



- 收藏
- 加入书签

ZL26C成型机刀头腔体智能防火装置的研究
 打开文本图片集
打开文本图片集



摘要:为实现火灾隐患防患于未然,解决ZL26C成型机(以下简称成型机)刀头部位隐患难以及时发现处置效率低的问题。本文对成型机刀头腔体作业时的工况进行跟踪,发现滤棒切割时会产生纸屑、飞花、纤维丝束等易燃物堆积于刀头腔体底部,工作时为了保持刀头锋利采用砂轮打磨刀头会产生火花,两者处于狭小密闭空间,存在火灾隐患;当前主要人工判定和人工处置,无法满足生产管理过程中火灾预警处置要求。为此,研究人员立足实际,将智能检测单元和自动处置元件相结合,研究了成型机刀头部位智能防火装置,实现了刀头腔体工况智能化监测,使得刀头腔体火灾自动预警处置率和处置效率分别提升了100%和330.77%,提高了成型机局部区域的安全性能,为解决成型机安全隐患提供理论和数据支撑。
关键词:成型机腔体,火灾隐患,自动预警处置
引言
成型机[1]作为烟草滤棒生产专用设备,在生产过程中因结构简单操作方便而被广泛应用,但由于研发较早设备智能化水平不高,特别是在设备安全隐患监测和处置方面,由于缺乏实时的监测系统和相应处置手段,致使刀头腔体部位成为相关卷烟厂火灾隐患重点关注的地方。当前对于狭小空间的火灾隐患处置,相关学者进行研究发现,通过及时发现,及时处理可在源头上杜绝火灾事故的发生。为此,研究人员对智能火灾预警处置展开研究,张超等[2-4]人采用智能传感器可实现温度,气体浓度的实时检测;罗天德等[5-7]人从消灭火源三要素角度出发,采用惰性气体、高压细水雾、二氧化碳可进行火源灭火处理;随着当前科技的进步,PLC控制,视觉检测识别,人工智能检测早已大量应用于工业生产,张海波等[8,9]人对火灾监控预警系统技术进行研究表明智能化预警系统可实现远程监控,为相关防火措施提供准确信息;孟令涛等[10,11]人研究了森林防火远程视频监控预警系统,实现数据收集分析于一体,进行远程监控与报警。由此,对于狭小空间区域和远程区域的火灾隐患处置,是相关研究人员探讨的话题,但对于成型机刀头腔体火灾隐患问题的解决至今仍未提出行之有效的解决措施。
因此,为解决实际生产需求,赣州卷烟厂成型车间组建技术人员对ZL26C成型机刀头腔体智能防火问题展开研究,提出了一种智能化检测和自动控制协同作业的新思路,通过传感器检测工况下目标参数值,控制系统实现模块控制,自动处置装置进行灭火和清理易燃物质,使得刀头腔体火灾隐患自动预警处置,消除了设备局部区域火灾隐患,提高了设备安全性能。
1 成型机刀头腔体
1.1成型机刀头腔体特征
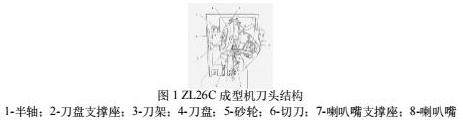
成型机刀头腔体是烟用滤棒切割腔体,主要由刀盘、半轴、支撑座、刀架、砂轮电机、砂轮喇叭嘴机构等部件组成,其结构如图1所示。腔体上方为长方形腔体尺寸大小约为500*500*450 mm,腔体下方为锥形凸台,底部面板向外侧面板倾斜最下方处留有150*200 mm开口用于清理易燃物质出口。由于刀头腔体部件安装排列较为紧凑,紧在刀盘周围留有少量空隙。
1.2 成型机刀头腔体火灾隐患
在滤棒切割时,会产生纸屑、丝束纤维、飞花等固体易燃物质[12],因此在生产过程中需人工定期停机处理;此外为了保持刀片锋利生产滤棒时需采用砂轮对其进行打磨,打磨时会产生火花颗粒产生瞬间温度高达800℃以上,在其散落的过程中火花颗粒仍能保持较高温度,且滤棒切割时刀头腔体处于封闭状态,火花颗粒散落会与堆积的易燃物质接触,存在火灾隐患(当前对于成型机刀头腔体的隐患主要靠人工嗅觉来判定,无法及时预警及处置,设备存在安全风险。对现有成型机刀头部位火灾隐患的处置[13]进行总结如下:
(1)现有处置方法,人工判定,人工处置。此法完全依靠人工,火灾隐患的判定存在偶然性不能及时发现,且人工处置费时费力。
(2)传感检测预警,人工灭火处置。在现有基础上,加装温度传感器检测工况下的火灾隐患因素,一旦机台报警后,立即人工干预设备,进行灭火处置;此法对传感器性能和人工依赖度较高,虽能较好预警,但人工处置依旧费时费力。
2 成型机刀头部位火灾隐患改进措施及效果
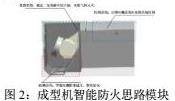
智能防火装置设计可实现刀头腔体火灾隐患及时发现,及时处置功能,其主要思路如图2所示,主要由检测系统,处置装置、控制系统三部分组成;检测系统:通过传感器检测腔体温度、烟雾情况;处置装置:考虑刀头腔体结构特征,采用气体进行灭火和清理易燃物质,其中液态二氧化碳作为灭火物质熄灭火源,压缩气体清理腔体堆积的易燃物质;控制系统:PLC编程实现检测系统与处置装置的协同运行,并在数字显示器上实时显示工况参数,处置工序及处置流程。
2.1检测系统的安装
刀头腔体发生的主要火灾隐患为着火、冒烟、阴燃三种工况,其发生时腔体内温度升高,并伴有烟雾的产生。针对需求,温度和烟雾为刀头腔体监测参数,通过选型和分析,提出采用热电偶温度传感器实时检测腔体温度,采用光电式烟雾传感器检测腔体烟雾方法,组成检测系统的两道火灾隐患防护检测单元。
2.1.1传感器安装
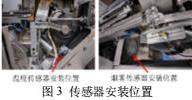
装置涵盖温度传感器和烟雾传感器两部分,通过实验测试和参数对比,将热电偶温度传感器检测刀头腔体温度安装在刀头底部斜板处,将光电式烟雾传感器检测刀头腔体烟雾情况安装在刀头左侧腔体面板,可实现腔体温度和烟雾实时监测。传感器安装位置如图3所示:
2.1.2检测系统实验结果
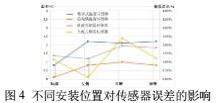
为充分利用刀头腔体狭小空间,做到及时发现火灾隐患,研究了两种传感器不同安装位置对其传感器误差的影响,实验数据如图4所示。
通过分析,温度传感器安装在刀头底部,烟雾传感器安装在刀头侧面检测效果最佳,测试数据的精确度和响应时间最短。易燃物质堆积于刀头腔体底部,火起时温度和烟雾均由底部向外扩散,而温度在刀头腔体通过热辐射传播[14],因此温度安装在刀头底部误差最小;而烟雾产生时向上扩散,中部有刀盘的存在,刀盘右侧面板突起且安装有气体部件,无法安装烟雾传感器,因此烟雾安装在刀头底部左侧位置检测误差最小,响应速度最快。
2.2处置装置的安装
处置装置包含灭火物质和灭火管路,火灾处置过程主要包含两个阶段,第一阶段,火灾灭火,通过喷吹液态二氧化碳隔绝氧气进行火源熄灭;第二阶段,易燃物质的清理,在火源熄灭后,通过喷吹压缩气体将堆积在刀头腔体的易燃物质从腔体下方斜口处吹出,并进行收集处理。
2.2.1处置装置气体管路的连接
灭火气体二氧化碳由单独气瓶供应,气体从气瓶流出通过手阀体控制接入电子比例调节阀;易燃物质清理采用压缩气体,气源从公司压缩气体管路通过变径管路引入,并接入电子比例调节阀;电子比例调节阀内部有变径系统,通过调节孔径大小实现气体流量的精准控制,从电子比例调节阀出口引出管路,通过三通转接引入刀头腔体内壁和右侧位置安装吹气喷嘴,灭火气体管路连接示意图如图5所示:
2.2.2处置装置最佳工艺参数
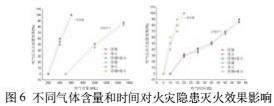
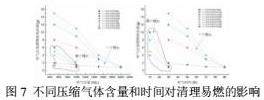
在系统识别火灾隐患后,通过处置装置及时熄灭火源和清理易燃物质,为确定最佳处置工艺参数,研究了不同吹气时间和吹气量对刀头腔体火灾隐患的影响,吹不同气体含量和时间对火灾隐患灭火效果影响如图6;不同压缩空气含量和时间对清理清理易燃物质的影响如图7。
由图6可知,随着吹气量和吹气时间的增加,二氧化碳可将火源熄灭而压缩空气不能完全熄灭火源,且在二氧化碳吹气含量为600 mL,吹气时间为20 S时能完全熄灭火源;考虑两种气体的经济性,将压缩空气做为清理易燃物质气体,进行易燃物质清理实验,由图7可知,随着吹气量和吹气时间的增加在双喷头同时作用下,吹气量为1000 mL,吹气时间为30 S时可将易燃物质清理干净,吹气后易燃物残余量小于1 g。
2.3控制系统的设计
2.3.1程序的设计
在成型机运行时,对收集的传感器参数进行分析,智能判定火情,进行设备停机,将设备的启停条件值设计控制系统运行条件,可实现刀头部位火灾隐患自动预警处置;随后通过设定的程序进行灭火处置,而对于处置时间及处置流程的设计,通过开放式的程序设计,按照最佳处置工艺参数设置吹气时间及吹气量,实现灭火及清理定量控制。此外考虑人工停机保养设备,设定了手/自动模式自行切换,需要人工操作时手动人工干预,机台正常运行时开启自动模式,实现自动预警处置。控制程序包含检测参数模拟量与数字量的转换,比例调节阀PID调节,定时器时间设定,实现吹气时间吹气量的控制,程序设计流程如图8所示:
2.3.2 控制系统界面设计
在程序设定后,接通PLC和操作面板,考虑人机交互便捷性,设计刀头腔体操作界面如图9,该界面可实现灭火气体和清理易燃物质气体吹气时间吹气量的定量控制,同时还可显示刀头腔体传感器实时检测参数的数据,以及在有隐患下显示处置流程对应步骤及处置时间。
2.4成型机刀头腔体智能防火装置效果验收
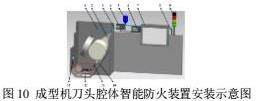
在元件安装到位,程序调试后,对刀头腔体智能防火装置总装测试,验证装置的效果验证,成型机刀头腔体智能防火装置安装示意图如图10所示。
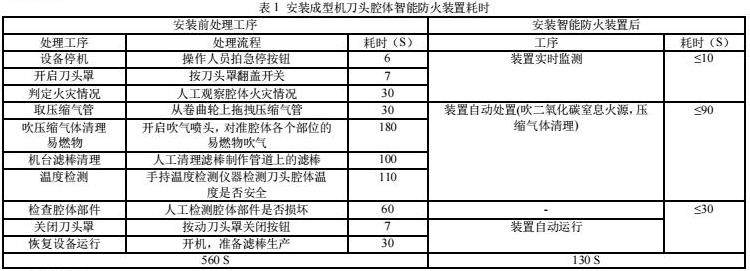
通过人工施加隐患因素,对比刀头腔体火灾隐患自动预警处置率和火灾处置效率发现,刀头腔体智能防火装置的研制和安装,所有隐患均能精确识别判定,由自动预警处置系统完成隐患处置,刀头腔体火灾隐患自动预警处置率由0%提高至100%;进一步分析安装前后火灾隐患处置流程耗时表1,通过智能判定和自动预警处置,成型机刀头火灾隐患处置时间由560S缩短至130S,火灾隐患处置效率提升了330.77%。
3 结束语
本文对成型机刀头腔体火灾隐患展开研究,消除了成型机狭小封闭空间安全隐患,提高了设备智能化水平和设备的作业效率,同时降低了工人的劳动强度;通过智能检测与自动处置相结合的方法,使得刀头腔体火灾隐患自动预警处置率提升至100%;且在火灾隐患发生后,采用二氧化碳气体能够实现快速灭火,采用压缩气体清理刀头腔体底部易燃堆积物,消除了火灾发生条件;由于火灾隐患预警和处置方式的创新,使得原有的人工作业均转为程序控制元件自动执行,大大缩短l设备停机时间,火灾隐患自动处置效率提升了330.77%。该装置为自主设计自动化程度较高,操作简单,且制作安装成本较低,因此在现有的ZL26C成型机和有着类似结构的PROTOS卷接机刀头腔体均可以推广使用。
参考文献
[1] ZL26C型滤棒成型机组机械操作手册[S].
[2] 张超.电气柜火灾预警系统设计[D].绵阳:西南科技大学,2022.
[3] 张天福.浅谈故障电弧式电气火灾监控探测器在电器防火中的作用[J].电器与能效管理技术,(2015)-210082-06.
[4] 庞建莹,施云波,修德斌等.基于红外传感器的电气火灾预警系统[J].仪表技术与传感器,(2010)-03-0064-03.
[5] 罗天德,梁子瑛,林之秀等.高压细水雾灭火系统在烟草仓库中的应用[J].灭火系统设计,(2014)-10-1158-04.
[6] 罗晖.浅谈固定式超音速干粉灭火系统在烟草库房中的应用[J].建筑材料,(2011)-05-62-03.
[7] 杨升明,康兴东.高压二氧化碳灭火系统的设计与应用[J].科技创新导报,2012(02).
[8] 张海波.火灾监控预警系统技术及应用[J].煤炭与化工,(2017)-05
[9] 杨建鸣,程卫,喻民军等.烟草行业智能化电气火灾预警模型的研究[J].
[10] 孟令涛.森林防火远程视频监控预警系统建设[D].中国海洋大学,2014.
[11] 涂菁,张辉,杨锭康等.基于STC12C5A60S2的智能灭火小车的研究[J].工业控制计算机,(2020)-33-5.
[12] 张小良,和锐,曹新光等.过热表面烟草粉尘阴燃实验研究[J].中国粉体技术,(2012)-02-010.
[13] 张宏宇.烟草生产储存火灾危险性及防火对策研究[J].武警学院学报,(2008)-02.
[14] 韩光泽.热量的传递(热质的运动)速度[M].2006中国工程热物理学会传热传质学学术会议,(2002)-67-70.

 京公网安备 11011302003690号
京公网安备 11011302003690号


