



- 收藏
- 加入书签

在线微调结合离线编程完成水龙头抛光方法的研究
 打开文本图片集
打开文本图片集




摘要:本文主要论述了工业机器人自动磨抛系统离线编程结合在线微调完成抛光。并阐述了主要机器人工作环境 布局的建立,轨迹的规划相关的修正,对导出的程序的分析,最后根据实际抛光过程中进行程序优化。
关键词:工业机器人;磨抛系统;轨迹规划;离线编程;RobotStudio
0引言
工业机器人在搬运、码垛、焊接等行业得到广泛应用,卫浴领域也开始使用机器人来抛光水龙头。目前,我国卫浴领域依靠在线示教来完成磨抛水龙头等打磨作业。这种方式必须停止生产才能对抛光机器人进行在线编程, 示教时,机器人的连续变化的抛光姿态的,对操作人员的水平要求很高。这些都依靠于操作者的耐心和目测精度,操作者必须保持高度精神集中,这样就很难保证每所有示教点的正确性。并且这个编程时间长,精度不准确。当存在几套磨抛加工单元同时抛光同一种产品的时候,需要对该产品进行多次的编程。因此,提高编程的效率及精度,缩短产品总的抛光时间,提高抛光质量成为需要迫切解决的问题。
本文通过SolidWorks进行建模,并利用ABB RobotStudio完成机器人对工件的抛光的离线编程。
1.抛光系统流程
先是通过SolidWorks 进行三维建模完成部分工作环境布局, 导入ABB RobotStudio 完成初步的整体布局,再通过离线编程一个试抛样来调整与实际布局之间的误差,完成好整体的布局之后,开始对产品进行轨迹规划,对规划完的轨迹进行修正轨迹并导出程序进行在线微调,完成抛光水龙头。其抛光系统流程图如1所示。
2.机器人工作环境布局的建立
在抛光领域存在粉尘对人体健康危害大,工作时间长,技术要求高,环境恶劣等问题,而机器人很好解决这些问题。要进行离线编程就必须先进行模型环境搭建。
2.1砂抛机及夹具和水龙头的三维绘制及装配
先通过solidworks完成工作环境的三维建模。由于在robotstudio本身存在机器人的模型,因此可以不用对机器人进行建模。通过已有的砂抛机结构零部件模型;再根据砂抛机工艺和特征按照既定装配关系组成装配体。为保证系统不影响编程的情况下,保留砂抛机所有关键外形结构的前提下,尽量简化模型结构。如图2所示。抛光过程中需要对夹具进行翻转,而robotstudio无法实现这种功能,因此将夹具绘制成翻转90度和没翻转的两种状况以便于编程。
2.2抛光机器人工作站的建立
RobotStudio不能读取solidworks,因此通过CAD图形转化功能将stp的格式文件。将砂抛机装配体导入已创建的RobotStudio ABB IR 4400机器人工作站中。
2.3.夹具的安装
由于机器人在RobotStudio是现成的,所以夹具的安装需要在RobotStudio完成。而夹具的安装需要确定夹具原点的位置并在原点位置上建立相关的TCP。在夹具的法兰盘上通过三点法完成坐标系的框架(即以法兰盘上轴心为圆心,轴线为Z轴和相关的X轴与Y轴)建立用户坐标系来与机器人末端法兰盘上的TCP相一致进行安装。由此机器人工作环境就建立完成。
3.机器人工作环境的修正
由于实际安装与软件里建立的环境存在一定误差,这些都会影响抛光的效果。因此需要修正砂抛机与机器人之间的布局误差。
3.1相应坐标系的建立
离线编程完成的精度主要取决于建立的各种坐标系的精度。
在离线编程中存在用户坐标系、工具坐标系和工件坐标系等多种坐标系。
用户坐标系它不仅能用来完成夹具的安装,还能提高完成工具和工件坐标系的准确性。
工件坐标系主要是确定工件在运行过程中的位姿。
工具坐标系主要是确定工具的抛光点的位姿。
3.2对于砂抛机标定的方法
为了提高离线编程的准确度,必须先对仿真工作环境进行环境标定。机标定通常有两种方式:路径标定和工件标定。不同的路径,路径标定时不一样的;工件标定时使仿真过程中的坐标系与实际坐标系的吻合程度。工件标定的方法有很多种。
工件标定的方法主要是为修正轨迹位置,而对于抛光这种比较注重末端的姿态的工艺就不适用了。抛光的水龙头形状多种多样,导致需要的夹具的不同性,夹具和工具以及砂抛机的制造和安装位置的误差以及砂带和砂轮在长期抛光过程中的变形都会导致抛光的误差。所以应该从实际工作布局中测量出误差,之后对仿真工作环境加以修正。
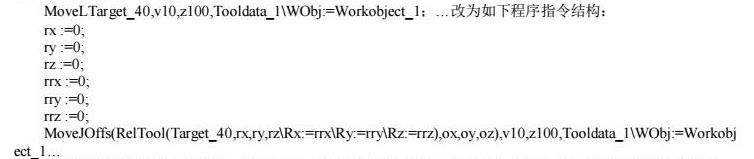
通过对抛光程序里的点位的分析了解,加工点坐标系采用的是3轴相对于工件坐标系的四元数。因此,可通过机器人自身存在rx、ry、rz和rrx、rry与rrz的变量,rx表示加工点坐标系沿自身X轴偏移,rrx表示加工点坐标系沿自身x轴旋转。将原作业路径的程序指令结构为:
MoveLTarget_40,v10,z100,Tooldata_1\WObj:=Workobject_1;…改为如下程序指令结构:
rx :=0;
ry :=0;
rz :=0;
rrx :=0;
rry :=0;
rrz :=0;
MoveJOffs(RelTool(Target_40,rx,ry,rz\Rx:=rrx\Ry:=rry\Rz:=rrz),ox,oy,oz),v10,z100,Tooldata_1\WObj:=Workobject_1…
使用准确的试抛样(矩形块)进行抛光。得到砂抛机上的上下轮实际与仿真中的偏差值为上砂轮如下表1。
根据测得砂抛机上的上下轮实际与仿真中的偏差值,通过solidworks修正工作环境中砂抛机的布局,在修正仿真的坐标系的基础下完成砂抛机的重新布局,如图4所示。
4.规划轨迹
4.1离线编程轨迹规划原理
通过建立在工件表面上的加工线,对加工线均与取一定数量的点,对每一个点做出相应的坐标系,让这些坐标系与工具坐标系一一重合,这样就形成了离线编程的轨迹。
4.2创建抛光路径
如图5,根据抛光工艺规划好工件上的加工线,输入相邻两加工点间的距离,选择好加工点的法矢表面;通过solidsorks测量出弧面的曲率取平均值来代替最大半径,输入相应的曲率半径,通过RobotStudio的轨迹规划完成目标点的tcp的姿态。
4.3轨迹的修正
轨迹的修正一般是通过路径插补完成的。
4.3.1路径插补的原理
插补是已知曲线上的某些数据,按照某种算法在已知点之间插入中间点的方法,也称为“数据点的密化”。
路径插值是根据起始目标点和终止目标点之间的方位差(坐标系的方向和位置)均匀分布在目标之间。
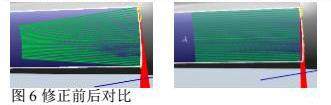
4.3.2形状导致的轨迹修正
砂带是对工件表面进行磨抛,而目标点的坐标系是根据加工曲线的形状而建立的。因此,要对加工线上的目标点的坐标系的姿态要进行适当的变换,通过确定几个关键点如起始点和中点几个点的坐标系各轴的旋转变换得到满意,之后在通过路径插补实现整段路径的修正,如下图6为一个表面的修正前后的对比。
4.3.3奇异位形的修正
对某段轨迹规划出的磨抛目标点进行机器人是否可以达到如图(a),以及将各段的目标点连接到一起,并对连接成的磨抛程序进行仿真,但是机器人到达某个目标点的时候,整个程序会停在某个目标点情况如图(b)。
把这种情况称为机器人运行过程中的奇异位形。
对于目标点运动过程中出现奇异位形,其修正的方法一般是对出现奇异位形的相邻两目标点间添加一定数量的目标点,并对这些目标点进行插补路线来完成对出现奇异点的程序进行过度。
5.机器人路径程序的生成与分析
5.1示教指令的添加及RAPID程序生成
通过仿真验证整段程序无误后,对整个运动过程中需要一些如夹具、砂抛机的部件进行一定的动作的,这时需要在相应的程序中插入一些相应的示教指令。
相关指令如下:
Set do10-50、Reset do10-50分别为夹具的夹紧、打开;
Set do10-52、Reset do10-52、分别为夹具翻转90度,180度;
Set do10-11、Reset do10-11分别为砂抛机前进和后退。
选择与虚拟控制器进行同步,同步生成的RAPID程序产生的程序中包括了目标点的坐标、工件坐标系和工具坐标系以及作业路径。
5.2程序分析
5.2.1目标点程序:
CONSTrobtargetTarget_40:=[[21.822500003,-26.630874599,77.431],[0,0.707106781,0,0.707106781],[0,0,0,0],[9E9,9E9,9E9,9E9,9E9,9E9]];分别表示目标点40在工件坐标系中位置坐标、在工件坐标系中姿态、1、4、6轴关节角的范围(如当1轴大于90是显示1,大于180为2,以此类推)、外轴的情况(9E9,9E9,9E9,9E9,9E9,9E9为无外轴情况)
5.2.2工件坐标系程序:
Workobject_4:=[TRUE,TRUE,"",[[-346.234400866,-11.708991416,200.417754837],[0.550317301,0.423594424,0.566187039,0.444016743]],[[0,0,0],[1,0,0,0]]];分别表示机器人夹着工件,对工件轨迹进行编程,工作坐标系在机器人法兰盘上TCP的位置和姿态,工件坐标框架的位置和姿态。第一个ture或者FALSE,当选择ture是坐标系的位置和四元数是相对于TCP的,当选FALSE时是相对于大地坐标系的。
5.2.3工具坐标系程序
Tooldata_1:=[FALSE,[[1085.035929304,927.356797318,952.395736328],[0.648091046,-0.629041848,0.298988418,-0.30804265]],[1,[0,0,1],[1,0,0,0],0,0,0]];分别表示机器人不夹着工具,其他分别表示工具坐标系相对于大地坐标系的坐标,工具坐标系相对于大地坐标系的四元数,重量,重心,姿态数据,惯性。
5.3主程序结构
将RAPID程序如目标点、工件坐标系和工具坐标系程序导入到原示教程序的模块中。
其程序的结构为:
MODULE MainModule //主程序模块
PROC main () //主程序
<SMT>
Path_10; //作业路径
ENDPROC //结束程序
ENDMODULE //结束程序模块
6.在线调试
6.1在线微调进一步修正轨迹
由于夹具制造和安装的误差以及工件毛坯的铸造误差原因,我们需要对这些轨迹进行微调,其方法同修正砂抛机位置一样。
6.2作业路径程序修正
由于通过软件仿真看不到工件表面毛坯抛光完全没有,需要根据现场抛光的效果进行对抛光速度参数修改,以及某些表面需要多次来回抛光,以及某些局部表面多次抛光而影响效果,则要进行删除。
7.结语
本文介绍了采用RobotStudio离线编程结合在线微调的方式完成复杂水龙头的磨抛的方法。通过solidworks完成三维建模和工作布局,通过参数变量改变目标点的位姿完成工作标定,通过路径插补配合轨迹规划完成抛光路径,使用相关逻辑指令完善程序,最后通过现场在线微调工具坐标系完成整体的抛光程序。原来在线示教完成一个抛光工件需要花费3天时间,采用这种方法大大减少了抛光程序的过程,尤其是对几个加工单元同时在抛光同一产品的销量得到提高。同时抛光出来的产品效果好于在线示教的。
参考文献
[1]刘克.工业机器人自动磨抛系统[J].福建农机,2010,4:39-41.
[2] 王志江,何广忠,高洪明, 吴林等,基于 Solidworks的焊接特征建模系统[J]焊接学报,2007年4月第27卷4期:57-60.
[3] 齐立哲,甘中学,孙云权,汤青,贠超,吴水华等.杂型面洁具机器人磨削抛光系统[J].机械 设计,2011年5月第28卷第5期:38-41.
[4] 朱学军,泉照之.机器人机械手臂关节驱动控制系统设计[J].微计算机信息.2007,23(4):276-277.
[5] 焦恩璋,陈美宏.工业机器人离线编程研究[J].装备制造技术.2009,23(10):18-20.
[6] Saeed B.Niku.机器人学导论[M].孙富春等,译.北京:电子工业出版社,2004.
[7] 周青松 喷涂机器人人机交互及离线编程系统的研究[D].广州:华南理工大学硕士论文.2010.
[8] 林少丹,傅高升,刘克,陈天炎,陈华.自动磨抛系统中工业机器人示教操作过程分析[J].福建工程学院学报,2011,3:35-37.

 京公网安备 11011302003690号
京公网安备 11011302003690号


