际加工图的成品箱型柱的节间管5的分布情况为基准,但每个节间成品方管5下侧的水平挡块设置数量不少于2个,如图2。
再次,制作节点管合拢件4使用的小型专用胎架2,小型专用工装胎架包括胎架主管21、水平垫块22、竖向挡块23、卧式挡块24,胎架主管21与节点成品方管41同截面大小,水平垫块数量不少于2个,竖向挡块23正交双向设置,其中节点管4的端板42一侧设置卧式挡块24,以便节点各零部件的卡位组装,如图3。
最后,在大拼总装胎架上进行大部件的合拢,完成装配式建筑的成品箱型柱的高精度制作。
四、技术方案的实施
成品多节箱型柱进行厂内的加工制作时,其步骤如下:
步骤一,将节间成品方管5的首节柱按详图装配并焊接柱顶封板,在钢柱外壁划出中心线和柱顶端铣线,将首节柱吊至端铣机械设备平台上进行柱顶端面铣,从而完成柱顶面的高精度加工;
步骤二,在专用小型工装胎架上2上进行节点管合拢件4的批量制作,首先在专用工装胎架上表面划出胎架箱体的中心线3和节点管合拢件4的两个节点板42外壁正投影于专用工装胎架2的上表面的定位线,专用工装胎架2是选用与节点成品方管41相同截面的短支胎架主管21,短支胎架主管21上表面在位于两个节点板42外壁正投影定位线的中间区域设置两个水平垫块22,短支胎架主管21的侧面设置两个竖向挡块23,在短支胎架主管21上表面的长度方向上且位于两个节点板42外壁正投影线一侧设置竖向挡块23和另一侧设置卧式挡块24,待专用工装胎架2设置好后,依次放置一端的节点板42、节点成品管41、另一端的节点板42,节点成品管侧面41靠齐竖向挡块23,两个节点板依次靠齐长度方向上的竖向挡块23和卧式挡块24,节点板的中心线43和节点成品管的中心线43应延伸在同一平面内,调整和核实两个节点板42的开档尺寸和节点板42相对于节点管41的垂直度,满足图纸和规范要求,进行节点管合拢件4的整体组立焊接;
步骤三,箱型柱本体的装配焊接,箱型柱本体包括节点管合拢件4、节间成品方管5,首先在拼装平台1上摆放通长的专用工装胎架2,胎架主管21长度大于构件长度,胎架主管21截面与节间成品方管5相同,然后在胎架主管21上表面划出中心线3、节点管合拢件4和节间成品方管5的端部相接处标高定位线、柱顶和柱底的端部定位线,其次在各节点管合拢件4和节间成品方管5位置处依次摆放水平垫块22以及侧面竖向挡块23,竖向挡块焊接与胎架主管21的侧面,将首节成品方管5的柱顶封板的端铣面对齐胎架主管21上表面的柱顶端部的定位线,按图依次摆放剩余各节点管合拢件4和节间成品方管5,对齐各结合处的胎架主管21上表面的标高定位线,即本体组装以首节柱顶的高精度铣面为基准,进行长度放样,侧面靠齐专用工装胎架2的竖向挡块23,长度尺寸和箱型柱本体直线度检查无误后,进行整体点焊定位,最后依次进行箱型柱本体的节点管合拢件4和节间成品方管5对接缝的周圈焊接;
步骤四,将H型钢梁牛腿8、斜支撑牛腿9等组装焊接成各自的小合拢焊接件,即小拼单元件,在组装斜支撑牛腿9合拢件时,需事先在支撑节点板91表面上根据详图划出斜支撑方管93的侧槽定位线,以精确控制斜支撑方管93的装配定位尺寸和角度;
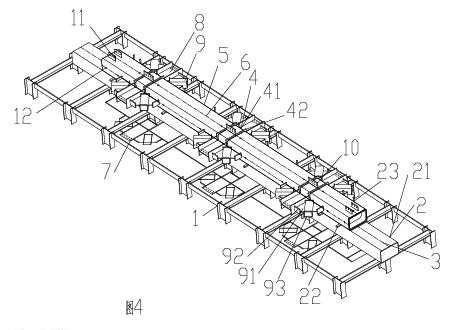
步骤五,箱型柱本体的外部主要牛腿的装配焊接,在箱型柱本体上的划出外壁中心线6和H型钢梁牛腿和斜支撑牛腿的根部定位线,在拼装平台的下方地面依据详图划出箱型柱的主要部件的正投影轮廓线7,首先将上述箱型柱本体的焊接成型件吊装至拼装平台上1或原专用工装胎架上2,箱型柱本体的放置需对齐地面的自身正投影轮廓线7,然后依据下详图组装侧面的H型钢梁牛腿8、斜支撑牛腿9,其中各牛腿根部以箱型柱本体外壁上的定位线为基准,各牛腿的外端对齐地面的自身牛腿正投影轮廓线7,侧面各牛腿相对于箱型柱本体组装定位尺寸检查无误后,进行相应的定位焊接;
步骤六,箱型柱本体的外部次要零部件的装配焊接,依据详图直接在箱型柱本体上划出钢梁连接板10、柱端吊耳连接板11的根部定位线,然后依据划出的定位线,装配钢梁连接板10、柱端吊耳连接板11于钢柱外壁;
步骤七,沿着箱型柱本体外壁中心线6上,在距离钢柱两端150mm、距离支撑节点板的翼板92外壁150mm、在钢梁连接板10一侧且距离节点合拢件4的节点板42外壁150mm位置处均打上三角形标记,作为现场的装配式建筑的墙面板的安装依据,最终完成成品多节箱型柱的厂内加工制作,如图4。
五、效益
1、解决了一种装配式建筑的成品多节箱型柱的加工工艺;
2、在箱型柱的制作方法中采用工装胎架法,提高了产品制造的质量和制造效率,同时工装胎架取材简单、制造简单、重复利用率高;
3、由于成品箱型柱分节较多,本文重点叙述了其多个分节管的直线度控制和关键节点管合拢件的尺寸控制,提高了产品的制造质量,便于构件运输到现场的高进度安装。
参考文献
[1] 《钢结构工程施工规范》GB 50755-2012.
[2] 《钢结构工程施工质量验收标准》GB 50205-2020.
[3] 《钢结构设计标准》GB 50017-2017.
[4] 《装配式建筑评价技术规范》DB34/T 3830-2021.

 京公网安备 11011302003690号
京公网安备 11011302003690号


