



- 收藏
- 加入书签

浅谈330MW直接空冷机组真空系统查漏方法
 打开文本图片集
打开文本图片集

摘要:本文结合实际,详细介绍了CZK330-16.67/0.4/538/538型直接空冷机组真空系统停机检修时查找漏点的查漏方法,为查找处理直接空冷机组真空系统漏泄缺陷,保证维护、检修质量及空冷机组安全经济运行具有实际指导意义。
关键词:直接空冷机组;真空系统;查漏;方法
0 前言
采用空气直接冷却凝汽器的直接空冷机组是我国近年来在干旱地区大力推广的一种机组,但直接空冷机组真空系统(凝汽器)体积庞大,主排汽管道、凝结水回水管道、抽真空管道大部分安装在空冷岛平台下部及侧面高空部位,给真空系统查漏工作带来了很大的不便。因此如何保证如此庞大的真空系统严密,如何查找直接空冷机组真空系统漏点,保证机组的安全经济运行,成为空冷机组检修维护的一大难题。
1 设备概况
京科发电有限公司1号机组CZK330-16.67/0.4/538/538型汽轮机由上海汽轮机有限公司制造,直接空冷凝汽器由国电龙源冷却有限公司生产。空冷凝汽器系统由六列、每列五个单元,总计30个冷却单元组成,共计11700根散热管,总换热面积达830064m2。空冷岛平台距离地面高32m,蒸汽分配管顶部距离地面高45米。空冷凝汽器凝结水回水管道及抽真空管道位于空冷岛平台下部靠近汽机房一侧,主排汽管道位于空冷岛平台汽机房一侧的侧面。真空系统要求严密无漏泄,否则将直接影响直接空冷凝汽器的冷却能力和安全运行。直接空冷凝汽器的散热管全部使用翅片管,而且空冷器体积庞大,焊口多达4万多道,为查漏工作增加了难度。
2 停机检修期间真空系统查漏方法介绍
京科发电有限公司对机组真空系统严密性要求一直较高,虽然按照电力行业标准DL/T1290规定,真空严密性压降≤200Pa/min为合格,压降≤100Pa/min既达到优秀水平,但公司一直要求真空严密性压降≤60Pa/min为合格。因此,公司1号机组真空系统严密性压降一直保持在60Pa/min以下。机组正常运行时真空系统进行查漏,主要是利用氦质谱检漏仪、超声波查漏仪和人工刷肥皂水等方法进行查漏,但各种方法都有一定的局限性。真空系统要保证严密无漏泄,还需要在机组停机检修时,利用各种方法对真空系统进行查漏处理,下面就京科公司在机组停机检修期间对真空系统进行查漏方法进行详细介绍,供参考。
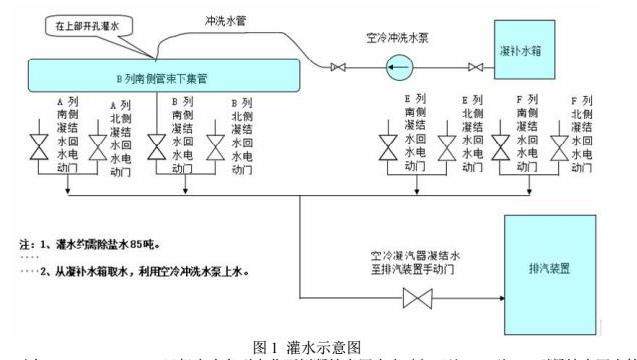
2.1 空冷凝汽器凝结水回水管灌水检查(见图1灌水示意图)
2.1.1 关闭空冷凝汽器凝结水至排汽装置回水手动门。
2.1.2 在空冷凝汽器B列南侧管束下集管(根据需要任选)上部开一个直径150mm左右的检查孔。
2.1.3 将空冷冲洗胶管一端连接到A、B列中间冲洗管道接头上,另一端插入B列南侧管束下集管上的检查孔内。
2.1.4 开启A5、B5、E5、F5风机室内各列南北两侧凝结水回水电动门(注:C列、D列凝结水回水管未安装回水电动门)。
2.1.5 利用空冷高压冲洗水泵向凝汽器集管内注入除盐水,注水期间设专人监视水位及高压冲洗水泵运行,水位达到凝汽器下集管1/2位置时(约需除盐水85吨),停止高压冲洗水泵运行,保持水位24小时,检查水位是否有下降及凝结水管道是否有漏泄部位。
2.1.6 如果发现各列凝结水管及凝结水回水母管存在漏泄部位,对漏泄部位进行补焊处理。如果水位有下降,未发现管道有漏泄部位,检查凝结水回水至排汽装置手动门是否内漏,必要时在手动门后管道处开孔确认。
2.1.7 保持水位24小时确认无漏泄后,开启凝结水回水至排汽装置手动门,将系统内水排出后,将B列南侧管束集管上部检查孔回装焊接牢固,恢复系统。
2.2 空冷凝汽器及排汽装置抽真空管道灌水检查
2.2.1 开启A、B、E、F列空冷凝汽器抽真空电动门(注:C列、D列抽真空管道未安装抽真空电动门)。
2.2.2 在空冷凝汽器B列抽真空电动门上部300mm左右管道上开一个80mm宽、100mm高的检查孔。
2.2.3 将空冷冲洗胶管一端连接到A、B列中间冲洗管道接头上,另一端插入B列抽真空管上的检查孔内。
2.2.4 关闭1A、1B、1C真空泵入口气动门;关闭1号汽轮机真空破坏电动门,开启1号汽轮机真空破坏手动门(灌水时进行排气)。
2.2.5 关闭1A、1B小汽轮机凝汽器至主机抽真空手动门。
2.2.6 关闭1号机排汽装置南侧、北侧抽真空手动门,关闭排汽装置本体抽真空下部手动门、上部手动门。
2.2.7 将1C真空泵入口手动门前抽真空管道至排汽装置水侧疏水管在合适的位置断开,加装1台临时放水门;将排汽装置本体下部、上部抽真空管道至排汽装置水侧疏水管在合适位置断开,加装堵板。
2.2.8 利用空冷高压冲洗水泵向抽真空管内注水,注水期间设专人监视1号汽轮机真空破坏手动门、抽真空电动门处水位及高压冲洗水泵运行,水位达到真空破坏手动门处时,关闭真空破坏手动门;水位超过抽真空电动门200mm左右时,停止高压冲洗水泵运行,保持水位24小时,检查水位是否有下降,检查抽真空管道及阀门是否有漏泄部位。
2.2.9 如果发现抽真空管道存在漏泄部位,对漏泄部位进行补焊处理,如果发现抽真空系统阀门、法兰有渗漏水部位,对渗漏水部位进行紧固或换垫处理。如果水位有下降,未发现管道有漏泄部位,检查1号机排汽装置南侧、北侧抽真空电动门及1A、1B小汽轮机凝汽器至主机抽真空手动门是否内漏。
2.2.10 保持水位24小时确认无漏泄后,开启在1C真空泵入口手动门前抽真空管道至排汽装置水侧疏水管上加装的临时放水门,将系统内水排出后,将B列抽真空管上部检查孔回装焊接牢固;割除加装的临时放水门,将断开的疏水管恢复,恢复系统。
2.3 蒸汽分配管内部焊口检查
2.3.1 拆开各列蒸汽分配管人孔门,对蒸汽分配管内部进行通风。
2.3.2 进入蒸汽分配管内部,对蒸汽分配管内部焊口进行全面检查,重点检查管束端部焊口及管束与蒸汽分配管连接立板部位焊口,对焊口开焊或有因漏气导致焊口周围出现黄色锈迹的部位进行补焊处理。
2.3.3 各列蒸汽分配管内部全部检查处理完毕后,将管道内部清理干净,检查确认无异物遗留在管道内部后,回装人孔门。
2.4 低加运行排汽管灌水检查
2.4.1 拆开事故疏水扩容器人孔门。
2.4.2 进入事故疏水扩容器内,将连接5、6、7号低加运行排汽管的低加排汽集管出口加装堵板。
2.4.3 关闭7号低加首端、末端汽侧放水门,开启7号低加首端运行排汽一次门、二次门。拆开7号低加末端运行排汽二次门门前法兰,开启7号低加末端运行排汽二次门。
2.4.4 拆开6号低加首端运行排汽二次门前后法兰,拆除二次门。开启6号低加末端运行排汽一次门、二次门。
2.4.5 开启5号低加首端、末端运行排汽一次门、二次门。关闭5号低加汽侧放水门。
2.4.6 拆开除盐水至主机真空破坏门注水门后法兰,连接水管至6号低加首端运行排汽管处,向6号低压运行排汽管内灌水,监视7号低加末端运行排汽二次门门前法兰处出水时,关闭7号低加首端、末端运行排汽二次门。继续进行灌水,水位至6号低加运行排汽门处时停止灌水,保持水位24小时,检查5、6、7号低加运行排汽管及集管是否存在漏泄部位,如有漏泄部位进行补焊处理。
2.4.7 确认系统无漏泄部位后,排出系统内存水,拆除堵板,紧固7号低加末端运行排汽二次门前法兰,回装6号低加首端运行排汽二次门,恢复系统至查漏前状态。
2.4.8 检查各疏水集管与排汽装置接口处焊口及扩容器本体外壳各部位接缝焊口,焊口应无气孔、夹渣、裂纹等异常,必要时进行着色检查。
2.4.9 所有检查工作结束后,将扩容器内部清理干净,确认内部无遗漏异物后,回装人孔门。
2.5 排汽装置放水门检查
2.5.1 将排汽装置放水二次门后管道上部割开一个检查孔。机组停机后检查排汽装置放水一次门、二次门关闭状态下是否严密。
2.5.2 开启排汽装置放水二次门,关闭放水一次门,检查确认放水一次门是否严密。
2.5.3 关闭排汽装置放水二次门,开启放水一次门,检查确认放水二次门是否严密。
2.5.4 如检查发现放水门渗漏,对漏泄的放水门进行解体,对阀门密封面进行研磨处理。
2.5.5 阀门处理完检查无漏泄后,恢复放水二次门后管道。
2.6 排汽装置内部检查
2.6.1 拆开低压缸右侧后部人孔门,进入排汽装置汽侧。
2.6.1.1 检查排汽装置喉部膨胀节焊口、各连接管道与排汽装置接口部位焊口及排汽装置外壳本体各部位接缝焊口,焊口应无气孔、夹渣、裂纹等异常,必要时进行着色检查。
2.6.1.2 检查前后轴封供汽管、回汽管,管道应无裂纹、断裂等漏泄部位。
2.6.1.3 检查低压外缸水平结合面、立面法兰结合面、低压外缸上部密封板结合面等法兰连接部位,密封面应无漏气冲刷痕迹及其它异常现象。
2.6.1.4 检查主排汽管道防爆膜,防爆膜应无变形、开裂、漏气等异常,防爆膜法兰密封面无漏泄痕迹。
2.6.2 拆开排汽装置水侧人孔门,进入排汽装置水侧。检查排汽装置水侧各连接管道与排汽装置接口部位焊口及排汽装置外壳本体各部位接缝焊口,焊口应无气孔、夹渣、裂纹等异常,必要时进行着色检查。
2.6.3 拆开排汽装置本体扩容器人孔门,进入本体扩容器内部,检查各疏水集管与排汽装置接口处焊口及扩容器本体外壳各部位接缝焊口,焊口应无气孔、夹渣、裂纹等异常,必要时进行着色检查。
2.6.4 所有检查工作结束,将扩容器及排汽装置内部清理干净,确认内部无异物遗留后,封闭人孔门。
2.7 低压缸前后轴封及膨胀节密封面检查处理
2.7.1 检查低压缸前后膨胀节与低压缸连接处紧固螺栓及膨胀节与轴封体立面法兰紧固螺栓是否松动,对松动的螺栓进行紧固处理。
2.7.2 将低压缸前后膨胀节与低压缸连接处清理干净,将多余的密封胶全部清除,用密封胶重新对连接处进行密封。
2.7.3 将膨胀节与低压缸前后轴封体立面法兰结合面处清理干净,将多余的密封胶全部清除,用密封胶重新对连接处进行密封。
3 查漏效果
本次停机期间对真空系统进行检查,对空冷凝汽器凝结水系统进行灌水查漏,在凝结水回水母管焊口上发现一处直径约3mm的砂眼,在F列凝结水管焊口处发现了2处直径约1mm的砂眼,而且都是正常运行时无法检查到的高空部位;对空冷凝汽器及排汽装置抽真空管道进行灌水查漏,发现阀门门杆及法兰处渗漏点6处;对各列蒸汽分配管内部进行检查,在D2风机室管束中间焊口处发现1处直径约2mm的砂眼,在F5风机室南侧东数第17根管束上部端头与端板焊缝处发现一条长约60mm的裂纹;在F5风机室北侧东数第17根管束上部端头与端板焊缝处发现一条长约100mm的裂纹(前期查漏已发现该漏点,已在外部用密封胶进行临时处理),同时发现各列蒸汽分配管与管束端板接缝处焊口存在不同程度的渗漏点,合计171处;对低加运行排汽管灌水查漏发现轻微渗漏点1处;对排汽装置内部进行检查发现轻微漏泄点1处。合计发现较大漏泄点6处,轻微渗漏点179处,全部进行了相应的处理。
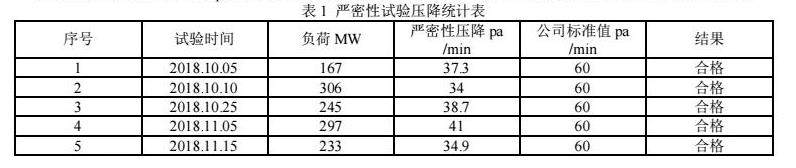
1号机组检修结束投入运行后,多次进行真空严密性试验,压降一直在34-41pa/min之间(详见表1),远低于公司要求的压降小于60pa/min的合格标准,较检修前真空严密性压降下降约38Pa/min,取得了较好的效果。
4 结束语
本文结合实际,详细介绍了CZK330-16.67/0.4/538/538 型直接空冷机组停机检修时对真空系统进行检查的查漏方法,为查找处理直接空冷机组真空系统漏泄缺陷,保证维护、检修质量及空冷机组安全经济运行奠定了基础。
作者简介:
赵世军,(1971-),男(汉族),内蒙古通辽市人,工程师/技师,长期从事火力发电厂汽轮机检修技术管理工作。

 京公网安备 11011302003690号
京公网安备 11011302003690号


