



- 收藏
- 加入书签

MDEA脱碳溶液污染原因与净化技术探讨
 打开文本图片集
打开文本图片集

摘要:MDEA溶液作为合成氨生产过程中的关键脱碳介质,尽管其具有优异的脱碳性能和化学稳定性,但在实际运行中易受到原料气携带的污染物、设备材料腐蚀产物、氧化产物、外来杂质及再生过程副产物的污染,导致脱碳效率降低、运行成本增加、设备寿命受损。本文深入剖析了MDEA溶液污染物的来源,并对离子交换树脂净化和蒸发净化两种典型净化工艺进行了对比分析,明确了各自的优缺点,为合成氨脱碳溶液的净化提供了实用参考。
关键词:污染物;离子交换树脂;蒸发净化;热稳态盐;腐蚀产物。
Abstract: MDEA solution, as a key decarbonization medium in the production process of synthetic ammonia, although it has excellent decarbonization performance and chemical stability, is easily contaminated by pollutants carried by feed gas, corrosion products of equipment materials, oxidation products, foreign impurities, and by-products of regeneration process in actual operation, resulting in reduced decarbonization efficiency, increased operating costs, and damaged equipment life. This article provides an in-depth analysis of the sources of pollutants in MDEA solutions, and compares and analyzes two typical purification processes, ion exchange resin purification and evaporation purification, clarifying their respective advantages and disadvantages, providing practical reference for the purification of decarbonization solutions in synthetic ammonia.
Keywords: pollutants; Ion exchange resin; Evaporation purification; Thermostable salt; Corrosion products.
1概述
MDEA脱碳溶液是由N-甲基二乙醇胺(MDEA)为主要活性成分,辅以适量活化剂和水配制而成的化学溶液,其MDEA含量通常为45±5 wt%。为提高对二氧化碳(CO2)的吸收能力,常添加2-5%的活化剂。由于MDEA溶液对CO2的良好溶解性、低再生能耗、高气体净化度、优良化学稳定性及对碳钢设备无腐蚀等特性,近二十年来在国内新建合成氨装置中广泛应用。
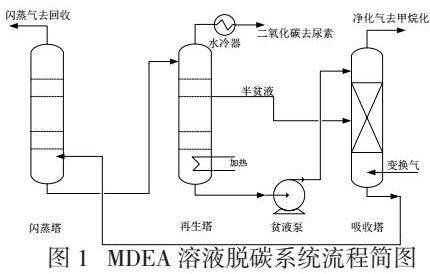
青海云天化国际化肥有限公司拥有两套年产20万吨合成氨装置,以天然气为原料,经干法脱硫、两段蒸汽转化、高/低温变换、化学吸收脱碳、甲烷化净化工序,再经加压至14.2MPa进行氨合成。其化学吸收脱碳单元采用吸收、再生流程,选用具有高效低耗特点的活化MDEA脱碳工艺[1](见图1)。该装置自投产以来,经历较长时间的磨合和全系统的优化改造,近年来吨氨脱碳溶液消耗降低至30g,较设计明显下降,综合能耗水平逐年降低。
2污染物来源
尽管活化MDEA脱碳工艺具有诸多优点,但由于国内各生产企业生产操作和管理水平的差异,经调研,国内部分生产企业MDEA脱碳系统实际生产运行中均出现溶液污染变质或降解的现象,基本均出现在运行10年以上的生产装置中。下面进行溶液污染原因分析。
2.1 原料气携带的污染物
2.1.1 酸性气体
二氧化碳(CO2):作为主要脱除目标,CO2在MDEA溶液中发生化学吸收反应,生成相应的碳酸盐或碳酸氢盐。虽然这是正常脱碳过程的一部分,但过高的CO2负载会导致溶液pH下降,增加腐蚀风险,并可能影响溶液的循环使用和再生效率。
硫化氢(H2S)与有机硫化合物:原料气中可能含有H2S和其他硫化物,如COS、CS2等。这些硫化物同样会被MDEA溶液吸收,形成硫氢酸盐、硫代硫酸盐等。硫化物的存在不仅会消耗MDEA,增加溶液酸负荷,而且其腐蚀性强,可能导致设备材料特别是钢材的严重腐蚀。此外,有机硫化合物可能较难从溶液中彻底脱除,积累后影响溶液性能。
2.1.2 烃类
轻烃(如甲烷、乙烷等):原料气中的轻烃可部分溶解于MDEA溶液中,形成油状物或气泡,降低溶液的传质效率,影响脱碳效果。烃类的存在还可能导致溶液黏度增大,增加泵送能耗,且在再生过程中可能产生泡沫,影响设备运行稳定性和热交换效率。
2.2 设备材料腐蚀产物
2.2.1 铁离子
当MDEA溶液与系统中的钢材设备接触时,特别是在酸性环境中,会发生电化学腐蚀反应,生成二价铁离子(Fe²⁺)和三价铁离子(Fe³⁺)。铁离子不仅加剧设备腐蚀,还会与MDEA反应生成不溶性沉淀,如Fe(OH)2、Fe(OH)3和某些铁盐,这些沉淀物可能导致溶液流动阻力增大、换热器结垢、塔盘堵塞等问题,严重影响脱碳装置的运行效能。
2.2.2 其他金属离子
非铁金属部件(如铜、铝、镍等)在特定条件下也可能遭受腐蚀。例如,铜在碱性环境下可能形成Cu(OH)2沉淀,铝可能形成Al(OH)3,这些金属离子及其沉淀物同样会影响溶液性能和设备运行。
2.3 氧化产物
2.3.1 氧气
空气泄漏进入系统后,氧气与MDEA及被吸收的酸性气体(如CO2、H2S)反应,生成氧化副产物,如过氧化物(如MDEA过氧化物)和亚硝酸盐。这些氧化产物可能导致MDEA的活性降低,溶液的氧化稳定性变差,影响其吸收性能和再生效率。此外,过氧化物具有潜在的爆炸风险,需要严格控制。
自由基与氧气反应:[MDEA·] + O2 → [MDEA-O-O·] 或其他含氧自由基
胺基氧化:[R-NH-] → [R-N=O] + H2 (R代表MDEA分子的剩余部分)
羟基氧化:[R-OH] → [R=O] + H2O (R同上)
2.3.2 氮氧化物(NOx)
原料气中可能含有的NOx(如NO、NO2),或在高温高压下产生的NOx,能够被MDEA溶液吸收。NOx与MDEA反应生成的化合物复杂且不稳定,可能加剧溶液的酸化和氧化,造成设备腐蚀,并影响MDEA的脱碳能力。
2.4. 外来杂质
2.4.1 尘埃、颗粒物
原料气预处理不彻底或上游催化剂粉尘等固体颗粒进入溶液。这些颗粒物会降低溶液的澄清度,增加流动阻力,加速设备(如泵、阀门、换热器)的磨损和腐蚀。同时,颗粒物可能沉积在塔盘、填料上,影响气液接触面积和传质效率。
2.4.2 水处理化学品
用于冷却水系统的循环水若泄漏进入MDEA溶液,可能与MDEA发生反应,改变溶液的离子组成、pH值,甚至影响MDEA的活性,特别是循环水中的氯离子进入脱碳系统后,将对不锈钢材质的腐蚀产生较大影响。某些添加剂(阻垢剂、缓蚀剂)可能与金属离子形成络合物,进一步促进金属腐蚀或导致溶液中不溶性物质的形成。
2.5再生过程副产物
2.5.1 高温分解产物
在再生过程中,MDEA溶液受高温作用可能部分分解,生成低分子有机物(如甲醛、甲酸等)或氨。这些副产物可能干扰MDEA对酸性气体的吸收,降低溶液的脱碳效率。氨的生成还可能导致溶液pH升高,影响溶液的稳定性,增加设备的氨应力腐蚀风险。
[MDEA] → [Products] + NH3 + Other Volatiles
MDEA 溶液热降解程度受温度影响较大且呈正比现象,据国内MDEA研究学者实验数据,当溶液温度>90℃,MDEA溶液的降解速率开始出现;特别是溶液温度>150℃,MDEA 溶液的降解速率(特别是富溶液)明显快速上涨。我公司脱碳系统富溶液为保证再生效率,基本运行在89~92℃,再生塔底贫液温度108℃(设计113℃),因此不可避免发生热降解反应。
2.5.2热稳定盐
再生过程中,MDEA与酸性气体反应生成的盐类(如碳酸氢盐、硫氢酸盐等)在高温下可能转化为热稳定性更强的盐,如硫酸盐、亚硫酸盐等。这些热稳定盐不易通过简单的再生过程除去,会在溶液中积累,降低MDEA的有效浓度,影响溶液的吸收能力和再生效率,同时增加设备的结垢风险。
3.我公司MDEA溶液状况
由此可见,溶液污染变质在装置长期运行中,不可避免均有不同程度的发生,溶液中的热稳态盐会逐渐累积增加。热稳态盐是指系统中积累的阴离子与胺类结合生成的盐。这些盐不具有吸附酸气的能力,并且会对设备造成腐蚀。常见的热稳定态盐包括甲酸盐、乙酸盐、硫酸盐、草酸盐、氯化物等。热稳态盐造成 MDEA 溶液的有效胺浓度下降,粘度增加,发泡且泡沫难以消除,吸收效率下降,根据相关资料显示,热稳态盐还将引起碳钢设备管道产生应力腐蚀裂纹,严重时危及生产过程,造成能耗升高和成本上涨,而且失效溶液处置给企业带来环保风险。
因此污染失效溶液量随着生产装置运行周期的时长而增加,特别是运行周期在10年~15年的企业均将面临的该技术问题,2020年我公司对合氨二期装置脱碳MDEA溶液进行树脂净化,但因为采用的在线净化,同时冲洗过程中未能控制好树脂再生过程,导致系统Na+上升至8710mg/kg,未达到预期效果。2023年采用蒸发技术进行净化,但因为装置外部工艺条件不满足,只开展了一次净化操作,基本能达到净化要求。
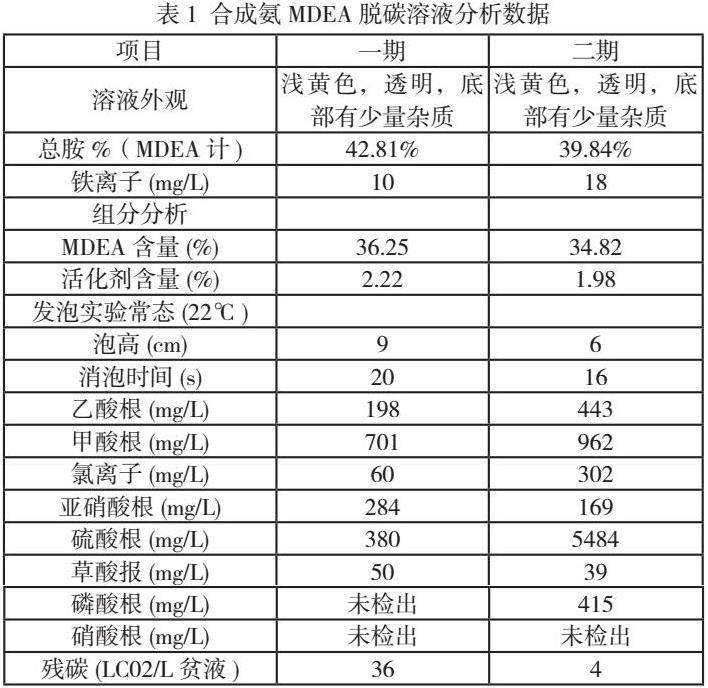
2020年9月,对我公司MDEA溶液检验,分析数据见表1。
从上述数据可以看出溶液颜色偏黄、热稳态盐积累、溶液降解严重、发泡现象;铁离子偏低得益于该系统都采用了304不锈钢材料,腐蚀可控;合成二期的氯离子偏高,不过304不锈钢在最高温度为108℃情况下,认为Cl-降到50ppm以内是安全的。同时从上表中可以看到溶液中存在多种阴离子杂质,说明溶液热稳定性盐较多,影响溶液的吸收效果。分析合成二期氯离子等阴离子偏高的主要原因,为脱碳系统的二氧化碳冷却器发生了泄漏,导致循环水进入系统所致。
在实际的工业化生产过程中,将某一污染物降到极致,例如降到甲烷的含量,将导致消耗的上升,这显然是不经济的方法。鉴于MDEA溶液价格较贵(超过2万/t),可加强日常管理,例如:减少与氧气的接触,防止循环水的进入,防止热降解,加强在线过滤、添加缓蚀剂等等。在上述方法效果不好或者没有效果的情况下,可以采用其他较为经济的方法对MDEA溶液进行净化,降低氯离子等阴离子,通常超过85%的MDEA溶液将得到性能恢复。各工厂采用了树脂、蒸发两种典型的工艺技术对其进行净化,从而满足生产控制指标需要,延长MDEA脱碳溶液的使用时间。下面就两种典型的处理技术进行探讨。
4净化工艺
4.1树脂工艺
为防止氯离子超标对系统内不锈钢管道和设备造成应力腐蚀,且热稳态盐污染溶液品质,影响吸收和再生效率,经过多方考察和调研,并与溶液提供商充分沟通交流,提出采用大孔型阴离子树脂吸附净化技术对溶液进行活化恢复。由于装置正处于开车运行阶段,并考虑到目前溶液未明显影响吸收再生效率,因此拟采用在线净化方式。
4.1.1 树脂交换净化原理
离子交换树脂的交换过程基于其内部的功能基团与溶液中离子的动态交互。首先,树脂骨架附着的功能基团会释放出可交换离子,这些离子在树脂内部自由活动并逐渐扩散至外部溶液中。与此同时,溶液中待交换的离子则在浓度梯度的作用下,从液相向树脂的孔隙内部迁移。交换反应的速率直接受到两相离子间浓度差的影响,浓度差越大,推动离子交换的动力就越强,反应进程也就越迅速。当树脂上所有可交换离子均被溶液中的相应离子所取代时,树脂便达到了饱和状态。
为恢复树脂的交换性能,需对其进行再生处理。该过程通常采用酸碱液作为再生剂,凭借其内高浓度离子的势能,有效地将已吸附于树脂上的离子置换下来,从而还原树脂的离子交换功能。
根据溶液分析数据中的热稳态盐主要成分和溶液中存在较高浓度氯离子的特点,选用具有知识产权保护(专利号ZL:201510074431.7)的特殊阴离子交换树脂。
一般情况下,离子交换的化学反应速率会非常迅速,离子交换分为静态和动态,静态交换是通过搅拌、振荡等方式充分接触的交换剂,从而达到一个平衡,该工艺的效率较低,增加交换率通常要求多次的静态交换;动态交换是利用动态方法进行溶液净化,使得交换溶液与树脂层发生相对运动而进行交换反应[2],因此本技术采用动态法交换进行。
总的来说,树脂交换工艺具有高效、可逆、选择性好等特点,离子交换树脂技术通过精细的设计与创新,为解决各类离子分离与纯化问题提供了较好的方法。
4.1.2 工艺介绍
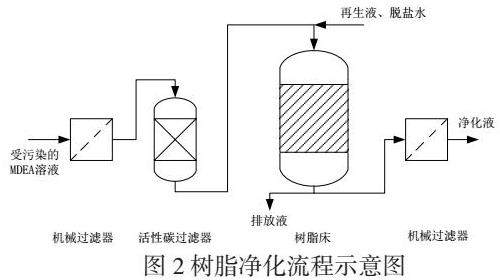
如图2所示,污染溶液首先进入机械过滤器(滤芯精度1.0μm),将溶液中固体悬浮物降低至≤30ppm,出口溶液再进入活性碳吸附罐,除去溶液中降解产物、大分子聚合物,然后进入离子交换树脂罐,特种树脂吸附反应阴离子型热稳态盐和氯离子,出口溶液再通过一台机械过滤器(滤芯精度5.0μm,防止树脂泄漏),从而完成溶液的净化过程[3]。
达到一定运行时间后,离子交换树脂吸附饱和,自动进入再生程序:首先采用氮气将离子交换树脂罐内残留的溶液压出净化系统,以减少溶液的损失;利用配碱罐提前配好适当浓度的NaOH碱液,利用氮气压力将碱液逆流通过树脂罐,对阴离子进行再生,废碱液经排污管道排出收集;再生时间结束后首先采用脱盐水清洗树脂罐中残留碱液,再次使用氮气置换出水分,防止溶液稀释,完成再生过程。
该工艺技术具有胺液损失低,净化效果较好,操作相对复杂,废液量较多的特点。
4.2蒸发工艺
由于前期装置处于连续运行中,树脂处理时间较长,同时由于操作不当导致Na+进入脱碳系统,中途暂停了该项工作。2023年公司通过调研,采用蒸发工艺对MDEA溶液进行处理。
4.2.1 蒸发工艺原理
将受污染的MDEA溶液置于蒸发器中,通过外部热源(如蒸汽、电加热等)对其加热。由于MDEA溶液中各组分的沸点不同,加热至一定温度后,沸点较低的组分(通常是溶剂MDEA及其降解产物、轻质烃类等)首先达到或接近其饱和蒸汽压,开始从液相转变为气相。分离出的气相混合物随后进入冷凝器,通过与冷却介质(如冷却水、冷冻盐水等)进行热交换,将气态MDEA及其轻质污染物冷凝为液态。
总的来说,蒸发工艺是指一种物理分离、操作简单,分离效果好的一种方法。
4.2.2 工艺介绍
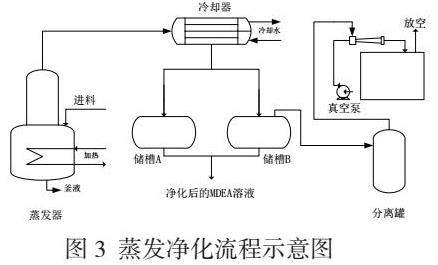
该工艺采用物理蒸发过程,操作过程为间断操作。其流程为(见图3):受污染的MDEA在蒸发器中,被低压蒸汽进行加热,蒸发压力约6Kpa(A),釜低温度约为165℃,MDEA溶液逐渐被蒸发,气相进入冷却器被冷却成液体MDEA溶液,净化后的MDEA溶液进入储槽,溶液储槽中的MDEA使用氮气压到工艺系统中。考虑到MDEA溶液在高温容易降解,该蒸发在真空环境下进行,故设置了水环式抽真空系统。蒸发器底部含有一定MDEA的糊状杂质从釜液中排出。
实际操作过程可以灵活采用多效蒸发或者单效蒸发。单效蒸发具有结构简单、操作便捷,但能耗较高;多效蒸发则以节能高效为主要优势,但系统复杂、操作要求高,适用于大规模、高能耗敏感度的蒸发浓缩作业。选择单效还是多效蒸发,应根据实际工艺需求、物料特性、能源成本、投资预算等因素综合考量。
该工艺技术具有净化效果好,废液量较少,操作现对简单,胺液损失大的特点。
4.3净化效果对比
由于前期树脂净化工艺过程中,每处理一吨MDEA溶液,废液的产生量达到了1.2~2,废液产生量多,胺损增加。为减少该问题的影响,缩短了树脂冲洗的时间,导致树脂冲洗不彻底,致使Na+进入脱碳系统,系统Na+由106ppm增加到9143ppm,进一步增加了系统的热稳定性盐,再次选用了蒸发工艺来处理MEDA溶液。
溶液通过上述两种工艺处理后颜色透明,不混浊,不发泡,静置24 h 后无沉淀、无分层,系统热稳定盐质量分数均不高于1.0% ,单次净化后的MDEA溶液Cl-含量小于34ppm,对系统的304不锈钢腐蚀可控。同等条件下,净化气中的二氧化碳含量由0.03%降低至0.01%,都能满足溶液吸收系统设计要求。
4.4 存在的问题及优化措施
4.4.1树脂交换工艺,在树脂再生过程中,由于使用30%的氢氧化钠溶液进行再生,如果排放及脱盐水冲洗时间偏短或者不彻底,将导致Na+被带入到脱碳系统,稳定性盐将进一步增加,如果脱盐水长时间冲洗,则将导致废液量增加,同时胺损增加。在实践操作过程中,要多分析几组数据,多次摸索才能找到一个合适的排放、冲洗时间点。
4.4.2两种净化工艺胺液都有损失。其中树脂交换工艺胺损为2%~8%,但蒸发工艺胺损达到了11%~15%,损失偏高的原因为胺液的高温降解以及糊状MEDA残留在釜液中被排放掉。整体而言树脂交换需控制好再生过程步骤,以此减少胺损;蒸发工艺需控制好压力和蒸发时间,尽量降低蒸发温度,减少胺液的高温胺损和废液损失。
4.4.3 两种工艺都不可避免地将产生废液,其中树脂交换工艺废液量可达到1.2~2t/t,这些废液大多数工厂没有消耗的能力,该废水具有高氨氮、高盐的特点,需要花钱请他人进行处理。故在操作过程中,需严格控制各项指标,特别是树脂再生过程中做好分析监控,减少废液的产生量。
4.5净化工艺的选择
两种处理工艺离线净化效率高、时间短,不建议在线净化,即装置不停车的情况下净化,否则,可能会面临净化效率低下、胺损耗显著增大以及处理时间过长等问题。
如果处理过程中产生的废液有较好的处理渠道,例如添加到煤锅炉中烧掉,建议采用树脂工艺;蒸汽、循环水冷量有富余,对废液的增加较为敏感,并对MDEA的损失能够接受的工厂,可以综合考虑蒸发工艺。
5结束语
维持MDEA脱碳溶液的纯净需要综合考虑多方面的污染源,并采取针对性的预防和净化措施,如优化原料气预处理、强化设备维护与密封、严格控制溶液的氧化状态、定期监测与调整溶液成分、选择合适的再生条件等。同时,通过合理的工艺设计和操作策略,最大限度地减少污染物的产生和积累,确保脱碳系统的高效稳定运行。
总体而言,MDEA净化工艺技术许多工厂有成功的应用,MDEA溶液发生污染后,需结合现场条件以及污染物的成分,选择适合的处理方式,从而实现高效、低成本净化MDEA溶液。
参考文献
[1] 日产679吨合成氨装置工艺、安全操作规程,2022年
[2] 郑金欣,沈紫薇,等.基于RCOO- + N( CH3 )3R'型两性树脂法的MDEA溶液离子净化研究.应用化工,1992.2
[3] 卢克涛.MDEA脱碳系统腐蚀原因及溶液净化处理.中氮肥,2020.3
作者简介:欧秋生(1984-),男,湖南衡阳人,汉族,本科学历,工程师,主要从事化肥生产技术、安全管理工作。

 京公网安备 11011302003690号
京公网安备 11011302003690号


