



- 收藏
- 加入书签

传动轴平衡片焊接牢固度检测及研究
 打开文本图片集
打开文本图片集


摘要 基于某高端汽车公司传动轴上存在平衡片脱落的情况,需对现有的焊接牢固度的检测方式进行优化,通过新的检测方法来采集数据,进行数据分析,为改善和提高焊接牢固度提供依据。同时在生产过程中,即满足生产快速检测的需求,又进行有效的数据监控,保证生产过程的稳定性,达到质量一致性。
关键词 传动轴 平衡片 熔核强度 统计分析
Abstract Based on the situation where balance weights fall off from the transmission shafts of a high-end automobile company, it is necessary to optimize the existing methods for detecting the welding strength. New detection methods are used to collect data and perform data analysis, providing a basis for improving and enhancing the welding strength. At the same time, during the production process, it meets the demand for rapid detection and carries out effective data monitoring to ensure the stability of the production process and achieve quality consistency.
Keywords Transmission shaft Bracket Rubber Finite element analysis Fatigue lifehen
0 引言
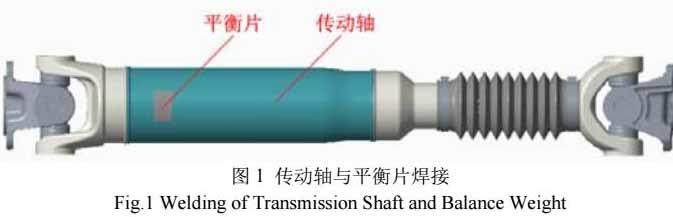
传动轴一般有节叉、万向节、钢管、伸缩副元件等零部件组成,当车辆轴距比较长时,为了满足临界转速的要求,还会增加一个或多个支撑,将传动轴分成几段。其主要功能是连接变速箱和后桥,将发动机的动力通过变速箱、传动轴和后桥传递给车轮,使汽车产生驱动力。车辆在运行过程中,路面存在颠簸不平,变速箱与后桥之间的距离会存在变化,通过伸缩副元件来自动调节这个距离的变化。传动轴上的节叉是由锻造或铸造毛坯局部机加工成型,为不规则件,伸缩副传动轴是一个高转速旋转体,因存在零件制造装配间隙等因素的影响,在旋转过程中,整体重心不在旋转的轴线上,出现不平衡的情况,就会出现车辆振动和噪声等情况。厂家在传动轴出厂前,都要进行动平衡试验,在平衡机上测试并通过增加材料或去除材料来消除这个不平衡的情况。增加材料即以凸点焊接的方式在传动轴的钢管加装平衡片,如图1所示。
然而在焊接过程中熔核会出现缺焊、熔透、裂纹和飞溅等情况,造成焊接失效,平衡片脱落。故需对焊接在传动轴上的平衡片进行牢固度检测。目前检测方法主要分为两类:破坏性检测和非破坏性检测。破坏性检测是指通过对传动轴平衡片施加外力或热量,直到其发生断裂或脱落或对凸点焊接进行线切割,检测焊平衡片与钢管的融合情况,从而判断其焊接牢固度的方法,例如:剪切力检测、压脱力检测(拉伸试验)、金相检测等。破坏性检测具有可以直观地反映出传动轴平衡片的焊接质量的优点,但缺点是会损坏传动轴平衡片,造成材料和能源的浪费,不能对在用的传动轴平衡片进行检测。
非破坏性检测是指通过对传动轴平衡片的表面或内部进行探测,而不影响其结构和功能,从而判断其焊接牢固度的方法,例如:声发射检测、超声波检测和磁粉检测。非破坏性检测具有可以保持传动轴平衡片的完整性,节约材料和能源,且能对在用的传动轴平衡片进行检测的优点。目前,常用的非破坏性检测方法,然而传统非破坏性检测需要有较高的技术水平和设备条件,而且检测结果可能受到多种因素(如环境噪音、其它声源、传动轴平衡片表面清洁度和磁粉质量等)干扰的缺点。
本司设计的一种新型焊接检测工具由扭矩扳手和特制夹具组合而成,如图2所示。扭矩扳手限定扭矩,通过观察焊接平衡片在承受施加力矩后是否脱落来判断焊接的牢固程度。上述扭矩检验法属于非破坏性检测,既可以在不损坏传动轴与平衡片的焊接情况下直观地反映焊接质量,也可以避免外界环境对检验结果的影响。本文通过对扭矩验证法进行理论分析及生产实践验证,为平衡片焊接牢固度检测提供分析方法及改进思路。
1 许用应力法计算检测力矩
1.1凸点焊接熔核静载检测强度
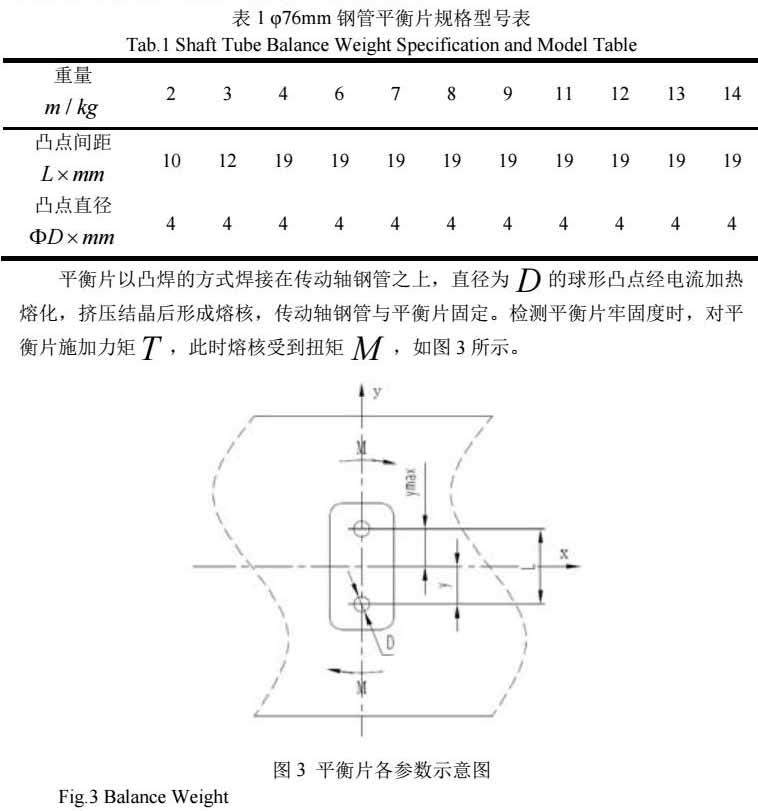
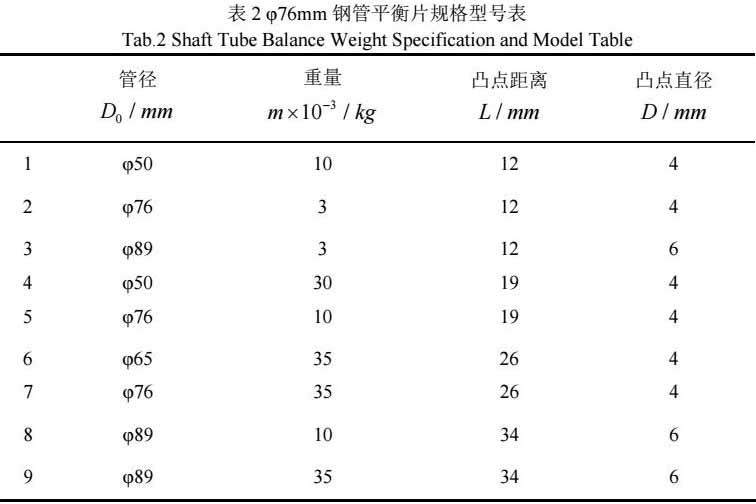
平衡片大多由质地较软,易于弯曲和焊接的低碳钢制成,并加工出两个单排对称凸点。以某高端汽车公司传动轴φ76mm钢管上平衡片为例:平衡片大小决定了其配重,凸点等相关参数与平衡片重量有关,如表1所示。
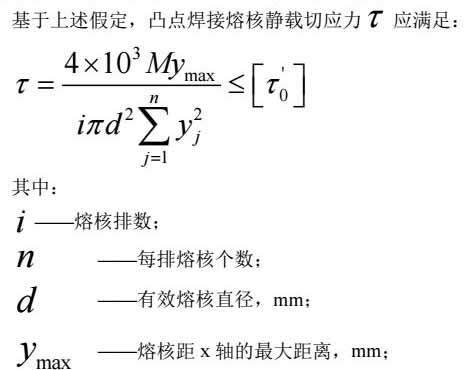
平衡片以凸焊的方式焊接在传动轴钢管之上,直径为的球形凸点经电流加热熔化,挤压结晶后形成熔核,传动轴钢管与平衡片固定。检测平衡片牢固度时,对平衡片施加力矩,此时熔核受到扭矩,如图3所示。
精确计算平衡片熔核的检测应力较困难,为了简化计算,作如下假定:
(1) 每个熔核都在切应力作用下破坏。
(2) 忽略因搭接造成作用力偏心而引起的附加应力。
(3) 熔核上的应力集中对静载强度没影响。
(4) 同一个平衡片上的凸点熔核,受力是均匀的。
(5) 在设计生产时,平衡片弯曲直径一般与焊接钢管的直径保持一致,而平衡片相较于钢管直径小很多,故忽略平衡片弯度。
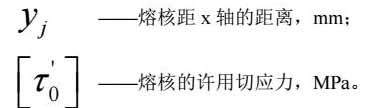
基于上述假定,凸点焊接熔核静载切应力应满足:
常规平衡片上凸点只有两个,且以x轴与y轴对称,故熔核距x轴的距离与最大距离相同,且为凸点距离的一半,即
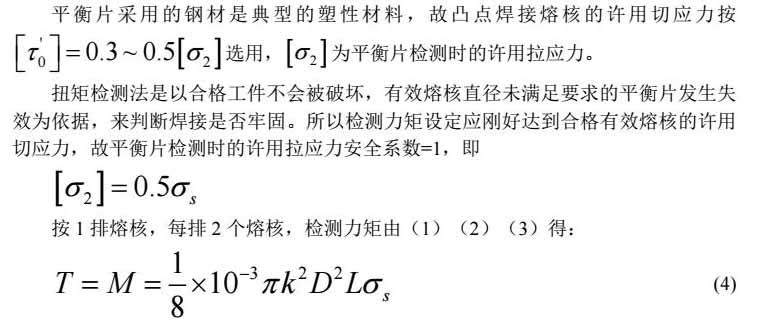
1.2 有效熔核直径
汽车在高速运转时,传动轴最高转速可达到7500rmp,此时平衡片凸点与钢管焊接形成的熔核需要承载来自钢管径向离心力的作用。在采用相同的材料情况下,平衡片所能承受的载荷与熔核的有效直径有关。平衡片焊接失效时常常出现裂纹、虚焊、熔透等问题,从而造成熔核有效直径不足,无法满足抵抗向心力的强度要求。为保证传动轴不平衡量的矫正效果和平衡片焊接牢固度,平衡片存在焊接系数,有效熔核直径应满足:
焊接系数选取时,要保证熔核静载应力满足:
以由Q235钢制成的50g平衡片为例,其抗拉强度为375-500MPa,通过焊接在φ76mm钢管上,并以最高7500rpm转速运行。按照上述理论计算下,保证焊点不被破坏的最小焊接系数至少需要达到0.35。通过我司大量生产实践的总结,焊接系数选取在0.85~0.9时,平衡片焊接的质量可以得到有效的保证。
1.3熔核许用切应力及计算检测力矩
平衡片采用的钢材是典型的塑性材料,故凸点焊接熔核的许用切应力按选用,为平衡片检测时的许用拉应力。
扭矩检测法是以合格工件不会被破坏,有效熔核直径未满足要求的平衡片发生失效为依据,来判断焊接是否牢固。所以检测力矩设定应刚好达到合格有效熔核的许用切应力,故平衡片检测时的许用拉应力安全系数=1,即
按1排熔核,每排2个熔核,检测力矩由(1)(2)(3)得:
2 扭矩检测法验证实验
2.1实验设计方案
基于上述理论分析,有效熔核直径是满足平衡片工作状态下不会失效的合格指标,扭矩检测法的检测扭矩不能使焊接合格的平衡片失效。然而,在检测扭矩作用下,失效的平衡片因熔核被破坏而无法对有效熔核直径观测,故本实验将对检测合格的平衡片有效熔核直径进行统计分析,来验证扭矩检测法的合理性。
鉴于传动轴与平衡片型号众多,实验选取φ50mm、φ65mm、φ76mm、φ89mm四种常用规格钢管。在此基础上,选用9种规格平衡片设置对照组,如表2所示,每组平衡片有10份样本。对照组的设置具有以下特点:
(1) 不同重量,相同凸点直径和凸点距离;
(2) 不同凸点距离,相同重量和凸点直径;
(3) 不同凸点直径,相同重量和凸点距离。
平衡片与钢管依照动平衡检测工艺焊接。采用扭矩检测法,挑选出未失效产品进行剖样,通过金相显微镜观察熔核并记录熔核有效直径,统计分析实验数据。
2.2实验数据的统计与分析
本次实验样品中,95%的平衡片在检测过程中没有被破坏,观察熔核金相显微图并测量,如图3所示,得到各对照组平衡片熔核直径的平均值,如表3所示。
(a)合格样品熔核 (b)不合格品熔核
在检测过程中,未失效平衡片的熔核直径均大于最低要求的参考熔核直径。失效平衡片熔核的金相显微图上存在不同深度的裂纹。
3 结论
本文针对某高端汽车公司传动轴存在平衡片脱落的问题,通过理论分析并结合我司在传动轴平衡片的检测实例,对传动轴平衡片焊接牢固度扭矩检测法进行总结。
(1)基于汽车运转过程中平衡片的受力分析,将有效熔核直径作为焊接合格判断依据。采用扭矩检测法验证有效熔核直径是否满足工作要求,最后通过实验验证扭矩检测法的可行性。
(2)本文提供的扭矩检测法为非破坏性检测,无需破坏传动轴即可对平衡片的焊接牢固度进行检测,即使有焊接不牢固的平衡片也可及时返修重焊。提高了产品质量,同时减少了不必要的资源浪费。检测方式方便、直观,且对于操作人员要求不高,极大提高了生产效率。为传动轴平衡片焊接提供了一种有效快捷的检测方案,解决了传统检测存在的操作繁琐,受环境影响大,只能抽样检测的问题。完善了传动轴平衡片焊接牢固度检测体系。
参考文献:
[1]全国汽车标准化技术委员会. 汽车传动轴总成技术条件及台架试验方法: QC/T 29082-2019[S]. 北京: 北京科学技术出版社, 2020: 9-10.
[2]夏剑虹.一种焊接平衡片:CN201821827143.X[P].CN209470011U[2024-08-26].
[3]夏剑虹,徐华福,王俊伟.一种平衡片焊接强度检测装置:CN202222574615.8[P].CN219265965U[2024-08-26].
[4]佚名.焊接手册(第3卷)焊接结构(第3版)[J].制造技术与机床, 2008(7):1.
[5]刘恩凤,王为础.汽车传动轴平衡片凸焊试验[J].二汽科技, 1985(03):35-39.DOI:CNKI:SUN:QCKJ.0.1985-03-004.
[6]陈清爽,谢明睿,钟秤平,等.汽车传动系动平衡测试及控制研究[J].机械科学与技术, 2018, 037(005):781-786. [7]陆焕荣.影响传动轴动平衡的因素及提高动平衡精度的方法[J].轻型汽车技术, 1994(5):6.DOI:CNKI:SUN:QXQC.0.1994-05-006.
[7]王敏,陈林.电阻焊在汽车零部件生产中的作用[J].汽车工艺与材料, 1999(11):3.DOI:CNKI:SUN:QCGY.0.1999-11-002.
[8]史雷鸣,程学文,邓亚东,等.货车传动轴动平衡研究[J].机械传动, 2012, 36(5):4.DOI:10.3969/j.issn.1004-2539.2012.05.020.
夏剑虹 男 1978年12月生 浙江省杭州市 本科 工程师 研究方向:汽车零部件

 京公网安备 11011302003690号
京公网安备 11011302003690号


