



- 收藏
- 加入书签

总装领域紧固件优化标准流程及重点管理项目探析
 打开文本图片集
打开文本图片集


摘要:为了规范管理总装紧固件优化标准管理流程,通过制定紧固件优化标准--基本原则、技术条件标准、搭载验证等技术要求,从源头上规范紧固件优化标准管理流程,提高紧固件通用性,以及紧固件防腐性,提升紧固件在整车产品的品质,特制作本管理流程。本文介绍了总装领域紧固件优化标准流程以及重点管理项目的探析工作,以笔者在总装领域紧固件优化的实践经验,通过优化提炼,总结了总装领域紧固件优化的标准流程和关键管理项目分析,对提高总装领域紧固件质量管理具有一定的借鉴意义。
关键词:紧固件;组合件和连接副;表面处理;盐雾试验;标准流程;
一、引言
随着我国汽车市场快速发展,相应竞争愈演愈烈,我国汽车更新及换代工作,速度越来越快,有此汽车公司,每年上市车型可达到7-8款车型,相关汽车紧固件种类及数量随之增加,容易导致现场装配出现错漏装品质出现,有必要对汽车紧固件进行优化,特别是建立紧固件优化标准流程及重点管理项目重要性,因此,在新的市场形势下,如何在更短的时间内做出质量可靠、富有竞争力的产品显得尤为重要。
总装作为汽车四大工序中的最后一道工序,工序流程繁杂且复杂多变,总装领域的紧固件优化标准流程决定着整个车型紧固件种类及数量多少以及紧固件错漏装质量水平。本文对紧固件优化标准流程和关键管理项目进行了总结和分享,以期为最终装配领域的紧固件优化提供参考。
二、总装主要紧固件种类及定义
2.1 紧固件:当两个以上(含两个)零件紧密连接成一个整体时,一种机械零件的装配名称在市场上称为标准件。紧固件与产品零件的区别:紧固件采用带紧固功能的螺纹形式,零件号大多以9位数字开头;一般包括以下主要部件:螺柱、螺栓、总成、螺母、螺钉等。
2.2 螺栓:外螺纹圆柱是一种由头部和螺钉组成的紧固件。它需要配合螺母用通孔紧固连接两个零件。这种连接称为螺栓连接。
2.3螺母:一般为带内螺纹孔的扁六角形柱。用上螺柱、螺栓和机螺钉将两个零件紧固连接在一起,使之成为一个整体。将两部分紧固连接成一个整体,可与螺栓配合使用。
2.4螺钉:主要分为紧固件、机械螺钉和特种螺钉。机螺钉是指带有固定螺纹孔的零件与带有通孔的零件之间的连接。螺钉头和螺钉构成一种紧固件,这种连接形式称为螺纹连接,也是一种可拆卸的连接方式;也可与螺母配合使用,用于紧固两个带通孔零件之间的连接。固定螺钉用于固定两个零件之间的相对位置。特殊螺钉,如吊环螺栓,用于提升零件。这类通常单独使用等,一般起到紧固和拧紧的作用,拧入机械设备的内螺纹。
2.5自攻螺钉:它类似于机螺钉,但螺纹是自攻螺钉的一种特殊螺纹。用于将两个薄金属构件紧固连接成一个整体。你需要事先在零件上打一个小孔。螺钉在拧入零件孔内形成响应性内螺纹结构之前,具有较高的硬度。连接形式也是可拆卸的。
2.6螺柱:两端只有外螺纹(无头)的紧固件。连接时,一端必须拧入有内螺纹孔的零件,另一端必须穿过有通孔的零件,并拧上螺母;这两部分紧密相连,形成一个整体。这种类型的连接称为螺柱连接,它具有可拆卸连接的优点。主要用于其中一种连接器,厚度大,要求结构紧凑。由于拆卸频繁,一般不适合螺栓连接。主要用于要求结构紧凑、厚度大、可拆卸连接的连接器之一。由于拆卸频繁,一般不建议采用螺栓连接。
2.7垫圈:是一种紧固件,位于螺钉、螺栓、螺母的支承面与连接器表面之间,呈扁平圆形。降低单位面积压力,保护连接器表面不受损伤,可以增加连接器的接触面积;另一个弹性垫圈用于防止螺母松动。
2.8扣环:安装在机械设备的轴槽和孔槽内,防止轴和孔上的零件左右移动。
2.9销:一般用于定位零件,也可用于固定零件、连接零件、传递电源和锁紧其他紧固件。
2.10装配及连接副:装配是指组合供货的1型紧固件,包括机螺钉、螺栓、自备螺钉、平垫圈、弹簧垫圈、锁紧垫圈等;如钢结构用高强度大六角头螺栓连接副。三、总装领域紧固件优化标准管理方案
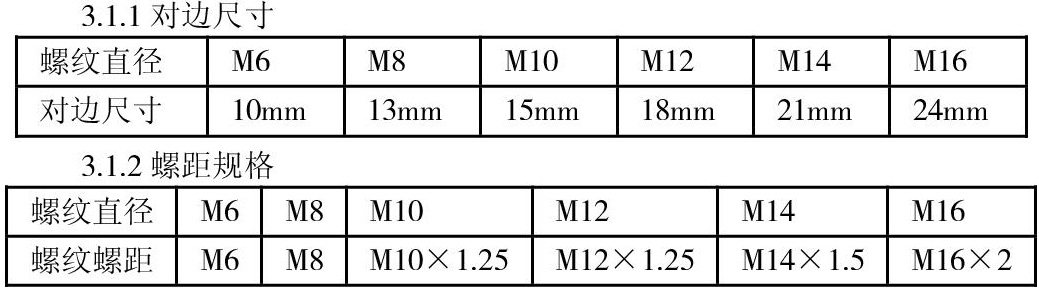
3.1基本尺寸原则:
3.1.1对边尺寸
3.1.2 螺距规格
3.1.3长度尺寸
一般要求:长度应为5的倍数
3.2技术条件标准:
3.2.1强度要求
自攻螺钉:一般采用4.8级强度
3.2.2表面处理:(具体规定产品表面处理种类和具体要求等方面的内容;)
镀锌钝化:一般是采用铬酸盐溶液来钝化处理方式,使得锌层表面上形成,一层铬酸盐转化膜层,成膜工艺这种叫镀锌钝化。
非电解锌片涂层也叫锌铝涂层:一般由非电解的微细鳞片状锌和铝薄片、不含铬的金属盐以及有机成分组成。优点:高温烧结作用下一般形成表面保护涂层。一般具有高耐蚀、无氢脆、无污染、耐高温的特点。
适用范围:
盐雾试验技术要求:
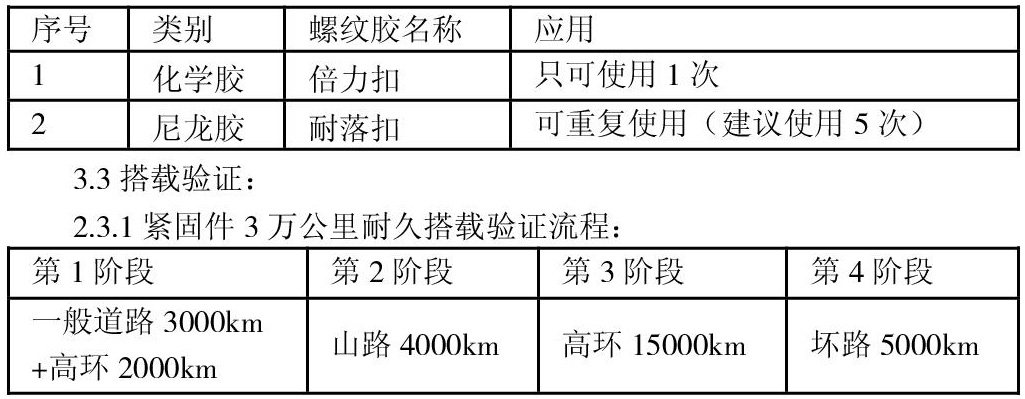
3.2.3螺纹胶
尽量少用带有防松胶的紧固件,如需要须参与相关耐久检证确认后才给实施。
如需使用建议“螺栓”使用外螺纹涂胶,工艺实施较为方便。
3.3搭载验证:
2.3.1紧固件3万公里耐久搭载验证流程:
3.3.2 搭载数量:1台或以上耐久车参与搭载;
3.3.3 每5000公里要求测量一次(直接测量,无需拆其它零件);
3.3.4 整个流程完成验证后力矩满足设计要求,验证合格。
3.4验收检查
3.4.1表面缺陷:裂缝、裂纹、凹痕、切痕、损坏等;
3.4.2性能试验:拉力试验(拉力试验机)、硬度试验(硬度计)、扭矩试验、盐雾试验
(盐雾试验箱)、镀层厚度(镀层测厚仪)、扭力试验(数显扭矩扳手)等;
3.4.3每批样件从中随机抽取一定数量紧固件进行检测;
3.4.4 如有出现检测有缺陷的紧固件,需退回整批紧固件给供应商,不得使用。
3.5 定期管理机制
3.5.1 涉及到紧固件耐久搭载验证,事前需进行相关性能试验合格后,方可搭载验证;
3.5.2 涉及到相关防腐试验时,必要时抽查部分紧固件进行盐雾试验;
3.5.3 每年定期联合设计、工艺、质量、采购等对紧固件供应商相关产品生产工艺、品质管控等进行全面监查活动,以确保产品车紧固件无质量问题。
3.6.评审及更改
本标准由技术中心工艺规划室总装工艺科负责编制,技术中心工作流程/技术标准事务局负责修订及解释。
3.7.项目职责
1)项目总监
—负责批准总装紧固件优化标准管理方案;
—负责批准新增紧固件工艺分析报告;
2)总装工艺科
—负责编制总装紧固件优化标准管理方案;
—负责制作新增紧固件工艺分析;
—负责制作总装紧固件耐久搭载验证清单;
—负责总装紧固件防腐验证;
—针对耐久验证中或现场装配出现总装紧固件问题进行解析,明确对策;
—针对盐雾试验中出现总装紧固件问题进行解析,明确对策;
—同时负责涉及到总装紧固件问题,与汽研院相关紧固件优化标准等部门协调沟通反馈;
—实施总装紧固件优化标准及优化工作;
3)产品技术科
—负责产品上涉及到总装紧固件问题反馈工作;
—负责组织协调紧固件涉及产品设计上的工艺分析及对策;
—同时如总装紧固件涉及到汽研院产品问题或需更改产品设计 ,作为窗口负责与汽研院
设计部门协调沟通反馈;
4)试验认证科
—负责总装紧固件耐久车搭载日常维护管理工作;
—负责对总装紧固件耐久试验中问题反馈,通过填写耐久试验日报或报告形式(如紧急情况时:通过邮件、电话形式进行通报),进行反馈。
5)车身工艺科
—负责总装紧固件盐雾试验日常维护管理工作;
—负责对总装紧固件盐雾试验中问题反馈,通过填写盐雾试验日报或报告形式(如紧急情况时:通过邮件、电话形式进行通报),进行反馈。
6)技术规格科
—负责总装报价资料收集及发放工作;
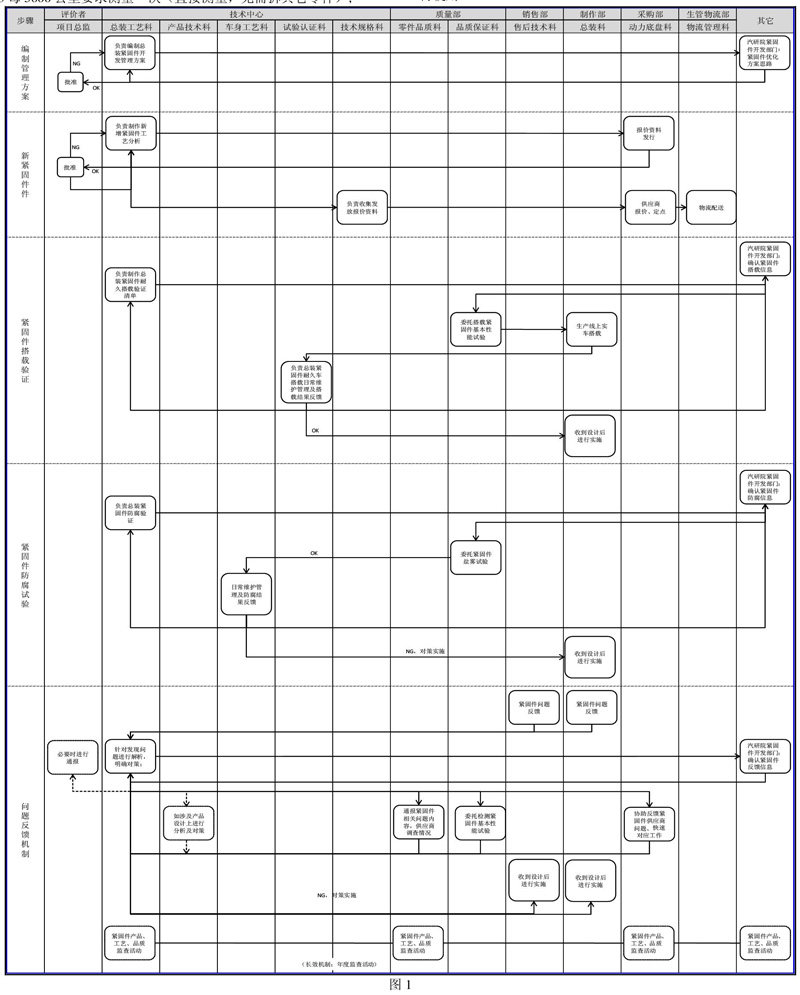
3.8.工作流程
四.日常优点重点问题解答:
4.1螺栓的防松有哪些先进的方式;
1)考虑拧紧工艺的影响,如法兰盘等环形零件上的多个螺栓,多采用对角拧紧法。对于重要的零部件,多采用多步拧紧的方法。拧紧的步骤越多,最终的结果也更精确。
2)考虑嵌入产生松弛,主要发生在粗糙表面处。
3)蠕变产生的松弛,如过屈服及高温的情况
4)针对复杂工况,如横向振动等动态载荷,可以选取自锁螺母
5)过大的轴向应力,导致螺栓的自松弛现象,可选用各种防松零件,如:齿形垫圈、安全挡板、特制螺母、螺纹防松胶、齿形螺栓/螺母/垫圈(Nord-Lock)。
4.2在螺栓设计时如何考虑动载的影响;
1)针对轴向动载,设计时考虑最大和最小轴向载荷对分配到螺栓上的附加载荷及最终产生的螺栓力的影响,进而计算出相应的预紧力,并最终校核针对轴向动载的抗疲劳安全系数,防止疲劳断裂失效。同时也会考虑过大轴向应力导致的螺栓自松弛现象,选用相应的防松零件。
2)针对横向动载,主要是借助防松措施或特殊的防松零件来减小影响。
4.3螺栓连接的长径比L/d过大,受空间限制后该怎么设计?
由于受空间限制,需要减小螺栓的长径比,由此导致螺栓的刚度增加。
影响后果:疲劳特性和防嵌入特性变差,但防松特性变好。可考虑采用缩杆螺栓,接触表面作强化处理等。
4.4螺栓材料的选择。
根据强度等级确定,已标准化
4.5螺栓摩擦系数的控制及检测。
4.5.1测量两个安装面紧固后的夹紧力时,若在拧紧过程两个安装面发生转动,对夹紧力的影响怎样?
如果转动发生在临界预紧前,则影响不大;如果之后发生,则要考虑补偿因摩擦系数导致的夹紧力的缺失,并需重新测定。(考虑夹紧力的计算)
4.5.2拧紧后若样品克服弹性变形使得扭矩会慢慢减小,此时夹紧力会发生什么样的变化?
拧紧后螺栓会在克服弹性变形情况下慢慢发生松弛现象,导致预紧力降低。
原因:1)在长期承压的情况下部分发生塑性变形,可能发生在螺栓、被连接件、垫片、密封件或表面涂层等。从而产生嵌入量,螺栓克服扭矩转动相应角度,预紧力也相应减小。
接触面的嵌入值或平整度取决于工作载荷的种类、接触面的多少以及接触面的粗糙度。
2)装配时发生塑性变形,如在拧紧接合面其他螺栓时对已装配螺栓造成影响,产生接触面的塑性变形。
3)装配的预紧力过大,超过材料的极限表面压应力,发生塑变,从而导致发生材料的蠕变,可通过添加垫片改善。
4)螺纹处的摩擦系数偏低
5)工作温度升高造成连接系统的热膨胀,导致弹性模量发生变化,产生热负载,同时导致摩擦系数降低
6)轴向外载过大,导致螺栓及螺纹发生塑性变形
7)横向动载引起
五、结语
在当前新车型导入节奏越来越快,相应紧固件种类及数量越来越多,以及要求越来越高的背景下,只有明确工作思路、工作流程,密切关注工作的实际效果,才能提高工作效率,生产出价廉物美的产品,才能在激烈的竞争环境中立于不败之地。
本文共享的工作流程和方法已通过多个紧固件优化性能试验得到验证,并不断得到改进和优化,由此在紧固件优化方面均取得了很好的效果,对提升新车型上市及量产车型优化后,从源头上进行优化,规范紧固件标准管理流程,提高紧固件通用性,开展紧固件防腐性,提升紧固件在整车产品上品质,在市场上的竞争力奠定了基础。此文也期望对总装领域紧固件优化标准流程及重点管理项目起到借鉴和参考作用。
参考文献:
【1】李洪德,汽车设计标准资料手册.吉林科学技术出版社,2012
【2】王宁.一汽吉林公司汽车工序质量控制管理研究[D].吉林大学,2016.
【3】刘伟.某重卡总装车间多品种混线生产工艺方案优化及设计[D].清华大学, 2013.
【4】董玲,姜乐华.国外汽车公司新产品开发体系及模式探析[J].汽车研究院与开发,2004,(10).
【5】杨沙强,曾丽吟.总装车间新车型导入体系管理探讨[J].北京汽车,2011,(5).
【6】郭能飞.项目管理中质量管理流程研究—以新车型导入项目为例[J].中山大学,2012.
【7】赵宇龙.汽车轻量化材料技术综述[J].汽车工艺师,2018(02):28-33.
【8】韦漩,王海娟,刘春伟,曹宏斌,严鹏程,孙峙.废旧铝合金回收利用的研究现状[J/OL].过程工程学报:1-11[2018-11-29].
【9】李妙珍. 关于铝及铝合金的焊接工艺浅析[J]. 轻金属, 2007(9):66-69.
【10】江民华,王鹏,任永林.铝合金厚板对接MIG焊焊缝修复工艺[J].焊接技术,2018,47(01):40-42
【11】郭兆松,刘静,谢剑.Si含量对汽车发动机铸造铝合金性能的影响[J].铸造技术,2017,38(12):2829-2831.
【12】刘云龙.焊工技术手册[M].北京:机械工业出版社,1998
【13】Miffy. 金相学及金相显微镜综述[J]. 2011.
【14】金佳佳. 基于生命周期评价方法的再生胶生产过程评价[D].浙江大学,2014.
【15】朱彤,汽车标准件手册,吉林科学技术出版社,2000

 京公网安备 11011302003690号
京公网安备 11011302003690号


