



- 收藏
- 加入书签

散液码头油气回收系统的研究与应用
 打开文本图片集
打开文本图片集

摘要:为了深入贯彻落实新时代中国特色社会主义生态文明思想和习近平总书记关于绿色发展理念的重要指示精神,开展了散液码头油气回收工艺技术的创新与应用。通过对油气回收系统的工艺方法进行研究,发现目前在散液码头建设油气回收系统存在着诸多难点。因此结合散液码头实际工况对油气回收工艺进行创新,从根本上解决了码头油气回收系统的制约性因素,极大降低了装船作业过程中的尾气排放,走出了一条“安全、环保、节能、减排”的散液码头绿色发展之路。
关键词:油气回收;散液码头;汽油装船;吸收;吸附
0 引 言
随着中国经济的快速发展,人们对资源和能源的需求也在快速增加,石油被加工成了众多的油品和化工品,推动着国内经济的高速发展。油品和化工品在储存和运输过程中存在一个最大的问题,就是容易挥发,从而导致大量石油资源的浪费,同时还会污染环境。另外挥发的油气中含有不少可燃或者有毒的烃类物质,高于空气密度,容易聚集在较低的位置,危害人们的身体健康。石化行业是有机废气的生产大户,装船过程挥发出来的有机物是PM2.5生成的主要前体污染物。PM2.5浓度异常是造成雾霾天气的主要原因,而有机废气是光化学反应的决定性前体物质,同时也是PM2.5中的二次有机颗粒的重要来源。因此,有机废气处理已经成为控制PM2.5的关键所在。
中共中央、国务院正式公布的《关于完整准确全面贯彻新发展理念做好碳达峰碳中和工作的意见》中指出,二氧化碳排放力争于2030年前达到峰值,努力争取2060年前实现碳中和。这是以习近平同志为核心的党中央统筹国内国际两个大局,经过深思熟虑作出的重要战略决策,是关乎着中华民族永续发展和构建人类命运共同体的重大部署。随着这些油品和化工品市场需求的不断增加,环境矛盾日益突出。国内外诞生了诸多油气回收技术,可以起到变废为宝的作用。近年来,随着国家对环保和节能减排的不断重视,油气回收的标准日益严苛,倒逼着企业对运行状况不好的油气回收系统进行改造。
为了响应国家和天津市绿色环保要求的号召,以绿色港口建设的重要战略导向为指引,开展了散液码头油气回收工艺技术的研究与应用,以技术创新助力公司绿色港口建设再升级,以高品质生态推动公司高质量发展新跨越。
1 油气回收技术研究现状
目前国内外应用的油气回收技术主要有吸收工艺、冷凝工艺、膜分离工艺、吸附工艺等,每种技术各有特点,适用于不同的场合。
1.1 吸收工艺
吸收法油气回收工艺是利用有机组分和空气在吸收剂中溶解度的差异,将有机组分用吸收剂吸收下来,从而实现与空气分离并达到回收效果的工艺方法。该技术使用不同的吸收剂搭建成吸收塔,用于吸收油气中的不同组分,利用各组分气体溶解能力不同的特点,将油气中各组分进行分离[1]。在吸收法流程中,油气自下而上经过吸收塔,并与从塔顶进入的吸收剂在塔板或填料上逆流接触,油气中的有机组分被吸收剂吸收,经过吸收后的尾气从吸收塔顶直接排入大气。
1.2 冷凝工艺
冷凝法是利用有机组分与空气沸点的差异,通过降低油气温度将油气中的有机组分冷凝为液体并回收,而将除去有机组分后的尾气排入大气的工艺方法。根据制冷原理不同,冷凝法包括机械制冷和液氮制冷,机械制冷通过压缩机对油气回收系统进行深度冷却,温度可达-75摄氏度,而液氮制冷是将液氮作为冷媒直接冷却,温度可达-140摄氏度,处理效率更高,但成本也更高[2]。在油气回收技术研究早期,冷凝法是国外普遍采用的油气回收工艺,通常采用两级制冷工艺,排出的尾气可以满足排放标准要求;按照GB20950-2007《储油库大气污染物排放标准》的25g/m3尾气排放标准,冷凝法大约需要将汽油油气冷凝到-90℃以上。
1.3 膜分离工艺
膜分离法的基本原理是基于不同气体分子渗透性能不同的特性,通过采用聚合物分离膜选择性地使一些渗透速率快的气体分子透过,而阻止另一些渗透速率慢气体分子透过,从而实现对油气中不同组分的气体分子进行选择分离的过程[3]。基于分离膜的实际应用环境和应用技术条件,气体分离膜可分为板框分离膜、螺旋卷分离膜、空气立体分离膜等类型。膜分离技术的油气组分分离效果更为彻底,有助于提升油气回收效率,然而各类油气组成成分不同,可适用的高分子膜存在差异,适用范围受到限制,因此,难以有效保证油气的回收效果。
1.4 吸附工艺
吸附法油气回收系统的基本工艺原理是利用吸附剂对油气中的苯类组分和空气的吸附亲合力不同而将苯类组分与空气分离,然后对吸附剂进行再生,将吸附在吸附剂上的苯类组分脱附下来并回收。该工艺依赖于活性炭、硅胶或者活性纤维等吸附材料,以区分并分离开混合气体中的石油与氧气[4]。吸附法的最显著特点,一是油气经过吸附处理后,可以满足回收率>99%和VOCs<50mg/m3的排放要求;二是系统主要用电负荷是真空泵,运行能耗比较低;三是自从计算机逻辑控制技术在工业领域应用普及之后,吸附法复杂的时序控制变得十分容易,吸附法油气回收的优势凸显出来。然而,在某些情况下,如油气浓度突然升高,吸附剂可能无法快速吸附所有的油气分子,导致局部温度急剧升高。
2 存在问题及难点
油气回收技术作为一种节能环保型的高新技术,是运用油气回收技术回收油品在储运、装卸过程中排放的油气,防止油气挥发造成的大气污染,消除安全隐患,通过提高对能源的回收率,减小经济损失,从而得到可观的效益回报。然而,油气回收技术通常用于库区和加油站等场所,在专业化程度较高的散液装卸码头开展油气回收仍存在着诸多困难。
2.1 工艺处理效率难以达标
国内VOCs治理最大的难点和问题集中在VOCs浓度在1-40%的成品油油气的处理上,包括这些有机物液体的储罐储存、充装、以及范围广泛的下游使用过程的废气排放。这方面国外可供借鉴的技术并不是很多,国内的研究深度也不够,目前普遍的解决方案鲜有成功案例可以借鉴。比如石化系统常用低温冷凝+吸附工艺,几乎没有真正成功运行的。而采用焚烧法的工艺,但该工艺本质上只是把污染物从有机物转成了CO2而已,同时该工艺的投资、能耗是明显的短板。
2.2 码头占地空间难以满足
由于当前油气回收系统主要是建立在库区内部,库区内有足够的空间和储油罐,因此可以实现油气回收作业过程中的吸收油的循环,保证达到较高的吸收效果。然而散液码头是一个专业化的装卸码头,并不具备较大的占地空间,尤其是没有可供使用的储油罐,因此在码头建立油气回收系统时,吸收油的来源和循环成为了最大的问题。
2.3 多库区作业条件难以适应
由于散液码头作业性质的特殊性,具有汽油装船业务的库区较多,均需通过码头进行装船作业,但是各库区的装船流量、流速及现场运行工况存在差异,导致稳态下的油气回收系统难以全面适应各库区作业条件,从而使得油气回收的效率和处理能力难以保证。
3 散液码头油气回收的技术研究
3.1 工艺创新,突破壁垒
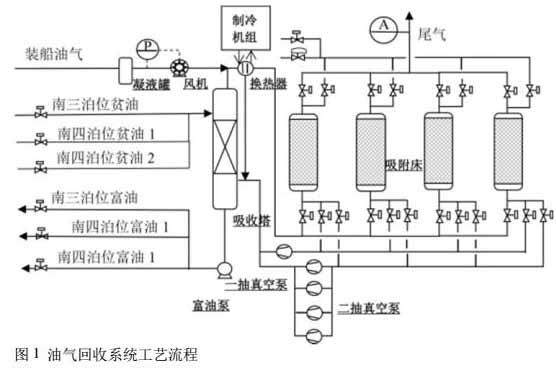
通过对油气回收系统的整体工艺进行研究改进,突破技术壁垒,打破常规油气回收系统循环油储罐的制约,创新式提出采用装船用汽油作为吸收油。在油气回收原有系统的工艺上,从码头主装船线上引出两根贫、富油线,连接至油气回收系统内,形成了循环油的动态可持续循环。库区通过装船泵将汽油输入装船管线并引入油气回收系统,吸收油进系统后,从上部进入吸收塔,与自下部进入吸收塔的脱附气逆流接触,将脱附气中的有机物吸收进入吸收油中,吸收了回收有机物的富油再利用富油支线返回至原装船主管道中,解决了码头区域无储罐条件下吸收油的动态循环。工艺流程见图1。
3.2 技术融合,成效显著
市地方标准要求油气回收处理的废气非甲烷总烃浓度应低于50mg/m3,常规的油气回收工艺难以实现。通过对现有处理工艺进行研究,提出采用“吸附+吸收”的融合处理工艺,通过吸收塔吸收、吸附床吸附、解析再生等方式有效降低汽油装船尾气浓度。经“吸附+吸收”工艺处理后的尾气,可以达到50mg/m3级标准,显著优于现有工艺的处理能力,该工艺的处理效率较高,分离效果更为突出。油气回收系统现场工艺图见图2。
3.3 联动控制,稳态提升
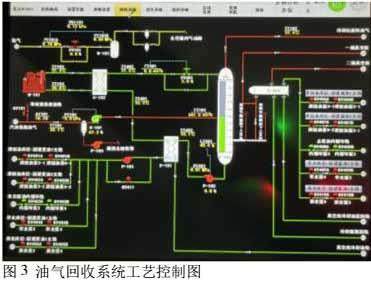
为了解决各库区装船流量、流速及运行工况不同导致尾气流速存在差异、回收效率难以保证的问题,对现场多种运行工况进行模拟,研究提出了一种时间+浓度双向联动的切换方式。通过油气回收系统的集成控制,可以有效降低原料气流量和浓度对装置的影响,提高其适应能力,同时基于PLC控制系统的集中控制,实现了装置启停、报警联锁等过程的全自动操作以及运行过程的实时监测和报警。油气回收系统工艺控制图见图3。
3.4 预警为主,安全可靠
考虑到散液码头安全等级较高的问题,根据油气回收系统的工艺特点,在工艺、仪表、设备、电气等专业的设计中,充分考虑安全措施和应急处置。通过对氧含量和进气压力的实时监测,实现了对气相管道油气浓度和压力的有效控制,避免了高含氧量油气进入装置,产生安全隐患。同时设置了完善的预防处理措施(例如浓度、温度、压力检测,电机防爆,防雷、防静电措施等),在装置运行过程中,如果出现工艺条件的偏差或者工艺失控,能够有效确保生产过程中的安全可靠运行。
4 散液码头油气回收的应用成效
在绿色环保方面,有效减少了挥发性有机物的排放,消除了装船过程中的尾气直接外排带来的安全隐患和环保风险。经油气回收系统回收处理后的非甲烷总烃排放满足50mg/m3标准,油气处理效率达到97%以上,是深入贯彻“绿水青山就是金山银山”环保发展理念在散液装卸码头的重要实践举措。
在经济效益方面,汽油装船过程中排放出来的油气中有机物被充分回收,按照汽油装船100万吨/年,回收有机物0.03%计算,每年可回收300吨有机物,按照汽油价格10000元/t计算,年回收汽油的效益为300余万元/年。
5 结论
通过散液码头油气回收系统的研究与应用,有效减少了汽油装船过程中挥发性有机物在大气中的排放,是深入贯彻新发展理念和建设美丽中国的生动实践和全面落实绿色港口建设的重要举措,同时也是油气回收系统与散液装卸码头在实际作业中相结合的典型成功案例,对散液码头的油气回收处理具有重要的复刻性意义,对其他行业油气回收处理具有较高的借鉴性意义。
参考文献
[1]滕欣,李阳,刘晨曦等.油气储运系统中的油气回收技术[J].中国石油和化工标准与质量,2024,44(11):157-159.
[2]陈松,周靖鑫,许可等.基于冷凝法的油气回收工艺分析[J].化工技术与开发,2024,53(06):74-77.
[3]卢永亮.膜技术在石油化工油气回收系统中的应用[J].中国石油和化工标准与质量,2024,44(08):138-140.
[4]梅舟营.油气储运中油气回收技术的应用[J].化工设计通讯, 2024(003):050:34-36.
[5]陈楠楠,王娜娜.油气回收技术的发展与应用[J].机械工程与自动化,2024,(03):213-214.
[6]杨立超.油气回收技术在油气储运中的应用[J].化工设计通讯, 2023, 49(9):17-19.

 京公网安备 11011302003690号
京公网安备 11011302003690号


