



- 收藏
- 加入书签

热电中心100MW汽轮机调速阀维修、安装、检验方法
 打开文本图片集
打开文本图片集

摘要:根据鄂尔多斯煤制油分公司热电生产中心两台汽轮发电机组从2006年安装运行至今,已经运行多年。经过多次A、B、C类大、中、小修,在最近几年检修时发现汽轮机调速阀座冲刷、损坏现象,调速阀座与阀芯密封线接触差,在汽轮机开停机时,易发生低速运行控制转数困难,易发生汽轮机组超转速现象的发生,影响汽轮发电机组长周期、安全运行。通过在A、B检修时,调速阀座密封接触线的检查作为一项重要、关键的工作,每次调速阀座需要进行研磨,多次的研磨造成调速阀杆阀芯与阀芯套筒以及阀杆与连接支架安装结构轴向尺寸,发生较大的变化,需要每次进行轴向尺寸的校核、调整,结合汽轮机调速阀芯、阀芯套筒、阀杆、连接支架定位结构的轴向尺寸检查、安装数据,对类似汽轮机调速阀芯多次研磨后的安装工艺以及安装数据,具有一定的借鉴意义。
关键词:阀座研磨;圆弧配合面;定位尺寸;公差尺寸
一、前言:
随着煤炭开采量增加随之带来煤矸石排量随之增加,煤矸石大量的外排造成环境的污染、资源的浪费,为加强环境的保护、提高煤矸石再生资源的综合利用效率,是现在煤矸石火力发电的主要任务。由于煤矸石锅炉加大煤矸石掺烧比例,导致炉故障率高、运行时间短。鄂尔多斯煤制油热电中心设计为三炉、两机运行模式,循环硫化床锅炉易发生故障、导致频繁突发停炉现象,无法满足全厂蒸汽用量正常的需求,急需要对汽轮发电机组的负荷调整或停车处理,频繁的负荷调整或停机,引起汽轮机调速阀芯与调速阀座多次冲击,导致汽轮机调速阀芯与调速阀座密封线损坏现象的发生,造成汽轮发电机组在开停机运行时无法控制低转速安装运行的需要,制约汽轮机安全、长周期运行,影响企业经济效益。
二、故障现象:
鄂尔多斯煤制油热电生产中心配置有两台100MW汽轮发电机组,三台440吨循环硫化床锅炉,正常为三炉两机运行模式,由于锅炉运行周期短,引起汽轮机组频繁降低负荷或停机现象的发生,导致汽轮机高压调速阀频繁动作,汽轮机调速阀杆芯与调速阀芯密封面的损坏,检修时分别对4个调速阀座与阀芯接触密封线进行检查,发现阀座密封接触线密封性较差,需要对阀座进行机械研磨,由于汽轮机经历多次的大修,调速阀座密封接触线下移较多,由于这次检修时间短、没有阀座配件以及更换阀座的时间,采用对调速阀连接结构定位尺寸的调整,已满足汽轮机开车的需要。
三、调速阀检查、处理情况:
汽轮机B级大修需要对4个调速阀进行大修,主要对阀座密封接触线检查、预启阀座与阀杆接触面以及预启行程、阀杆与连接支架安装间隙、液压活塞至油缸下压盖安装间隙等进行必要的检查;由于在2021年针对1#机1#调速阀进行大修以及更换相关配件,2022年汽轮机B级检修中1#调速阀不在进行大修、检查,只对2#、3#、4#调速阀进行大修检查,具体检查内容如下:
3.1首先对2#、3#、4#调速阀芯密封面进行检查,将阀芯在车床用纱布进行清理、抛光,检查阀芯圆弧密封面有无坑洼或高点,经检查阀芯密封面合格,将密封面涂抹红丹,按照相应调速阀位号回装,对阀座密封线进行检查。
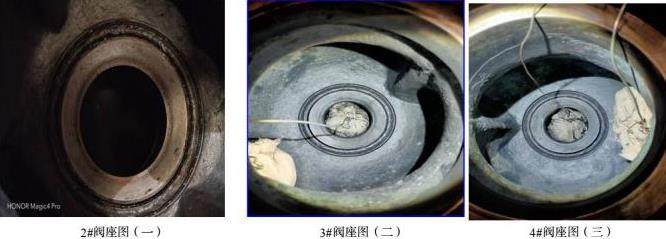
3.1.1对2#、3#、4#调速阀座密封接触线进行检查,通过相对应的阀头位号,对相对应的阀座进行密封线检查,经检查密封线接触存在一定缺陷,需要采用机械研磨设备对阀座进行研磨,研磨前的照片如下:
从以上阀座损坏情况来看,2#阀座密封线损坏较轻;3#、4#阀座密封线损坏较严重,需要2-3天的研磨,经过2.5天的研磨,经与调速阀芯(采用红丹试剂)进行检验,密封线接触情况较好,以满足调速阀芯与阀座密封线接触的要求,具体情况详见图片:
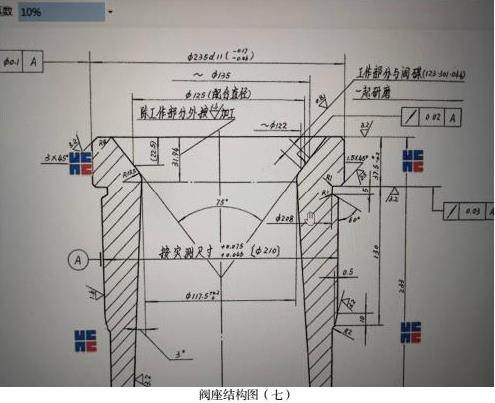
3.1.2通过查阅说明书、图纸等资料,阀座密封接触线到阀座上平面的高度尺寸值为22.50mm,分别对2#、3#、4#密封面高度尺寸进行测量值为:2#=22.40mm; 3#=25.94mm; 4# =26.20mm; 3#、4#阀座
密封接触线已经超出原设计、安装值,需要在阀杆与连接支架增加调整垫片,以确保液压活塞到液压油缸安全间隙值,经查相关资料、图纸安全间隙值为5-6mm。具体细节详见图(七)
3.2由于阀座密封接触线的轴向尺寸下移,需要在调速阀机构内的轴向尺寸进行调整,才能满足调速阀运行的需要;通过查阅哈汽轮机厂家相关图纸、资料,并与厂家技术人员交流、沟通,在调速阀杆与连接支架结构中进行调整;调整方案如下:依据图纸、资料等相关数据,通过在调速阀杆连接组件中,标准分别对3#、4#调节气阀定位基点进行调整,分别在阀杆与油缸活塞杆连接机构中进行调整, 通过在衬套与下夹紧环端面之间增加调增垫片,以满足调节阀控制零位安装定位尺寸的需求;计算得知:3#调整垫片的高度为:h3 = 25.94-22.50=3.44mm ;
4# 调整垫片的高度为:h4 =26.20-22.50=3.70mm,通过在衬套与下夹紧环两端面之间,分别增加3#垫片高度为3.44mm;4#垫片高度为3.70mm。
3.3阀杆连接支架(安装)定位尺寸的检查
在更换调速阀组件时,应对每一个调速阀进行组装,主要有阀杆、连接支架、夹紧套(上、下)、衬套以及特制垫圈进行组装,通过阀杆紧固螺帽(按照一定力矩)进行紧固,通过塞尺检查夹紧套与特制垫圈之间轴向间隙,轴向间隙应控制在0.05-0.10mm之间,如果间隙不在标准范围之内,应对进行调整。调整方案如下:
3.3.1、如在安装检查中发现阀杆与螺帽紧固时,通过塞尺对夹紧套与特制垫圈进行检查,采用0.03mm的塞尺对上夹紧环与调增垫片之间的端面配合间隙进行检查时,如果0.03mm的塞尺无法塞入或螺帽紧固时螺帽无法转动,应采取在衬套与特制垫圈端面安装标准垫圈,采用各种规格垫片(有2.00mm、1.50mm、1.00mm、0.50mm)等进行添加、调整,调整到塞尺能够塞入夹紧套与特制垫圈时,通过测量安装垫片的厚度、以及塞尺的厚度尺寸之和,在减去(0.05-0.10)/2=0.075(mm),这时所得的尺寸值为基准,对特制垫片(与夹紧套配合面)进行磨削到所测量的尺寸,为最终安装尺寸,一般情况下不建议进行安装调整垫片。
3.3.2、如在安装检查中发现阀杆与螺帽紧固时,通过塞尺对夹紧套与特制垫圈进行检查,塞尺测量间隙大于(0.05-0.10)/2=0.075(mm)时,塞尺测量厚度尺寸应减去0.075mm,这时所得的尺寸值为基准,对衬套与特制垫片配合端面进行磨削,到所测量的尺寸,为最终安装尺寸。
3.3.3经对2#、3#、4#调速阀连接结构安装、尺寸以及阀座密封面的研磨,引起调速阀定位尺寸需要进行调整,通过车削调整上夹紧环轴向高度,以满足调速阀定位、安装尺寸的需要;
2#下夹紧环与衬套之间增加1.4mm垫片,阀芯安装后将连接支架(液压缸弹簧)顶起3.2mm,并检测连接支架、上下夹紧环、衬套、调整垫片等轴向间隙应控制在0.05-0.08mm之间,对上夹紧环进行车削1.50mm;
3#下夹紧环与衬套之间增加3.4mm垫片,阀芯安装后将连接支架(液压缸弹簧)顶起3.7mm,并检测连接支架、上下夹紧环、衬套、调整垫片等轴向间隙应控制在0.05-0.08mm之间,对上夹紧环进行车削3.5mm;
4#下夹紧环与衬套之间增加1.7mm垫片,阀芯安装后将连接支架(液压缸弹簧)顶起4.6mm,并检测连接支架、上下夹紧环、衬套、调整垫片等轴向间隙应控制在0.05-0.08mm之间,对上夹紧环进行车削1.8mm。
3.4阀杆套筒与阀芯周向定位配合尺寸的检查:
2022年度检修等级为B级检修,需要对阀芯与阀杆衬套进行周向定位、固定,周向配合间隙为3-5mm,经对2#、3#、4#阀芯与阀杆衬套进行测量,测量2#周向配合间隙为:4.0mm;测量3#周向配合间隙为:4.5mm;测量4#周向配合间隙为:6.5mm;4#阀芯与阀杆衬套配合间隙已经严重超标,易发生阀芯与阀杆衬套周向抖动,需要对阀杆套筒进行更换,阀杆套筒安装在调速阀盖体内,配合公差为过渡配合,通过钻孔或车削的工艺将阀杆衬套在调速阀盖体内去掉,更换新的阀杆套筒,以满足阀芯与阀杆套筒周向配合尺寸的要求。
3.5予启阀定位尺寸的检查、调整:
调速阀的总行程包括予启阀行程、阀芯(阀蝶)的总行程,设计要求予启阀行程在8.00 ±0.10mm之内,分别对2#、3#、4#予启阀座进行更换,安装予启阀压紧环并对予启阀行程进行测量,测量值如下:2#予启阀行程:8.1mm;3#予启阀行程:9.2mm;4#予启阀行程:9.5mm;通过检查予启阀行程尺寸数据,分别3#、4#予启阀压紧环轴向尺寸进行车削,将2#、3#车削1.2mm、1.5mm,由于予启阀座与阀芯之间密封为端面密封,需要对压紧环车削后的端面跳动进行检查,应控制在0.02mm之内,经检查压紧环端面跳动都在0.02mm之内,满足设计、安装要求。
3.6阀杆套筒与调速阀盖体配合尺寸的检查、安装:
在阀杆套筒的更换过程中,阀杆套筒与调速阀盖体之间配合为过渡配合,配合公差为Φ90H7/n6,采用对调速阀盖体进行加热到一定温度(一般采用蒸汽或火焊),通过查询材质的膨胀系数,将调速阀盖体进行加热到150以下,将阀杆套筒安装到调速阀盖体内;按照阀芯套筒与调速阀体原拆卸的位置,将阀芯套安装在调速阀体内,以确保阀芯套与调速阀体的定位销孔同心度;依据定位销孔的直径尺寸,选着直径相同钻头,对阀杆衬套进行钻沉孔并、安装定位销钉,定位销钉与阀芯套外部采用焊接方式进行防松;阀杆内套下孔安装定位螺环,将螺环
与阀杆衬套内螺纹骑缝处,采用杨冲冲击法式进行防松。
3.7安装阀杆密封填料与填料压盖轴向定位尺寸:
依据资料、图纸要求在蒸汽室盖内安装汽封套、隔离套、紧固法兰等配件;蒸汽室内端安装有5个汽封套,汽封套的外径与阀杆衬套内径相配合,配合公差为较小间隙配合(因为图纸未进行标注)经测量配合间隙为0.04-0.06mm;汽封套内径与调速阀杆外径相配合,配合公差为Φ34 H9/-0.30至-0.35mm,经尺寸校核,尺寸在设计范围之内;蒸汽室内端安装5个汽封套之后安装一个隔离套,隔离套外径与阀杆衬套内径相配合,配合尺寸与汽封套配合公差相同,汽封套内径与阀杆外径相配合,配合公差为间隙配合;隔离套之后安装一个汽封套;汽封套之后安装一个隔离套;隔离套的主要作用调速阀室的高压蒸汽通过5个汽封套进行减压后,通过隔离套输出到低压蒸汽系统;在经过1个汽封套进行减压后,较低的蒸汽通过隔离套输出到低压蒸汽系统;汽封套、隔离套通过法兰进行轴向定位,法兰端面与隔离套端面冷态预留间隙为2.5-3.0mm热膨胀间隙。
3.8调速阀活塞杆与弹簧(安装前)定位尺寸检查:
依据汽轮机调速阀执行机构设机、定位尺寸要求,液压油缸活塞行程尺寸要求,需要对油缸活塞杆、弹簧以及连接支架定位尺寸进行确认,经测量连接支架到固定支架直口定位尺寸为A2=31.00mm;A3=24.32mm:A4=25.10mm:由于尺寸相差较大,需要对液压油缸活塞杆与下弹簧支架进行检查,通过检查发现2#油缸活塞杆与下弹簧支架调整垫片缺失;并对3#、4#油缸活塞杆与下弹簧支架,发现3#、4#均有调整垫片,通过对两个有调整垫片的高度进行测量,应取两个垫片的平均值作为加工2#垫片的尺寸,安装后测得A2=25.00mm;以满足设计、定位尺寸要求。
四、汽轮机安装运行的检验:
通过汽轮机调速阀的检修,汽轮机在运行时需要对调速系统进行气密性检验时,汽轮机从3000转/分钟进行打闸,经过6-7分钟汽轮机转数降到1500转/分钟,无法进行降低到1000转/分钟以下,由于汽轮机在这次检修时,没有对1#调速阀进行检修、检查,导致汽轮机调速阀气密性检验效果差:汽轮机再次运行对汽轮机进行故障打闸实验,首先将汽轮机转数升到3000转/分钟,稳定运行后进行故障打闸实验,惰走时间5分钟,符合设计运行的条件,汽轮机运行状态正常。
五、经验和不足
5.1检修调速阀的经验:
2022年汽轮机B级检修项目主要对调速阀2#、3#、4#进行检修,在检修中针对调速阀门定位尺寸以及配合尺寸进行了严格把关,并制定调速阀检修质量控制点,主要有以下几点:
5.1.1增加了阀杆与连接支架配合间隙控制点,通过阀杆、衬套、下夹紧套、连接支架、上夹紧套、调增垫片、锁紧螺帽等组合在一起,采用线下组装测量方式,有效地控制阀杆连接机构轴向配合间隙控制在0.05-0.10mm,有效地预防阀杆连接机构轴向配合间隙存在锁紧螺帽紧力过大或配合间隙过大现象的发生,影响汽轮机调速阀的控制精度。
5.1.2增加了调速阀弹簧回位系统弹簧压力(行程)尺寸的检测,通过将阀杆组件安装在阀体内并将阀汽室用螺栓紧固,安装调速阀连接组件(包括连接支架、弹簧以及弹簧压缩室等),依据调速阀执行机构连接图(十一),首先在未连接时,连接支架(底部)到阀汽室盖端面进行测量高度B1;其次将调速阀组件与阀汽室进行连接、固定后,测量连接支架(底部)到阀汽室盖端面顶起的高度B2;最后将B2-B1的差值为调速阀弹簧回位系统弹簧压力(行程)尺寸,经测2#顶起值为4.5mm;3#顶起值为5.00mm;、4#顶起值为5.00mm;以满足汽轮机设计、安装尺寸要求,作为以后编写调速阀检修作业文件包的的重要质量控制点。
七、总结
在这次汽轮机调速阀检修中,认真对调速阀连接结构的定位尺寸进行校核,有效地控制好阀位主要尺寸的控制公差,避免调速阀杆与连接支架(衬套、夹紧环)轴向过盈配合造成阀杆螺纹损坏,导致汽轮机调速阀连接机构脱离,引起汽轮机调速阀控制系统失效,汽轮机需要降低负荷或停机进行处理,解决了汽轮机长周期、高负荷运行的瓶颈。
参考文献:
[1]赵鸿逵主编:热力设备检修工艺学.
[2]罗光华、张家齐主编:125MW机组热力设备及运行.
作者简介:袁三军(1986.11-),男,汉族,湖南岳阳,工程师,专科,研究方向:化工设备。

 京公网安备 11011302003690号
京公网安备 11011302003690号


