



- 收藏
- 加入书签

07MnMoVR大型压力钢管制造工艺浅谈
 打开文本图片集
打开文本图片集
摘要:针对抽水蓄能电站新型材料07MnMoVR大直径压力钢管压型、钢管开坡口、焊接、校圆等难点,本文章探讨了压力钢管一次卷制成型,单边开设双坡口、确定焊接参数焊接参数等相关工艺,保障了压力钢管制造的质量与进度,为类似的工程提供一定的参考和借鉴。
关键词:抽水蓄能电站、引水压力钢管、制造。
1前言
广西南宁抽水蓄能电站装机容量1200MW,装机4台,单机容量300MW,每台机组均配备引水支洞压力钢管4台机组共224节,压力钢管由直管、弯管、渐变管三种管型构成。所有主要构件合计重量约 3700 吨。引水支洞钢管主管材质为07MnMoVR,该材质屈服强度为490MPa,属于高强度压力容器用钢板,板厚为44~60mm,管节内径为2400~4000mm,管节长度为1000~3000mm,加劲环、阻水环材质均为Q355C板厚为44mm。
2技术分析
07MnMoVR材料屈服强度在490Mpa,抗拉强度在610-730Mpa之间,主要在压制成型、校圆、焊接施工难度比较大。
(1)引水压力钢管制作,采用半自动切割机在双面开K型坡口,其板厚为44~60mm钢板双面坡口,实现在同一面开双面坡口技术。
(2)引水压力钢管整体卷制是指先进行钢板下料和钢板长度对接,然后进入卷制工序,采用三辊卷板机对钢板进行整体卷制成型。整体卷制除了要求与传统方法卷制所要求的卷板机外,还需根据钢管直径的大小设计相应的支架和支承滚筒,对整体卷制过程中的管节起到支撑和导向作用。
(3)针对600MPa级钢板采用“无约束组装”既保护管壁不受损伤,又能在埋弧焊接时有效控制压力钢管变形量,达到校圆目的,加快施工进度,节约了施工成本。
(4)钢板对接及整体卷制后采用埋弧自动焊,焊接效率高,焊接质量容易得到保证。
一种高强度厚壁压力钢管成型制作施工,特别适用于工期紧、施工质量要求高的大型、超大型压力钢管的制造。
3.工艺原理
一种高强度厚壁压力钢管成型制作工法,主要由单面开K型坡口、卷制成型、“无约束组装”、校圆、焊接工艺等方式,具体工艺原理如下:
(1)单面开K型坡口
针对高强度钢板采用半自动切割机开双面坡口一次开设,减少钢板翻身。通过多次实验调整确定该材质的合理切割小车行走速度,切割角度达到一次开设合格。
(2)压头与卷板
钢板卷板时使用三辊卷板机、压头模具、校圆模板等设备,压头模具在卷制过程中解决钢板在压头出现直板问题,三辊卷板机、和校圆模板控制卷圆中压过大。
(3)“无约束组装”
采用“无约束组装”工艺,上、下管口用校圆装置校圆,保护管壁不受损伤,控制焊接变形,焊接后不用卷板机校圆,这种对装方法在600MPa级钢板施工时优越性体现尤为突出。
(4)校圆
压力钢管焊接校圆是通过“无约束组装”,仅在一半的支撑杆上安装千斤顶,就能达到校正压力钢管的目的,并且通过未安装千斤顶的支撑杆端部与压力钢管内壁的贴合程度,就能预判压力钢管是否已初步校正。
(5)内、外横缝焊接
管节横缝焊接采用埋弧焊接;加劲环角焊缝自动CO2气体保护焊。从压力钢管横缝焊接前预热、焊接温度、热输入、层间打磨和焊接规范等几个方面加强控制,为减小焊接残余应力,对于厚板焊接采取焊前预热、控制层间温度等方法时,焊接过程中的加热和冷却应均匀。
4.工艺流程及操作要点
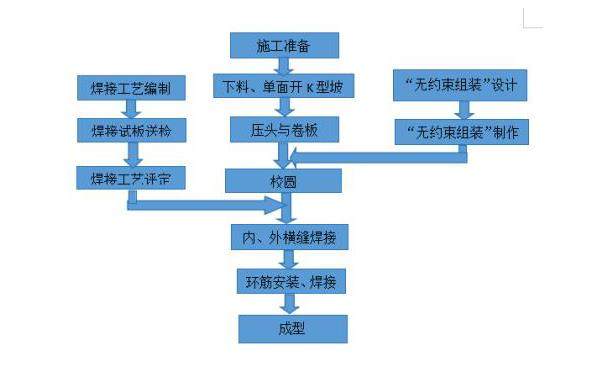
(1)工艺流程
(2)施工准备
1)压型装置3D模型分析,进行3D建模,并将各个部件展开成平面,转化成CAD,将CAD平面图转化为数控切割机的程序图。
2)从钢板进货着手,把好材质关,到货钢板的机械性能、化学成分、炉批号、生产日期、生产厂家均进行登记,并进行超声波探伤抽检,发现钢板表面微裂纹、凹凸缺陷、重皮、铲刮刀痕等不良处均作不同程度的修补。
(3)下料、单面开K型坡口
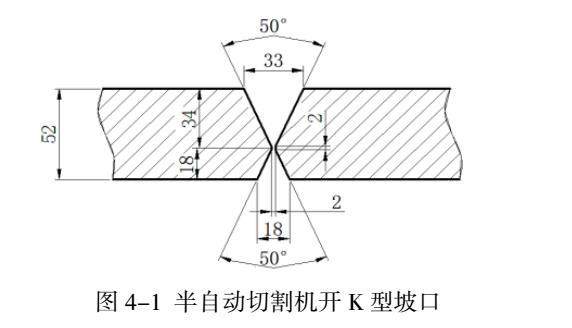
采用半自动切割机在板厚为44~60mm钢板进行上下同步切割,减少钢板翻身,通过多次调整确定切割小车行走速度,实现了单面操作双面破口。钢管的焊接坡口有横缝、环缝拼接缝坡口。焊接坡口型式按规范制定并经焊接工艺评定最终确定。所有焊缝坡口均按不对称“X”型式加工,以利于焊接角变形的控制。开正面坡口割嘴角度为+25度,速度为20~30cm/min,开反面坡口割嘴角度为-25度,速度为20~30cm/min,坡口沟槽深度小于0.5mm,当在0.5mm~2mm时,应进行砂轮打磨;当大于2mm时应按要求进行焊补后磨平.以52mm钢板焊缝为例,坡口形式(如图4-1)。
(4)压头与卷板
压制设备:卷板机、钢板压头胎膜、弧度样板。
1)选用卷板机时根据材料最大受力强度值和卷板机小于屈服值,通过SolidWorks的3D图计算和卷板机受力图,卷板机工作状态最小受力强度值大于材料屈服值最大值。
2)钢板压头胎膜及压头:利用龙门吊起吊配合压头,屈服强度为490Mpa,经查Q345材料厚度大于100mm屈服强度大于490Mpa,选用Q345厚度100mm,做钢板压头胎膜,在钢板压头两长边焊接吊耳,瓦片端口预留300mm长的直边,采用在卷板机辊筒上加设胎膜进行压头,用压头时采用弧度样板(压头时采用弧度样板用线切割保证精度)对钢管内弧进行检查弧度。
3)卷板:钢管卷制采用冷卷法。在卷板机上利用龙门吊起吊配合卷板,预防钢板初始卷制压弧时因自重引起反向折弯。钢管卷制过程中采用弧长不小于2m的内弧样板检查,卷板方向与钢板压延方向一致,钢板端口处不允许用锤击法使钢管弯曲成型和校正曲率。在卷曲过程中需注意移动下辊配合上辊进行,并尽量采用小进辊量反复多次卷制,同时用弧形样板检测使其两端弧度满足要求。压头过程中需注意应最大限度地减少直边长度(控制在1.5~2.0倍管壁厚度且不超过120mm范围内)。严格控制钢板端部弧度,防止对圆后局部内凹或外凸,控制钢板中心与卷板机轴辊中心垂直度,防止瓦片扭曲,组圆时根据焊接收缩情况适当预留2~3mm反变形,然后通过正缝焊接、背缝清根施焊等控制弧度。
4)卷弧时在合理的压延次数范围内尽量采用小进辊量,并经常检查卷曲弧度以免滚压过量。检查弧度时需将其立放在水平度符合要求的平台上,同一曲率处检查部位不少于3处。
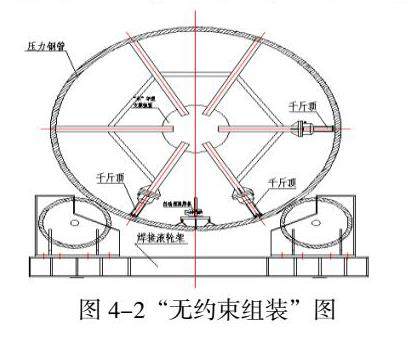
(5)校圆“无约束组装”装置设计
“无约束组装”装置,原理图(如图4-2)。“无约束组装”装置设计为:千斤顶+支撑架+支撑环+圆钢板。“无约束组装”装置应经受力计算,确定装置的材质及其规格型号、结构安全性等,受力计算通过后才能进行加工制作。
根据设计要求压力钢管受到压力计算:F=P×S
式中:
P为屈服强度,单位为Mpa
S为面积,单位为M²
代入公式数据计算:P=490×0.1*2=49kN。
千斤顶为32吨,约为320kN,压力完全满足压型要求。
60mm无缝钢管材质Q345厚度5mm,抗拉强度约是49-62Kg/mm2
钢管的受压面积:S=(60-5)*3.14*5=863mm2.
压力P/受压面积S=压强σ (塑性材料抗拉与抗压取同样数据)
则:P1=Sσ=863*49=42t. P2=863*62=54t,p2>p1>32T(手动千斤顶),满足要求。
最终“无约束组装”装置可以校圆屈服强度小于490Mpa,而屈服强度大于490Mpa时,要按照以上公式算出需要的钢管型号及千斤顶重新制造“无约束组装”装置。
“无约束组装”装置安装由3个螺栓式千斤顶同向外移动,上、下管口用校圆装置校圆,保护管壁不受损伤,通过“无约束组装”装置及采用千斤顶辅助,仅在一半的支撑杆上安装千斤顶,就能达到校正压力钢管的目的,并且通过未安装千斤顶的支撑杆端部与压力钢管内壁的贴合程度,就能预判压力钢管是否已初步校正。
(6)内、外横缝焊接
1)定位焊缝位置应距焊缝端部30mm以上,其长度应在50mm以上。通常定位焊缝间距为100~400mm,厚度不宜大于正式焊缝厚度的二分之一,最厚不宜大于8mm。定位焊缝应在后焊一侧的坡口内,正式焊接时,定位焊缝不得保留在横缝内。钢管管壁应尽可能不在管壁上焊临时附件,应先预热后焊接,预热温度应较正式施焊温度高20~30℃。在钢管上加焊卡具等附加物时,应注意不伤及母材,焊接质量应保证起吊时不损伤母材和产生过大的局部应力。
2)焊缝预热采用履带式远红外加热装置进行。预热宽度以焊缝中心线两侧各3倍板厚,且不小于100mm。主缝焊接层间温度不应低于预热温度,且不高于230℃。
检测方法:加工厂将使用数字测温仪测定温度。测定宽度为焊缝两侧各3倍钢板厚度范围,且不小于100mm,在距焊缝中心线各50mm处对称测量,每条焊缝测量点间距不应大于2m,且不应少于3对。附件加热:对焊接工艺要求需要预热的焊件,其定位焊缝和主缝相同均应预热,且较主缝预热温度高20~30℃,钢管焊接的具体预热温度由焊接工艺评定确定。
3)钢管内、外横缝的焊接采用ZD5-1250E埋弧自动焊。焊接时将钢管放置在焊接胎具上,钢管焊缝处铺垫焊剂,钢管内部铺设埋弧焊轨道,在钢管横缝两端焊接引弧板和收弧板(其材料、板厚及坡口尺寸和母材相同,其尺寸为:一般为100mmX100mmX板厚mm),调整焊机位置,使焊丝正对焊缝,按规定的工艺参数进行焊接。埋弧焊多层焊的层(道)间接头应错开,并应保证在100mm 以上。埋弧焊焊层厚度:打底焊厚度6-8mm,后续层厚度4-6mm,焊道的最大宽度为焊丝直径的3-4倍。
4)在瓦片组圆时根据焊接收缩情况适当预留2~3mm反变形,通过正缝焊接、背缝清根施焊等控制弧度。
(7)环筋安装、焊接
加劲环、阻水环由于整体下料损耗太大,拟定分六片进行下料。管节焊接矫正后按照施工图纸再管壁上画出加劲环及铁壁排水位置,再根据X、Y象限轴进行组装,待所有附件组装完成后方可进行焊接。
1)加劲环的内圈弧度用弦长1500mm的样板检查时,样板与加劲环)内圈表面间的间隙应不大于2.5mm。
2)加劲环与钢管外壁的局部间隙不大于3mm。
3)加劲环的对接焊缝应与钢管纵缝错开200mm以上。加劲环(阻水环)和钢管纵缝交叉处,在加劲环内弧侧开半径80mm的避缝孔,避缝孔封闭焊接。
4)加劲环组装的垂直度:加劲环与管壁的垂直度极限偏差要求满足a≤0.02H且不大于5mm;加劲环所组成的平面与管轴线的垂直度极限偏差要求满足b≤4D/1000且不大于12mm;相临两环的间距偏差±30mm。
(8)成型
压力钢管横缝组装采用了“无约束组装”工艺,即在横缝组装对接过程中无需在管壁上焊接拉紧器、压缝器等附件,完全通过在平台上“无约束组装”及弧度样板进行对接缝间隙和错边调整,管节调圆采用“无约束组装”中千斤顶调节并通过弧度样板检测压力管圆弧度。将“无约束组装”吊入钢管内距管口约300mm处,“无约束组装”活动调圆架端部的千斤顶使其顶紧钢管内管壁。用钢盘尺测量上下管口直径,边测量边调整千斤顶,直至圆度符合要求,每端管口需测四对直径。调圆架千斤顶与管内壁间必须设胶垫。
(9)质量控制及安全措施
施工各工种必须密切配合,各工序必须衔接,以保证连续均衡施工,施工前,加强操作人员技术交底和设备性能控制,应符合施工图纸要求,同时按下述要求进行控制:
压力钢管一次成型管制预弯头、压型时控制弧度与压型模弧度差不大于2mm;单面开K型坡口表面平整,“无约束组装”角度25~30mm,“无约束组装”钝边1~3mm,咬边的凹陷或沟槽小于2mm;焊接后不用回卷校圆使用“无约束组装”校圆控制在小于3mm;“无约束组装”焊接要连续焊接不得断焊,角焊缝不小于14mm;“无约束组装”两条钢管直线度偏差要符合设计要求。“无约束组装”装置安装完毕,应进行加固。 严格按照要求校圆,要保证工件干净,工件及压型装置的油渍要清除干净。
在现场作业期间,必须遵循“安全第一,预防为主”的原则,在整个安全作业期间,必须遵循以下安全守则。严格执行国家颁布的有关安全生产制度和安全技术操作规程,施工过程中,对安全防范的关键部位进行重点检查,及时排除不安全因素和事故隐患。每次吊装前,必须认真检查吊点、吊钩、吊绳,确保其质量符合要求。无约束组装”吊装过程中,专职安全员应在现场监督,确保施工人员安全,“无约束组装”装置每天开始使用前应进行一次全面安全技术检查。
5科学技术要点
使用SolidWorks进行3D建模展开成平板转化成CAD图并生成FastCAM代码,数控火焰切割机下料保证切割的垂直度及平整度,在平台使用半自动切割机在一面开板厚为44~60mm钢板双面坡口,其精度高,实现在同一面开双面坡口技术,无需工件翻身。该工艺一片卷制成型,一次开设双坡口、针对新材质确定正确焊接参数指定焊接工艺。整体达到管体变形小、板材损耗小、焊接量小,焊接高合格率,并且大大降低了制作成本高。
压力管板卷板时使用三辊卷板机、压头模具、校圆模板等设备,对新型材料07MnMoVR钢板,常规压力钢制造中分瓦片卷制造,通过使用大型卷板机长钢板卷制一次成型,及压头模块解决压力钢板压头及成型问题,解决了分瓦片卷制焊接变形要回卷校圆的问题。
压力钢制造中焊接变形要回卷校圆的问题,采用“米”字型校正工装,仅在一半的支撑杆上安装千斤顶,在焊接前对压力钢管进行校圆,就能达到校正压力钢管的目的,并且通过未安装千斤顶的支撑杆端部与压力钢管内壁的贴合程度,就能预判压力钢管是否已初步校正。解决通过制造校圆“米”字型支撑装置用千斤顶可以达到焊接变形量小焊接后不用回卷校圆。
6结束语
根据各材料压力钢管生产的特点,本文从理论压力钢管的下料、半面开K型坡口工艺、压型校圆的成型工艺、焊接工艺等方面进行探讨,提出了07MnMoVR材质压力钢管生产制造方法,在广西南宁市抽水蓄能电站引水支洞压力钢管制造中成功应用,为类似材质的压力钢管制造技术提供了参考。但是,由于引水支洞金属压力钢管是一种非标准的产品,不同参数条件(如电站水头、压力钢管大小、钢材材质以及水质条件等)对压力钢管的水利特性要求均不同。所以,压力钢管的生产加工中下料、压型、组装、焊接等工艺不能一概而论,应该根据电站的具体条件、设计的具体要求,确定与之对应的工艺路线,才能有效地提高生产效能。
參考文献
[1]水电站机电技术,向家坝水电站超大直径引水隧洞压力钢管制作与安装,孙文,侯明 2011年8月
[2]焊接之家,浅谈水电站压力钢管制安施工,2016年05月16日
[3]机电技术,大型水轮机金属蜗壳生产工艺的探讨,吴凡2013年8月17日
[4]家园·电力与科技,关于水电站水轮发电机的蜗壳制作工艺探讨,王涛2022年8月22日
[5]原创力文档,溪洛渡水电站水轮机蜗壳制造技术,杨建文,李进强,彭鑫2022年8月22日

 京公网安备 11011302003690号
京公网安备 11011302003690号


