



- 收藏
- 加入书签

超大全玻璃幕墙在老旧建筑改造中的关键技术研究
 打开文本图片集
打开文本图片集
摘要:针对超大全玻璃幕墙,玻璃幕墙单块玻璃自重大,安装精度要求高,易造成玻璃开裂、破碎等问题。本文以某改造项目为例,对超大全玻璃幕墙在老旧建筑改造中的关键施工技术进行了研究,主要从玻璃幕墙施工工艺技术,施工原理、施工工艺流程及操作要点等方面进行分析,并提出了一套成熟的超大全玻璃幕墙施工技术。为后期超大全玻璃幕墙施工提供了参考价值。
关键词:玻璃幕墙;超大玻璃;施工
1前言
传统方法施工全玻璃幕墙是采用吊挂式,施工后超大玻璃幕墙易出现因自重过大炸裂的现象;现有的玻璃夹悬挂装置均为固定式,对玻璃吊夹焊接安装点位精度要求较高,若安装精度不足,则需返工作业,甚至局部易忽略的轴心线偏差会因后期的热胀冷缩导致玻璃开裂。
针对传统的施工方法的缺陷,对超大全玻璃幕墙安装进行了技术攻关和创新,结合工程实际情况研发老旧建筑改造超大全玻璃幕墙安装施工技术,并研发出“一种可调节玻璃幕墙轴线位置的玻璃吊夹”,可调节位置玻璃夹有效解决了超大玻璃幕墙安装精度问题,解决了传统施工带来的返工问题;采用可调节位置玻璃夹,降低了玻璃夹连接板焊接固定点位精度要求高的问题,提升施工效率;采用顶端悬挂承重为主和底端组合蝶形弹簧承重为辅的方式,有效解决了传统超大玻璃施工底端或顶端独立承重而炸裂的问题。
2工艺原理
2.1 将老旧建筑墙体拆除后,运用CAD对建筑立面进行详细划分,确定各块面板玻璃及肋板玻璃的尺寸。
2.2 超大面板玻璃下方安装轴线上,采用化学螺栓将热镀锌后置钢板锚固在地面,后将两角钢焊接在此热镀锌后置钢板上、且分布在超大面板玻璃内外侧、并准确预留安装槽宽度,最后在两角钢之间将定制的内空槽钢(玻璃安装槽)通长焊接,必须保证槽钢顺直,并在槽钢内设置组合蝶形弹簧,使得底端能承受超大面板玻璃部分重量。
2.3 非柱位置肋板玻璃下方安装轴线上,采用化学螺栓将热镀锌后置钢板锚固在地面上,后将一块角钢焊接在此热镀锌后置钢板上,且分布在肋板玻璃两端头,并准确预留安装槽长度,最后将定制的槽钢安装在两块角钢之间,以保证肋板玻璃顺直度、及安装精度。
2.4 柱位置肋板玻璃下方安装轴线上,将一块槽钢一端焊接在肋板玻璃与超大面板玻璃交接处的镀锌角钢上,以保证肋板玻璃顺直度。
2.5 柱位置肋板玻璃与柱的安装轴线上,柱面通长安装一块槽钢,此槽钢下端焊接在玻璃肋底端的槽钢上。柱面槽钢穿孔塞焊固定,且柱顶端采用化学螺栓固定两块角钢用于定位柱面槽钢,以保证肋板玻璃顺直度、安装精度,且减少与柱面摩擦、具有保护肋板玻璃作用。
2.6 在超大面板玻璃的顶端通长设置一根H型钢作为幕墙主受力结构,H型钢与原建筑结构柱上的后置埋板焊接。在H型钢的室内一侧、非柱位置肋板玻璃顶端、平行分布于该肋板玻璃两侧,分别焊接一块牛腿钢板,其后将一块矩形钢板焊接在牛腿钢板与H型钢下方,用于焊接连接肋玻、面玻吊夹的顶端。
2.7 肋玻吊夹的连接钢板焊接在上述矩形钢板上,面玻吊夹焊接在H型钢下翼缘板上,此连接钢板与肋玻、面玻吊夹通过连接杆连接肋玻、面玻吊夹。在连接板与连接杆的连接处,可通过设置不同厚度规格的弹性钢垫片来调节吊夹位置。
3玻璃幕墙施工工艺技术
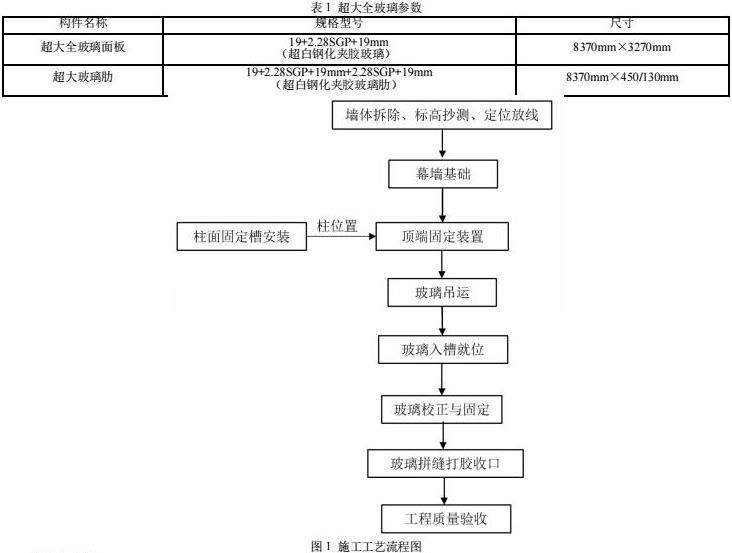
3.1主要技术参数,见表1
3.3操作要点
3.3.1 墙体拆除、标高抄测、定位放线
将原有建筑墙体拆除,按照设计图纸,进行标高抄测、定位放线,确定玻璃肋及玻璃幕墙面板安装位置中线。
3.3.2 幕墙基础
(1)在玻璃幕墙安装位置破除原有混凝土。已破除原始混凝土的地方进行C30混凝土反坎浇筑,反坎顶标高控制在原装饰面下方110mm±2mm处。
(2)在混凝土反坎上植入化学螺丝,等待化学螺丝形成稳定的锚固效果后,利用已植入的化学螺丝固定热镀锌后置钢板。在后置钢板底部焊接玻璃勒卡槽,原有建筑立柱位置,沿立柱方向焊接竖向卡槽;玻璃面板底部采用焊接2块折弯槽钢作为卡槽。
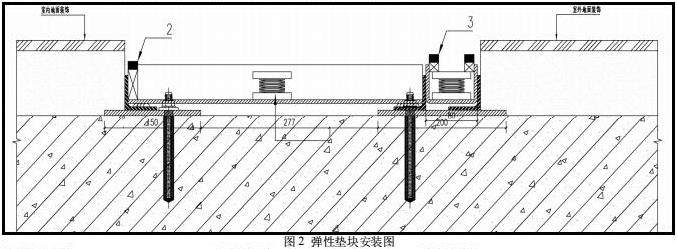
(3)卡槽安装完毕后在折弯槽钢内底部安装组合蝶形弹簧,其中玻璃肋下方中部安装1个,面板玻璃下方安装3个,其中1个安装在面板玻璃底端中间,另外2个安装在面板玻璃底端两侧边缘处300mm处。肋板玻璃室内端头槽钢内设置一块弹性垫块(70mm×55mm×15mm),在面板玻璃下方的蝶形弹簧两侧各设置一块弹性垫块(100mm×25mm×15mm)
组合蝶形弹簧;2-70mm×55mm×15mm的弹性垫块;3-100mm×25mm×15mm的弹性垫块。
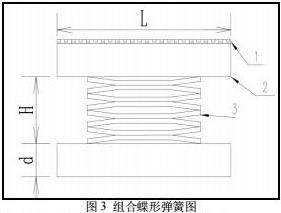
(4)每个蝶形弹簧组合都是由两块钢板或者多个蝶形弹簧片构成。蝶形弹簧片组成蝶形弹簧后,将弹簧的底端与顶端采用胶水粘在两块钢板的中心位置,在上端钢板上粘贴一片橡胶片。
3.3.3顶端固定装置
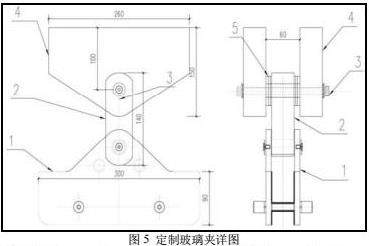
(1)采用的肋玻、面玻吊夹为300mm长×90mm宽,内侧设置有5mm厚的弹性贴片,以保障玻璃的安全使用。通过螺栓调节肋玻、面玻吊夹的使用净宽,使之恰与玻璃厚度一致。定制的玻璃夹可通过顶部的不同厚度规格的弹性垫片来调节连接杆的位置,使得整片幕墙所有连接杆在同一轴心线上,即保证了幕墙整体顺直度。
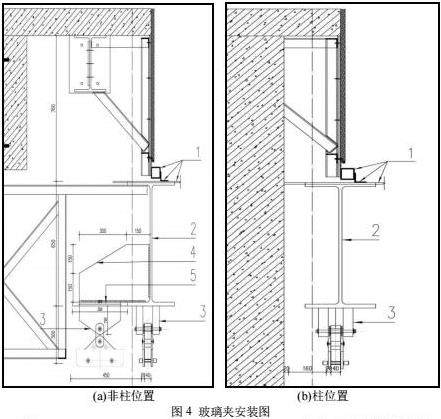
(2)在H型钢梁室内一侧,焊接2块经切割的450mm×300mm×15mm加强肋板作为牛腿,牛腿在非柱玻璃肋顶部设置左右侧各135mm处,再将一块350mm×350mm×20mm厚矩形钢板焊接在两牛腿钢板下方。
1-既有或新建钢结构;2-H型钢HN650mm×300mm×20mm,通长、强度Q235;3-肋玻、面玻吊夹连接钢板;4-牛腿钢板450mm×300mm×15mm;5-350mm×350mm×20mm矩形钢板。
(3)在H型钢梁的下端、在牛腿下方的钢板下端,分别焊接两块专用肋玻、面玻吊夹的专用连接钢板(260×150mm×42mm)、相邻两块连接钢板净距为60mm,在此连接钢板的底边上方100mm处开一个24mm孔,通过螺栓及连接杆(140mm×50mm×42mm)与肋玻、面玻吊夹连接。
1-玻璃夹钳300mm×90mm;2-连接杆140mm×50mm×42mm;3-8.8级M24螺栓;4- 260×150mm×42mm连接钢板;5-规格Φ50的厚2mm、3mm、5mm弹性钢垫片。
(4)肋玻、面玻吊夹的连接杆与吊夹连接钢板是可以拆卸的,在安装玻璃前应拆卸保存,在玻璃就位后方可进行连接,以调整、固定玻璃。
3.3.4超大全玻璃吊运
(1)超大玻璃吊装时,应先吊装超大玻璃肋,待超大玻璃肋安装完毕后,再安装超大玻璃。
(2)施工时,应控制相邻超大的拼缝间距为20mm,超大玻璃肋与超大玻璃交接处的拼缝间距也为20mm。
(3)超大玻璃吊装之前,首先对各种手动及电动工具的性能进行检查,其次要对吊车和电动吸盘的性能进行反复检查,确保吊车和设备性能符合吊装要求。再一次检查超大玻璃的质量,确保超大玻璃的质量符合要求,且无裂纹和崩边现象,超大玻璃的吊夹孔位位置是否正确。
(4)安装电动吸盘机。在安装电动吸盘机前,先确定,根据吸盘吸附力确定吸盘个数和吸盘机的吸附位置,要求吸盘机吸附位置左右对称,且略偏超大玻璃中心上方。这样超大玻璃起吊之后才不会出现左右倾斜和转动等危险情况。
(5)设置手动吸盘、拉缆绳索和侧边保护胶套。根据施工现场实际情况,在超大玻璃的不同高度设置手动吸盘便于人工安装时便于操作。吊装过程中设置拉缆绳索和侧边保护胶套,控制超大玻璃在起吊过程中受到风力和吊运惯性晃动的幅度,以及人工控制进行定位。
(6)粘贴胶条。在超大玻璃的上下左右边框处粘贴间隔及保护胶条,胶条的宽度要与设计的胶缝宽度相同,便于后期打胶封闭。
(7)超大玻璃的四个边角处设置木板,在吊装旋转过程中若意外刮擦也可起到缓冲的作用,形成一个临时保护措施。
(8)电动吸盘机吸附之后,先进行超大玻璃试起吊,起吊高度控制在5~10cm范围内,再次检查各个吸盘是否都牢固吸附在玻璃上。
3.3.5玻璃入槽就位
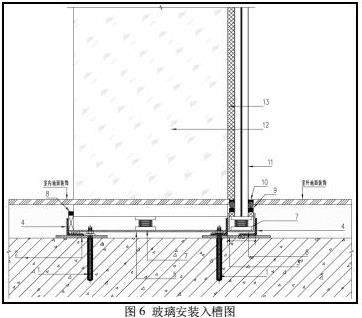
(1)超大玻璃入折弯槽钢前,应先在槽口内的泡沫塑料圆条、10mm厚的弹性橡胶垫,使安装好的超大玻璃有临时固定,以免损坏玻璃。
(2)吊车将超大玻璃吊运到安装位置附近后,吊车司机要认真观察周边环境及吊车系统运行情况,听从指挥指令,使超大玻璃对准安装位置缓缓靠近。
(3)曲臂车上面的工人要把握好超大玻璃与框架之间的安全距离,防止超大玻璃在升降移位时与钢架发生碰撞。待下部各工位工人都能把握住手动吸盘后,然后将拼缝一侧的保护胶套摘去。利用吊挂电动吸盘的手动倒链将超大玻璃缓缓提升,使玻璃上端略低于上部边框。此时,上部工人要及时将超大玻璃轻轻拉入框架上部边框槽口,并用杉木条隔挡侧面,防止与相邻超大玻璃发生碰撞。另外,及时智慧下部工人用木板依靠超大玻璃下端,保证在倒链慢慢下放超大玻璃时,超大玻璃能被放入到钢架底部边框槽口内,下降高度要精准控制,避免超大玻璃下端与金属槽口磕碰。
1-2M12×160mm化学螺栓;2-热镀锌钢板150mm×250mm×8mm;3-热镀锌钢板200mm×250mm×8mm; 4-L50mm×50mm×5mm镀锌角钢;5-80mm×55mm×5mm折弯槽钢、长460mm;6-80mm×55mm×5mm折弯槽钢、通长布置;7-组合碟形弹簧;8-70mm×55mm×15mm的弹性垫块;9-100mm×25mm×15mm的弹性垫块;10-耐候密封胶;11-超大玻璃面板;12-肋板玻璃;13-硅酮结构密封胶
(4)超大玻璃定位。超大玻璃就位后立即检查超大玻璃整体的垂直度。垂直度满足要求后,立即在超大玻璃两侧用木塞将就位的超大玻璃临时固定在玻璃槽内。
3.3.6 超大玻璃校正与固定
(1)由于超大玻璃底端已安装弹性垫块,故底端与幕墙设计轴线一致。
(2)超大全玻璃幕墙顶部,通过在专用的玻璃吊夹的连接杆上端左右两侧设置不同厚度规格弹性钢垫片(Φ50的厚2mm、3mm、5mm),调节超大全玻璃幕墙顶端轴线位置,使之与幕墙设计轴线位置一致。
(3)待顶端轴线位置调节后,采用吊夹上的可调节螺栓固定超大玻璃。
3.3.7超大玻璃拼缝打胶收口
(1)待所有超大玻璃安装完毕后,再进行统一的打胶与收口。
(2)地面位置,采用耐候密封胶填缝施工,胶缝宽度为15mm。
(3)超大玻璃与超大玻璃肋交接处采用硅酮结构密封胶。
结束语
综上所述,针对传统施工方法缺陷,新型施工方法解决了因吊夹焊接受热形变或焊接偏差带来的返工问题,避免超大全玻璃幕墙底端或顶端独立承重导致应力集中过大引起的玻璃爆裂问题,保障了超大全玻璃幕墙的施工质量和视觉效果,并且提高了施工效率和经济效益。
参考文献
[1]朱敏.建筑幕墙施工技术研究[J].居业,2023,(09):22-24.
[2]罗金.装配式建筑幕墙施工技术研究[J].智能建筑与智慧城市,2020(6):109-110.
[3]韩锡瑞.探讨建筑施工玻璃幕墙施工技术[J].门窗,2019(10):3.

 京公网安备 11011302003690号
京公网安备 11011302003690号


