



- 收藏
- 加入书签

Unipol气相聚乙烯装置冷凝态操作技术
 打开文本图片集
打开文本图片集
摘要:气相流化床聚乙烯生产工艺冷凝态技术是近年来迅速发展并得到广泛应用的操作技术。它能够显著提高聚合反应器的时空产率;提高装置的操作弹性和稳定性;明显增加气相法工艺对多种类型催化剂和共聚单体的适应能力。本文针对延长榆能化全密度聚乙烯装置的冷凝态操作技术作了详细的阐述,首先,分析了冷凝模式下诱导冷凝剂浓度对流化气露点和反应负荷的影响;其次,阐明了反应器在冷凝模式下的稳态热量平衡;第三,陈述了生产DFDA-7042和DMDA-8008树脂的进退冷凝操作;最后,对反应器进退冷凝时聚合系统在工艺控制方面的注意事项进行了说明。
关键词:流化床反应器;冷凝态;热量平衡;冷凝剂;露点
30万吨/年全密度聚乙烯装置是陕西延长石油榆能化启动项目的装置之一,采用美国Univation 公司的UNIPOL 气相流化床聚乙烯生产工艺,装置年生产能力为30万吨。装置连续运转,年操作时数8000小时。装置小时生产能力37.5吨,可生产密度为0.915~0.965 g/cm3的高、低密度树脂产品。气相法UNIPOL聚乙烯生产采用冷凝态操作技术使产能得到很大提高,根据产品牌号的不同,采用多种不同的催化剂,极大的拓宽了共聚型聚乙烯产品的应用领域。冷凝操作可根据生产需要随时进行切换,操作弹性大,稳定性高,且可大幅度提高装置生产能力(干态产能的200%以上)[1],使得该技术具有很强的优越性。
1.冷凝态操作技术
冷凝态技术是在干态气相法流化床反应器的基础上,在聚合反应进料中加入一定量不参与反应、露点温度适中、易汽化的饱和烃类物质(即诱导冷凝剂),使反应的聚合热由循环气体的温升和冷凝剂的汽化潜热共同带出反应器,从而提高反应器的移热能力和时空产率。
1.1冷凝操作技术的原理
在气相流化床反应器内,循环气由反应器顶部出来,经增压、冷却,再进入反应器。乙烯聚合放出大量热由流化气的不断循环带走。实际生产过程中,随着反应产率的增加,循环气冷却需要移走更多的热量才能保持反应器的热平衡,最直观的表现是循环气冷却器出口温度的逐渐下降。当冷却器出口温度低于循环气露点时,循环气中将会产生部分重组分冷凝液,此时在循环气冷却器中进行对流有相变换热,冷凝组分随循环气进入反应器,在汽化过程中吸收大部分的反应热,该状态下的聚合反应操作称为冷凝操作模式。
由于循环气冷却器从无相变换热转化为有相变换热,大大增加了冷却器的换热能力。冷凝液随循环气进入反应器汽化时吸收大量的反应热,使整个反应系统的移热能力显著增强,从而提高反应器的生产能力。常规干态生产时,循环气冷却器出口温度高于循环气露点,冷却器进行无相变对流传热,其总传热系数基本恒定[2]。进行冷凝态生产时,冷却器出口温度低于循环气露点,冷却器的下游将会产生冷凝液,进行有相变对流传热,冷却器总传热系数相应提高,冷却能力随之增强。
1.2冷凝操作技术的特点
所谓气相法聚乙烯流化床反应器冷凝工艺指在常规干态气相法聚乙烯流化床反应器工艺的基础上,使反应的聚合热由循环气体的温升(显热)和冷凝液的汽化(潜热)共同带出反应器,从而提高反应器时空产率和循环气热焓的技术。冷凝液来自于聚合反应重组分副产物的部分冷凝、易液化的高级ɑ-烯烃或惰性饱和烃。冷凝工艺引入一般气相流化床对传统聚乙烯生产技术的发展产生多方面的重要影响,具有以下显著特点:
(1)显著提高流化床反应器的时空产率。冷凝态相比干态生产的时空产率增加幅度为2~4倍[3],因此,为生产同样数量的聚乙烯所需要的设备投资和操作费用将更省更低;
(2)增加气相法工艺对各种催化剂的适应能力。催化剂类型可以是钛系、铬系,也可以是茂金属催化剂;
(3)增强了气相法工艺对高级ɑ-烯烃(如1-已烯等)类型共聚单体的适应能力,使开发高性能产品成为可能;
(4)能够明显降低气相流化床工艺的静电,增加操作的稳定性;
(5)能够极大的降低能耗、物耗,从而降低产品的成本,增强产品在市场的竞争能力。
1.3冷凝剂及其浓度对流化气露点和反应负荷的影响
1.3.1 冷凝剂
Unipol气相流化床聚乙烯生产工艺在冷凝操作时所使用的冷凝介质一般为共聚用的高级ɑ-烯烃或惰性饱和烃类物质。冷凝剂的选择和组成百分率的变化应使循环气的露点介于其反应器入口温度和反应温度之间,并且和反应温度保持一定的温差以提供足够的传热推动力。冷凝操作所使用的惰性诱导冷凝剂可以是异戊烷或己烷,选择的依据主要取决于原料来源和价格,以及在冷凝态生产时装置的可控性。异戊烷作为诱导冷凝剂应用于气相流化床聚乙烯生产的工艺技术已被国内外大多数厂家采纳并取得良好经济效益。
1.3.2 异戊烷浓度对流化气露点的影响
在冷凝态操作时,循环气露点是一个很重要的物性参数,是循环气中冷凝剂的相变温度,它表示了该物流在现有条件下冷凝的相对难易程度。循环气物流的露点过低,为使冷凝介质发挥潜热作用,必须降低进料温度,而循环气冷却器的换热能力和实际操作成本限制了反应器入口温度的最小值;如果循环气露点过高,则有可能造成冷凝液在反应器内不能完全汽化,使流化床内粒子结块聚团,从而导致流化状态恶化,因此必须严格控制流化气的露点[4]。
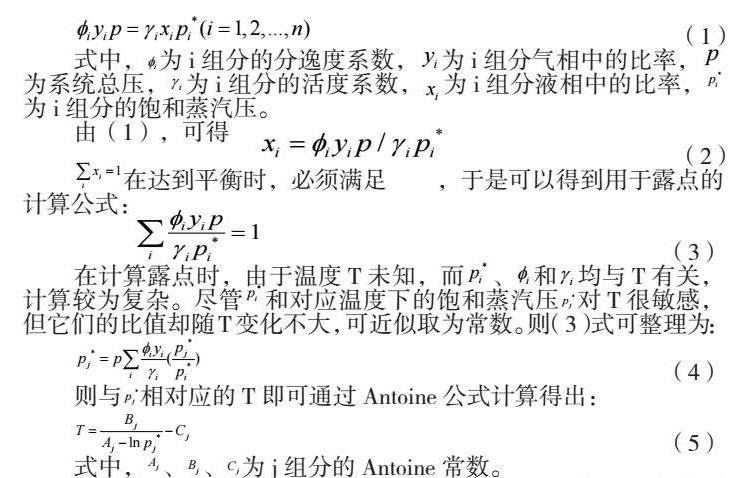
在一定的反应条件下,不同的冷凝剂浓度对应不同的循环气露点。UNIPOL气相流化床聚乙烯生产过程中,流化气中包含乙烯、共聚单体、氢气、异戊烷、氮气等,是一个多组分气相体系。露点的计算采用牛顿迭代(Newton’s method),基本公式为:
由(5)式,再考虑液相浓度与对应温度下饱和蒸汽压的单增关系可知,循环气物流的露点随冷凝介质浓度的增加而单调增加。对于DFDA-7042产品的工艺控制来讲,当异戊烷摩尔浓度达到8-9%时,反应器入口温度基本可低于循环气露点温度,在冷却器出口会有冷凝液出现;随着异戊烷浓度的提高,露点也随之提高,浓度达到17-18%时,循环气露点温度会达到80℃以上,接近反应温度,便会造成冷凝液在反应器中不能完全汽化从而严重影响聚合反应的正常进行。
1.3.3 异戊烷浓度对反应负荷的影响
乙烯聚合是放热反应,其放热量大约为3.60×106 J/kg树脂[5]。因此,要提高反应负荷,首要考虑的便是反应器的移热能力,最直接的办法是增加循环气流量和提高循环气进出反应器的温差。但是对于一个固定的流化回路而言,循环气流量受到反应器表观气速限制,气速过高将导致严重的粉末夹带,对循环气压缩机和冷却器的运行极为不利;循环气入口温度受冷却器换热能力的限制,反应器出口温度又受限于反应温度[6]。因此,干态生产时,流化床反应系统的产能受其固定的移热能力限制而相对固定。冷凝态操作条件下,诱导冷凝剂加入量的多少可以调节进料中的冷凝液量,从而调整潜在的移热能力。冷凝剂浓度的增加可以使其在汽化相变吸热量增加,反应器的移热能力也随之增强,反应负荷也能得到提高。但冷凝剂浓度的提高也有一定的限度,必须考虑反应系统的流化状态、循环气露点的控制以及后续粉料树脂脱气能力能够满足工艺生产要求。
2.FDPE装置诱导冷凝操作
2.1 冷凝操作简易流程
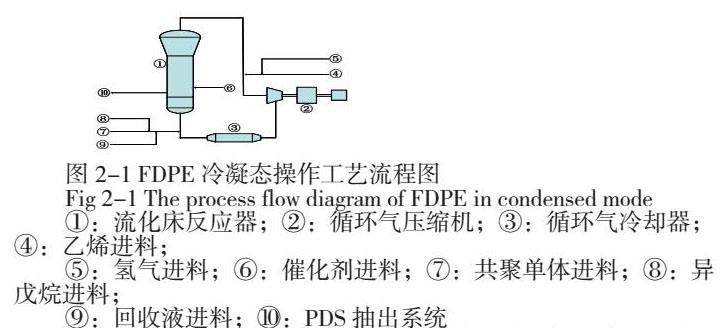
延长榆能化30万吨/年全密度聚乙烯装置冷凝态操作简易流程见图2-1。
聚合反应系统主要有反应器及配套系统、循环气压缩机和循环气冷却器组成。乙烯、共聚单体、异戊烷、氢气、氮气经过精制由流化回路注入反应器。循环气依靠循环气压缩机提供动力,在反应器和循环气管线中流动,经反应器底部分布板进入反应器,维持反应器中粉料树脂的流化状态,并从反应器顶部排出,同时带走大部分反应热。流化气中的异戊烷在循环气冷却器出口被冷凝成雾状进入反应器,然后汽化,在相变过程中吸收大量的反应热。催化剂由催化剂注入系统连续加入,反应器中乙烯和共聚单体在催化剂和助催化剂作用下聚合,通过控制催化剂加入量和原料进料量维持反应的平稳进行。反应器中产生的树脂粉料由产品出料系统(PDS)间歇排料至脱气仓。
2.2 冷凝操作热量平衡
如前所述,乙烯聚合反应是一个放热的化学反应,所以在聚乙烯生产过程中,反应系统必须要有能够满足要求的移热途径[7]。在稳定生产状态下,反应器的产能与床层的移热能力是成正比关系的。为了维持稳定的反应温度,必须通过某种形式的外部热量传递释放聚合反应过程中产生的热量。反应热的移出是提高反应产率的关键因素,所以探讨流化床工艺冷凝态操作的热量平衡对指导装置的生产具有十分重要的意义。
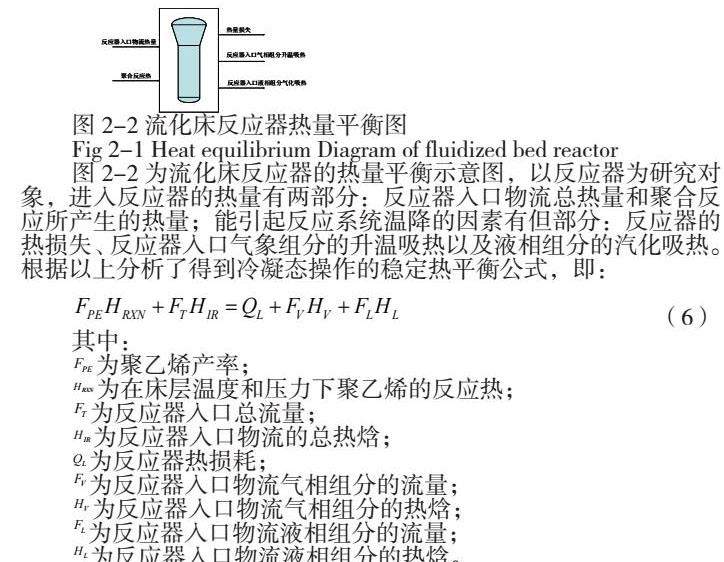
图2-2为流化床反应器的热量平衡示意图,以反应器为研究对象,进入反应器的热量有两部分:反应器入口物流总热量和聚合反应所产生的热量;能引起反应系统温降的因素有但部分:反应器的热损失、反应器入口气象组分的升温吸热以及液相组分的汽化吸热。根据以上分析了得到冷凝态操作的稳定热平衡公式,即:
与非冷凝操作状态有所不同,冷凝态操作在热量平衡方程中增加了,即为诱导冷凝剂在床层温度下发生相变所吸收的汽化潜热[8]。在床层中非常靠近分布板的地方存在温度梯度,但由于整个床层气固混合良好以及它们之间的高度传热,因此在上述热量平衡方程中,假定整个床层是等温的。
2.3 反应器进冷凝操作
2.3.1 进入冷凝态前的准备工作
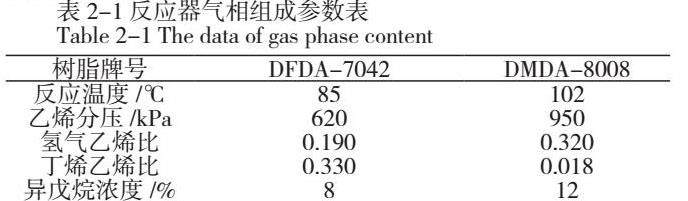
目前FDPE装置生产的两种牌号树脂DFDA-7042和DMDA-8008气相组成参数见表2-1。
在反应器进冷凝前,需确认以下工艺参数:(1)确认反应器压力正常,在2050~2450 kPa,床层温度波动正常,在目标值±1℃以内;(2)确认分布板压差正常,分布板四点温度波动正常;(3)确认反应器静电ERA-40085波动在±500V以内,反应器各点壁温波动在2℃以内;(4)确认反应器气相组成达到目标值;(5)确认异戊烷缓冲罐液位在50%以上,异戊烷精制后水含量小于20ppm;(6)确认杀死系统压力在9000kPa以上。
2.3.2 进入冷凝态操作
(1)确认聚合系统ICA浓度接近目标值后,以0.2-0.3kg/次的速率提催化剂注入量,缓慢增大产率,直到反应器底温与循环气露点温差接近5℃,同时根据产率的提高导叶开度,每30分钟开2%导叶,使SGV接近0.68m/s。
(2)继续以每小时提高0.5kg的速率提催化剂注入量(T2、T3、DC注入量根据催化剂注入量改变串级调节);
(3)确认反应器底温与循环气露点接近0℃,逐步关小导叶(每次调整1%),待压缩机功率稳定后,再次关小导叶,直到SGV降低0.03m/s;
(4)确认冷凝率大于3%,反应器底温与循环气露点温差小于-5℃,反应器处于安全区域操作,氢气乙烯比和共聚单体乙烯比需要根据操作经验提前做出预调整,维持产品质量;
(5)确认反应器各点温度、床重、分布板压差、循环气冷却器压差、反应器静电、循环气压缩机进出口压差、振动、位移以及振动筛排块料情况无异常变化;
(6)确认PDS系统出料正常,床重稳定,排放回收系统和凝液回收系统运行正常。
2.4 反应器退冷凝操作
2.4.1 退出冷凝态前的准备工作
在反应器退冷凝前,需确认以下工况:(1)确认反应器因各种原因需要退出冷凝态操作;(2)确认杀死系统压力在9000kPa以上;(3)确认反应器温度、床重、气相组成稳定;(4)汇报生产调度和车间相关领导准备退出冷凝态;(5)确认小杀时间已设定好10秒。
2.3.2退出冷凝态操作
(1)点击HS-40056的ON位,确认KV-40051A、XV-40056已打开,10秒后自动关闭确认PIA-40050压力下降,终止气注入反应器;
(2)降低催化剂进料至2.5kg/h(对应乙烯负荷18t/h左右);
(3)确认小杀时间已设定好5秒,点击HS-40056的ON位,确认KV-40051A、XV-40056已打开,5秒后自动关闭;
(4)确认T2、T3、DC注入量根据催化剂注入量改变串级调节;
(5)维持凝液回收系统运行和反应系统ICA浓度(生产DMDA-8008产品时浓度维持12%,生产DFDA-7042产品时浓度维持8%);
(6)调整气相,维持反应器压力。氢气乙烯比和共聚单体乙烯比需要根据操作经验提前做出预调整,维持产品质量;
3.反应器进退冷凝操作注意事项
反应器进退冷凝操作是聚合反应系统从一个平衡态向另一个平衡态的过渡阶段,在这一过程中,许多工艺参数都需要做不同程度的调整,致使整个反应系统处于相对不稳定状态。在此期间如何将反应系统有可能出现的异常情况通过适当的工艺控制予以避免成为反应器进退冷凝成功与否的关键。
(1)进退冷凝时,要快速通过危险区。流化气中一般含有约2%~3%的树脂细粉,在反应器分布板以下也积存了许多微小粉末,循环气中液相组分含量过低(循环气流量的2~3wt%)时[9],将附在这些细粉树脂表面,如同膏状或“泥浆”态进入反应器,这样极易堵塞反应器的分布板,且易粘附在反应器内壁,造成结块,使操作条件恶化。因此在实际生产操作中,应快速提高流化气中液相组分浓度,尽量减少反应器在“泥浆态”的停留时间[10]。
(2)进退冷凝时,气相氢气乙烯比需提前做出预调整,避免产品质量波动。在反应器工况不平稳状态下,PDS取样分析的粉料产品质量与反应器内的实际反应状况滞后8~12小时,考虑到挤压造粒又滞后4小时,则粒料产品质量的LIMS分析数据滞后反应器为12~16小时。所以用LIMS系统数据指导产品质量调整不合适,必须根据经验对氢气乙烯比做出适当的预调整,以避免产品质量的大幅波动。
(3)在反应器进冷凝期间,PDS系统必须单套出料,另外一套备用。因为在这一阶段,反应器会经历泥浆态进料的危险期,易出现静电波动和反应器结块[11],为了避免PDS交叉出料时两套出料系统均发生块料堵塞,不能及时排料从而造成反应器工况恶化,在反应器进冷凝时要求PDS系统单套出料。这样的话,在出料管线堵塞时,可以及时切换到另一套出料系统,以便有足够的时间去处理堵塞的管线而不影响反应器的出料。
4.结 语
延长榆能化全密度聚乙烯装置UNIPOL气相流化床冷凝态操作技术应用于多种牌号聚乙烯树脂的生产,展现了其时空产率高、操作稳定性好、操作弹性强等多方面优势。自装置开工以来,专业技术人员深入消化同类工艺和同类技术的相关专业资料,在实际生产过程中不断优化工艺控制参数,总结操作经验,并到兄弟单位实地考察,参观学习,现已基本实现装置的平稳进退冷凝操作和冷凝模式下的高负荷生产,取得良好经济效益。但是同时,装置有关UCC公司在冷凝态技术方面的学习和研究资料尚不系统和完整,一定程度上影响装置员工对该技术的理解、掌握和机动操作。及时编制适合本装置冷凝态操作实际的系统技术资料对装置的长周期稳定运行有积极意义。
参 考 文 献
[1] 李延辉,许长芹. 国内聚乙烯装置冷凝态技术改造进展[J].浙江化工,2003, 34(12):12-14
[2] 谢文华. 国内聚烯烃树脂的产需现状及新产品开发方向[J].炼油与化工,2006, 17(1):4-8
[3] 邓哲文. 气相流化床聚乙烯工艺技术比较[J].化工设计,2006, 14(4):9-13
[4] 宫向英,姜再丰,柯曾鹏. 气相流化床工艺冷凝态操作冷剂浓度的控制[J].合成树脂及塑料,2007, 24(6):45-47
[5] Jafari R,Sotudeh-Gharebagh R,Mostoufi N. Modular simulation of fluidized bed reaetor[J]. Chemical Engineering and Technology,2004,27:123-129
[6] 杨荆全,陈伟,阳永荣. 气相法聚乙烯冷凝模式操作的模拟研究(I)反应器运行状态的分析[J].化工学报,2001,52(10):877-882
[7] 陈爱晖,阳永荣,戎顺熙. 流化床冷凝模式操作与乙烯聚合过程的研究(I)露点提高组分的选择及其对聚合体系热物性[J].化学反应工程与工艺,1998, 14(4):365-371
[8] 王建军. 流化床工艺冷凝操作热量计算的探讨[J].炼油与化工,2006,2:29-30
[9] Kim J Y,Chio K Y. Modeling of particle segregation phenomena in a gas phase fluidized bed olefin polymerization reactor [J].Chemical Engineering Science, 2001, 56:4069-4083
Abstract:The operating technology under condensed status in gas phase fluidized bed polyethylene commercial production has been developing rapidly and applied widely in recent years. In this operating mode, the space-time yield of reactor and the operating flexibility and stability of equipment can be improved remarkably. In addition, the ability of gas phase technics adapting for many kinds of catalysts and common-polymeric monomers can be enhanced obviously. The condensed mode operating technology of FDPE which was new chemical equipment in Yanchang Petrochemical Company was expounded in this paper. First of all, the relationship with the concentration of revulsive condensate and the dew point of fluidized gas as well as reactor charge was analyzed. Secondly, the steady state heat balance of reactor under condensed mode was illustrated. Thirdly, the operational step of reactor’s being in or out condensed status was recounted when producing DFDA-7042 and DMDA-8008 resin. At lat, the article explained the advertent proceeding of polymeric system in the side of technical control when reactor being in or out condensed status.
Keywords: fluidized bed reactor; condensed mode; heat balance; condensate; dew point

 京公网安备 11011302003690号
京公网安备 11011302003690号


