



- 收藏
- 加入书签

延迟焦化加热炉节能降耗探讨
 打开文本图片集
打开文本图片集
摘要
延迟焦化加热炉作为装置核心设备,负责把工艺介质加热到特定温度,为介质升温、部分汽化及反应提供热量,然后在焦炭塔进行重油热裂解-缩合反应。加热炉燃料气消耗约占全装置能耗的70-80%,某企业延迟焦化装置依据实际生产情况,在确保加热炉满足工艺生产的前提下,采取技改与优化操作等措施降低燃料气消耗,提高加热炉热效率,对提高装置经济效益起到十分重要的意义。
关键词:延迟焦化;加热炉;燃料气消耗;热效率
1.引言
某企业延迟焦化装置设计加工规模120万吨/年,采用“一炉两塔”、“可灵活调节循环比”工艺流程,设计循环比0.3,设计生焦周期24 小时,开工时数为每年8400小时。加热炉为新型双面辐射炉,采用低NOX平扁焰气体燃烧器、多点注汽与在线烧焦技术,设计有下置式空气预热器,加热炉设计热效率为91.7%。分析装置加热炉运行数据发现,燃料气消耗偏高,排烟温度偏高以及加热炉热效率偏低等情况,经过一系列的技改与优化操作等措施,加热炉热效率提高到了93.45%,收到显著的效果。
2.加热炉能耗分析
延迟焦化加热炉存在热平衡,即燃料气燃烧放出的热量与燃料气、空气进炉热量之和等于加热炉吸收与损失的热量,两者的关系可用下式表示:
Q燃+Q显=Q油+Q烟+Q损 公式2-1
式中Q燃为燃料气燃烧放出的热量,KW;
Q显为燃料与空气带进加热炉的显热,KW;
Q油为管内工艺介质吸收的热量,KW;
Q烟为烟气带出加热炉的热量,KW;
Q损为加热炉散热损失,KW。
由公式2-1可知,在确保燃料气充分燃烧的前提下,若要提高加热炉的热效率,则应增大Q油管内工艺介质吸收的热量,减小Q烟烟气带出加热炉的热量与Q损加热炉散热损失。由于本装置采用空气预热器,利用烟气加热空气,提高Q显燃料与空气进加热炉温度也有利于加热炉热效率的提高。
2.1 加热炉燃烧因素
加热炉的炉型与相关配套设备确定之后,加热炉燃烧的好坏直接影响燃料气消耗与加热炉热效率。采用低氧化氮扁平焰气体燃烧器,有利于燃料的充分燃烧,满足炉管表面热强度以及炉膛内温度均匀分布。由于加热炉燃烧器为外混式配风,配风不好易导致燃料气燃烧不充分,需要控制为“三门一板”,确保过剩空气量既不能过多,也不能过少[1]。加热炉氧含量与负压也直接影响燃料燃烧的好坏。炉膛内需要保持一定的氧含量,过多则会导致炉管过热氧化损坏与排烟量增加,过少则导致燃烧不充分。一般烧燃料气的管式加热炉,其过剩空气系数为1.1-1.2较为适宜[2]。
炉膛维持负压有利于设备与人员的安全,但过高的负压易造成脱火,负压过低则出现火焰飘散等情况,均不利于燃料气的燃烧。
2.2 空气预热器预热效果
低温空气进入加热炉燃烧,高温烟气排出加热炉,燃料气燃烧放出的部分热量被高温烟气带走。而烟气中有大量不参与燃烧的氮气,从常温进炉到350℃出炉,从而带走了大量热量,降低了加热炉热效率。本装置空气预热器利用出炉烟气加热进炉空气,既可回收烟气的热量,又能提高空气进炉温度,在一定程度上提高的加热炉热效率。但初期运行发现排烟温度基本维持在120℃以上,温度很难再下降,从而影响了烟气余热回收效果。
2.3 加热炉散热损失
焦化加热炉内墙虽有保温层,但炉膛温度高达600-750℃,热量难免会从炉壁向大气散发热量。当炉壁表面积很大时,炉体散热损失将加剧。炉体表面散热损失与炉体保温措施有关,设计时,一般限制炉体温度不大于80℃。正常情况下,炉体散热损失与燃料燃烧放出热量之比约为5%,若是保温效果不理想,炉体散热比例将进一步增加。
2.4 炉管结焦情况
焦化加工原料主要为减压渣油,其密度大,黏度高,沥青质含量与重金属含量高,在炉管快速加热过程中容易结焦。基于流体力学基本原理,无论炉管内介质处于何种流动形态,在靠近管壁处总会存在一个滞流的边界层,而炉管壁的焦炭也是在边界层内先产生的。当边界层形成焦层,炉管壁热量向工艺介质传递速率变缓,进一步提高炉管边界层温度,从而加剧边界层结焦[3] ,最终致使加热炉燃料消耗逐渐升高。
3.加热炉优化措施
焦化加热炉燃料消耗占全装置能耗比例大,加热炉节能降耗对提高装置经济效益有着十分重要的意义。本装置根据自身现有设备与实际生产情况,改造空气预热器提高空气进炉温度,改进防腐层降低排烟温度,优化工艺操作减缓炉管结焦以及进行机械清焦改善炉管传热效果等一系列措施,最终将加热炉热效率从设计的91.7%提高到现阶段的93.45%,取得显著效果。
3.1 优化加热炉工艺参数
焦化加热炉采用装置自产干气作为燃料气,易于与空气混合,有利于充分燃烧。实际生产中,要求加热炉多火嘴,齐火焰,短火苗,炉膛明亮,而要达到这效果就需要维持一定范围内的炉膛氧含量与负压。操作人员在平时调控中,需要根据加工量或在焦炭塔预热、切塔期间及时调整加热炉运行参数,确保火焰燃烧情况良好。
3.1.1 控制炉膛氧含量
为了确保燃料充分燃烧,需要保持过量的空气进炉,目前焦化加热炉基本都安装了氧化锆测氧仪,氧化锆探头直接插入烟气中,利用烟气与空气之间氧浓度差构成一个氧浓度差电池,再由电讯号测出烟气中的氧含量。由于氧化锆只能测出烟气中氧含量,可以根据下式估算出过剩空气系数:
α=(21-0.0627*C氧含量)/(21-C氧含量) 公式3-1
因单原子气体与单元素双原子气体没有辐射能力,高温烟气中的基本辐射成分为三原子气体CO2和水蒸汽H2O,所以高温烟气的辐射率随着烟气中CO2和水蒸汽H2O含量增大而增强。当过剩空气系数加大时,烟气中气体CO2和水蒸汽H2O含量会相应降低,烟气辐射率下降。因此,在烟气出辐射室温度不变的条件下,辐射室传热量随过剩空气系数增大而减小。
一般气体燃烧器,过剩空气系数维持在1.1-1.2(氧含量2%-4%)时,即能保证燃料充分燃烧。如果氧含量过大,不仅使排烟量增加,而且还会导致炉管氧化腐蚀,不利于加热炉长周期运行。
在人为调控炉膛氧含量的同时,还需加强看火窗、人孔门以及防爆门等处的防漏风措施,这部分的空气由于没有参与燃烧反应,进入炉膛后只会带走炉膛热量,降低热效率。因此,需要将看火窗进行密封,既可以防止漏风进炉膛,又能减少炉膛热量扩散到炉体外。
此外,需要定期采集烟气样品分析氧含量与CO含量,确保氧化锆测量的准确性。若氧化锆测量值长期偏低,会导致实际过剩空气系数偏高,烟气排放量与排热量增加,均不利于加热炉的节能。在确保燃料气充分燃烧基础上,维持加热炉烟气低氧含量,既减少燃料气消耗,也降低烟气排放与烟气携带的热量[4]。
目前加热炉炉膛氧含量由3%-5%下调至2%-4%,加热炉烟气中CO含量为1mg/m3,已实现燃料气完全燃烧。
3.1.2 控制炉膛负压
加热炉采用负压操作,可以防止炉膛火焰外扑,有利于设备与人员的安全。装置设计有鼓风机,引风机与空气预热器,炉膛负压可由引风机、烟道挡板与鼓风机综合控制在一定的范围内。根据实际生产经验数据,炉膛负压一般维持在-20Pa至-40Pa之间。若负压过高,不仅容易出现脱火现象,还会导致对流室出口烟气温度升高,烟气带出加热炉热量增加。因此,在实际生产中,应控制好炉膛负压,避免负压过高。
3.1.3 提高燃料燃尽率
焦化加热炉辐射室是一个有限空间,从燃烧器喷出的高温烟气具有限制射流的特性。洛阳石化工程公司设备研究院在研究加热炉辐射室内部烟气流场分布后发现:当高温烟气从燃烧器喷口刚进入辐射室时,喷射速度最高,在喷口附近形成一定的负压;随着射流的不断扩张,射流气体内部与周围气体压力也会随着射流速度的降低而逐渐增加,造成了辐射室沿射流方向上的压力分布不均匀,辐射室顶部与底部存在一定的压力差。而在辐射室这有限空间内,压力差使烟气形成倒流,从而在辐射室形成两股气流,即从燃烧器出口喷出的高温烟气和与射流方向相反的回流烟气。这两股气流的存在,不但可以增加辐射室的总传热量,还可以降低炉管受热不均匀系数,从而提高辐射室炉管表面热强度。
在燃烧器热负荷一定的条件下,增加回流烟气量最经济的方法就是提高燃料在燃烧器内的燃尽率,提高烟气喷射速度,加强回流烟气传热效果。有关实验证明,燃料在燃烧器内的燃尽率越高,火焰就越低,回流烟气做功能力越大。一般情况下,辐射室火焰高度应在炉膛高度的1/3左右为宜。
目前,装置定期对加热炉进行火嘴调整,主火嘴实现短火焰、齐火苗燃烧。
3.2 强化空气预热器预热效果
空气预热器的使用,有效地回收了加热炉高温烟气所携带的热量,但也带来一个难题,排烟温度低于烟气露点腐蚀温度时,空气预热器烟气侧的管束会被腐蚀,影响空气预热器的长周期运行。装置加热炉设计排烟温度为140℃,设计加热炉热效率为91.7%。在实际生产过程中发现,设计排烟温度偏高,不利于加热炉热效率的提高。后来逐步降低排烟温度,加热炉热效率也相应有所提高,但排烟温度降到125℃后很难再下调,存在换热能力不足情况。
针对这种情况,车间开始研究改进空气预热器方案,在增加换热面积的同时,采用更耐腐蚀的涂料。通过这两方面的改进措施,排烟温度可以降到105℃左右,进炉空气温度有所上升,加热炉热效率提高到93.45%左右。改造后,虽然排烟温度还可以往下调,考虑到排烟温度过低将加剧预热器露点腐蚀,现阶段基本维持排烟温度在105℃左右,同时加强监控预热器凝水情况。
值得一提的是,虽然排烟温度能控到105℃,但空气预热器空气侧旁路阀位开度却达到50%以上,导致空气进炉温度在150-220℃之间波动,通常维持在180℃左右,空气进炉温度偏低。
此外,燃料气管线虽然采用了保温措施,但进炉温度依然在30℃左右,燃烧后变成烟气会带走大量热量。某企业针对这种情况,增设燃料气-顶循环油
换热流程加热燃料气,燃料气进炉温度由常温提高至108℃,充分利用了分馏塔顶循环油的低温热。
3.3 减少加热炉散热损失
目前国内焦化炉辐射室通常采用保温衬里,可以有效减少炉膛散热损失,降低炉外壁温度。尤其对于有在线清焦操作的加热炉,为实现炉膛温度的快速升降,炉膛保温衬里要求会相对严格。炉体保温措施的好坏直接影响加热炉散热损失,在日常生产过程中,需加强监控炉外壁温度。设计时,一般限制炉外壁温度不大于80℃,经测量本装置加热炉外壁温度基本在90℃以上,部分看火窗温度则高达100℃以上。
本装置加热炉看火窗共有80个,用于观察每一个燃烧器的燃烧情况,由于看火窗经常开启,难免造成密封性能下降,导致炉膛热量通过看火窗向大气散失以及少量空气漏入炉膛内。
装置检修期间,对看火窗进行升级更换,炉膛保温衬里也进行更换,加热炉外壁温度下降至65℃,炉体散热损失降低了47.4%。
3.4 强化炉管传热速率
减压渣油在高温炉管内会同时发生裂解与缩合反应,炉管内所沉积的焦炭来自重油中胶质、沥青质的缩合反应,由苯不溶物到喹啉不溶物,进而缩聚成焦。实验表明,重油在350℃以上时即开始发生热转化反应,但当热转化程度较低时,不会出现喹啉不溶物。若反应温度越高或在某一反应温度停留时间越长,产生的喹啉不溶物会明显增多。一般重油在高温下喹啉不溶物产率与裂解深度存在一定变化规律,裂解深度较低时,喹啉不溶物产率基本为零;但当裂解深度增加到喹啉不溶物出现后,喹啉不溶物产率会随着裂解深度增加而剧增,存在一个加速拐点。所以要严格控制加热炉辐射管出口温度,避免炉管内重油裂解深度过大而出现喹啉不溶物剧增是决定焦化装置长周期运行的关键所在。
为了防止炉管出现不良流型,重油因局部过热而结焦,一般采用水平管作为辐射炉管。然而,焦化加工的为减压渣油,渣油进辐射管温度基本在370℃以上,而辐射炉管出口温度也在498℃左右,所以在炉管边界层必然发生裂解与缩合反应。依据炉管结焦机理,控制炉管结焦前体物生成速率与脱落速率之差—结焦速率有利于延长加热炉长周期运行。
3.4.1 采用炉管三点注汽技术
加热炉多点注汽目的是增加重油流速,降低油品在高温炉管内的停留时间,
尤其是降低油品在裂解反应温度下的停留时间,同时提高结焦前体物的脱落速率,最终降低炉管内结焦速率。采用多点注汽便于分段调节注汽量,在介质面临峰值热强度处注汽,提高该处的介质流速,从而降低炉管边界层厚度与温度,强化了管内传热速率,避免局部过热而结焦。
值得注意的是,虽然炉管注汽有利于减缓炉管结焦,但注汽量过多时会增加辐射炉管热负荷,从而消耗更多的燃料气。因此,注汽需要控制在一定的范围内,一般设计注汽量控制为进料量的1.0-3.0%之间为宜。目前,某企业加热炉管注汽量控制为工艺介质的1.45%,既有效提高了炉管内介质流速,也减少了加热炉负荷。
3.4.2 机械清焦
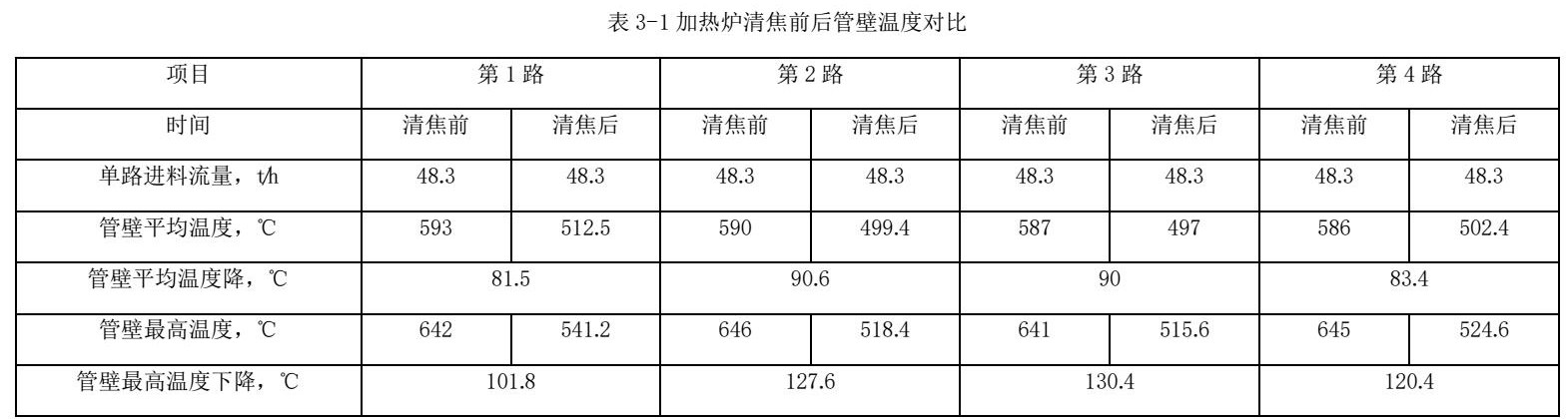
根据分析加热炉运行参数,尤其是炉管压力降、辐射炉管壁温度以及加热炉燃料气消耗趋势,车间判断炉管已经出现结焦现象。车间多次进行在线分炉机械清焦工作,检查辐射炉管出口及热电隅处已形成焦层,焦层厚度约为5mm左右,共清出726kg焦炭。
机械清焦结束后投用加热炉,辐射炉管表面温度与清焦前相比均有所下降。相同加工量情况下燃料气消耗下降了313Nm3/h,清焦效果明显。
4.结束语
(1)焦化加热炉采用双面辐射,多点注汽,在线机械清焦技术以及采用低氧化氮扁平火焰燃烧器,这都有利于提高加热炉热效率,延长加热炉运行周期。
(2)通过改造空气预热器,强化换热效果以及改善防腐措施,降低排烟温度,显著提高了加热炉热效率。
(3)优化工艺操作参数,控制相应的炉膛氧含量与负压,确保了燃料充分燃烧的同时,减少烟气排放量。
(4)严格监控加热炉管壁温度、进出口压力降等参数,发现有炉管结焦倾向时及时进行机械清焦,避免炉管进一步结焦,改善了加热炉运行性能。
(5)加强加热炉看火窗密封,做好检修时炉膛衬里修复工作,降低炉体散热损失。
参考文献:
[1] 钱家麟.管式加热炉.2版.北京:中国石化出版社,2003.
[2] 胡尧良.延迟焦化装置技术手册.北京:中国石化出版社,2013.
[3] 刘建山,雷亮,董长军.延迟焦化加热炉过剩空气量对其运行周期的影响.石油与天然气化工,2017,46(16):14-18.
[4]杨云峰 .CO控制技术在延迟焦化加热炉上的应用.当代化工,2017,46(6):1231-1234.

 京公网安备 11011302003690号
京公网安备 11011302003690号


