



- 收藏
- 加入书签

双进双出钢球磨煤机防爆技术探讨
 打开文本图片集
打开文本图片集



摘要:本文通过对煤粉爆燃因素的分析,结合实际发生爆燃的工况,分析双进双出钢球磨煤机在磨制高挥发分煤种时发生爆燃的原因,结合该磨煤机的特点探讨在启停、运行以及断煤工况下的防爆措施。
关键词:双进双出钢球磨煤机、挥发分、爆燃、防爆
0 引言
在火力发电厂中,磨煤机是锅炉制粉系统的关键设备[1]。一般根据煤质、炉型等情况,选择合适的制粉系统和磨煤机型式[1]。某电厂异地新建两台350MW机组采用北京巴威前后墙对冲锅炉,设计煤种为挥发分10%左右的贫煤、自2019年改烧挥发分20%左右的神华煤。
使用双进双出磨煤机以来,经常由于燃用煤种和运行维护等原因,导致制粉系统发生各种故障[2]。比较突出的就是抽粉停磨后,滚筒内留有大量煤粉或在启停磨过程中以及断煤时多次出现煤粉爆燃情况,严重时将制粉系统两侧防爆门和热风管道膨胀节崩裂,被迫减负荷,严重影响机组安全经济运行[2]。
1 概述
每台炉配3台上海重型机器厂生产的MGS-4366低速双进双出钢球磨煤机。主要技术参数见表1。
双进双出钢球磨煤机的研磨原理与普通的单进单出钢球磨煤机相同[1],都是利用钢球的撞击和研磨的作用将原煤磨制成煤粉。
双进双出钢球磨煤机由两个相互对称的研磨系统组成,筒体两端均设有进料管和出料管。两端入口各设一台给煤机,原煤通过给煤机从料斗卸下进入磨煤机混煤箱内,经旁路风预干燥后,通过落煤管落到螺旋输送器内,靠螺旋推进器的旋转运动将煤送入正在旋转的筒体内。通过筒体的旋转运动将钢球提升到一定高度,钢球在自由泻落和抛落过程中对煤进行撞击和磨擦,直至将煤研磨成煤粉。
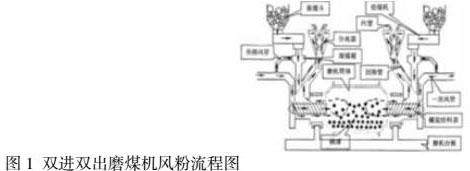
热一次风在进入磨煤机前被分为两路。其中一路为旁路风,旁路风作用:一是在混煤箱内与原煤混合对煤进行预干燥;二是保持在煤粉管道中拥有足够的输送煤粉的风速。另一路为容量风,进入磨煤机筒体内,输送并干燥筒体内的煤粉。风粉混合物通过螺旋输送器的中心管与中空管之间的环形通道输出磨煤机。煤粉、容量风及旁路风在螺旋输送器内混合在一起后进入动态分离器进行分离。通过调整动态分离器变频器频率控制磨煤机出口煤粉细度。分离出的煤粉细度不合格的煤粉靠重力作用经返煤管返回到返煤管底座,与原煤混合在一起重新进入磨煤机内研磨;合格的煤粉通过煤粉管道输送至喷燃器喷入炉膛内进行燃烧。如图1所示。
2 煤粉爆燃的影响因素分析
根据有关资料,煤粉发生爆炸的条件为煤粉积存、明火(足够的点火能源)、煤粉气流浓度合适。我们从这些条件来分析磨煤机爆燃的原因。
2.1 煤的影响
煤是磨煤机内的主要爆燃物质,在其众多特性中,爆燃特性、细度、浓度是决定煤粉是否发生爆燃的3个最重要影响因素[3]。
2.1.1 爆燃特性
煤的爆燃特性主要受煤的挥发分影响。挥发分越高,爆炸的可能性就越大。该厂最初燃用低挥发分的煤种时,从未发生过煤粉爆燃。自从燃用高挥发分煤后,在采用控制出口温度、投入消防蒸汽等防爆措施的情况下,仍时有爆燃情况发生。
2.1.2 煤粉细度
煤粉越细,爆燃风险越高[3]。因为煤粉越细,煤粉表面积越大,与热风接触越充分,在热风的加热作用下,挥发分析出的越快。另外,煤粉越细,与氧气接触越充分,特别是高挥发分煤粉自燃加剧,温度不断升高,能量集聚到一定程度,就会发生爆燃。
试验表明,煤粉颗粒dp>200μm时几乎不爆炸,粒度越小爆炸的可能性越大,当dp<125μm时,爆炸的可能性很大[4]。
2.1.3 煤粉浓度
在磨煤机中,不同煤种的煤粉存在一个最易爆炸的浓度区间。煤粉浓度太高,相应氧浓度就会很小,燃烧会因缺少足够的氧气助燃而中止;煤粉浓度太低,则会因缺少充足可燃物而使燃烧强度达不到爆燃的程度[3]。
磨煤机内部的煤粉浓度不易监视、不好控制,很难避开爆炸的浓度极限。一般停磨前,要进行抽粉,减少滚筒内积存的煤粉,防止备用磨中的煤粉自燃,同时也降低磨煤机再次启动暖磨过程中的煤粉浓度、防止启动过程中爆燃。
2.2 磨煤机的影响
2.2.1 磨煤机筒体
磨煤机筒体相当于一个密闭的空间。原煤在筒体内被研磨成很细的煤粉,当采用双进双出运行方式时,两侧容量风从中心筒进入滚筒内,将本侧大约1/3-1/2筒体范围的煤粉混合为风粉混合物,并通过螺旋输送器的中心管与中空管之间的环形通道输出磨煤机。这样就会在磨煤机滚筒长度中心附近形成一个风粉混合物死区。筒体越长、直径越大,筒体长度中心死区相对越大,空间积存的煤粉会越多。
正常运行时,磨内煤粉浓度很高,且钢球大都是砸在原煤上不会形成明火,无法达到爆燃需要的能量。当断煤、停运给煤机抽粉过程中,螺旋输送器内煤逐渐减少、阻力降低,容量风会在刚进入滚筒内就从环形通道输出磨煤机。此时,热风对磨煤机内煤粉的扰动和吹扫作用大大减弱,滚筒内死区范围增大且滚筒内煤粉浓度下降缓慢,长时间保持在最易爆炸浓度区间。随着滚筒内原煤的减少,钢球与钢球、钢球与护瓦碰撞、摩擦,易产生火花、引燃煤粉,产生爆燃。如图2所示。
机组停运前,按规定都要对磨煤机抽粉30-60分钟。抽粉过程中,主要参考磨煤机电流,接近空载电流后停运,但采用双进双出抽粉方式抽粉、停磨后,滚筒内仍留有大量煤粉。分析原因就是滚筒中原煤都被磨制成煤粉后,煤粉充斥在滚筒空间内,磨煤机电流降低接近于空载电流,但此时两侧容量风近乎短路,无法短时将滚筒内的煤粉输送走。停磨后,充斥在滚筒内风粉混合物中的煤粉浓度还很高,停磨后这些煤粉就沉积到滚筒底部。
2.2.2 钢球
钢球磨煤机是利用钢球的撞击和研磨的作用将原煤磨制成煤粉的。在磨煤机滚筒内原煤很少的情况下,很容易发生钢球间、钢球与滚筒护瓦间的碰撞,产生火花,成为煤粉爆燃的点火能源。另外在热风烘烤作用下,钢球温度很高、蓄热量很大,磨煤机停运后,未抽净的煤粉在钢球、罐体蓄热的持续加热下,极容易发生自燃。
2.3 热风温度
通过空气预热器可将一次风加热至300℃以上,并与冷一次风混合后,调节进入磨煤机内的一次风风量及温度。煤粉的燃烧主要是从挥发分析出着火开始的,因此,运行中主要根据煤质挥发分的高低决定磨煤机的出口温度。不同煤种挥发分析出温度和着火温度见表3。
滚筒内中热风对煤粉的加热再加上钢球撞击、挤压、研磨以及煤与滚筒衬板摩擦的作用,极易引燃高挥发煤粉。特别是在启停、断煤工况下,大量的热风加热小量的煤粉,在控制不当情况下,极易发生煤粉爆燃事故。
3 防爆措施
从上面的分析可知,磨煤机正常运行时,磨煤机内部煤粉浓度很高,只要控制好磨煤机出口温度,就可防止爆燃事故发生。磨煤机启停或断煤时磨煤机内的气粉混合物浓度最容易达到煤粉爆炸极限浓度。此时磨煤机出口气粉混合物的温度不易控制,且钢球与金属护瓦撞击加剧,极易产生火星点燃煤粉产生爆炸。
3.1 置换煤种
计划停磨检修时,提前对一个原煤仓上低挥发分贫煤。通过增大贫煤侧给煤量、减少另一侧给煤量进行平衡置换煤种。
通过观察磨煤机出口温度变化来判断置换进度。磨制神华煤时,在同样条件下,出口温度相对较低(70℃左右)。若在总给煤量不变的情况下,磨煤机出口温度逐渐升高,可认为贫煤已经进入磨煤机,这时停运高挥发分侧给煤机,改为单侧进煤双侧出粉的方式。这样完成置换煤种半个小时左右就可以安全停磨。
置换煤种过程中,需要注意燃烧变化情况,燃烧恶化及时投油助燃。
3.2 投用消防蒸汽
消防蒸汽取自辅汽联箱(压力0.7~1.2MPa、温度300~380℃),采用凝结水作为减温水。通过调整消防蒸汽管道上调整门和凝结水减温水门控制进入磨煤机内消防蒸汽压力(0.3~0.4Mpa)、温度(180~200℃)。消防蒸汽从磨煤机两侧热风盒喷入磨煤机内,对磨煤机内的煤粉起到降尘、增湿、降低氧气浓度的作用,从而达到防爆的功能。
投用消防蒸汽时要注意充分疏水,确保进入磨煤机内的全部为蒸汽,且温度合适,温度过高会对磨煤机煤粉起到加热作用,不利于防爆。疏水不净、进入水易造成煤粉板结,不好清除,板结时间长也会发生自燃。
3.3 降低磨煤机出口温度
燃用高挥发煤种时,严格控制磨煤机出口温度都是防止煤粉爆燃的一项基本措施。结合双进双出磨煤机的运行特点,通过跳闸磨煤机进口冷热风门降低磨煤机入口温度。
(1)启动暖磨时,在投消防蒸汽惰化后,适当开启热风门,控制容量风门前冷热风混合后温度保持在80℃左右,缓慢升高磨煤机出口温度至60℃以上,立即启动磨煤机、给煤机,保持给煤量10~15t/h。及时调整冷热风门控制磨煤机出口温度不超过70℃。
(2)停磨和断煤后,立即关小直至关闭热风门,开大冷风门,控制容量风门前冷热风混合后温度保持在80℃左右,降低磨煤机出口温度60℃以下,并及时投入消防蒸汽惰化。
3.4 降低煤粉细度
磨煤机出口各配备一台动态分离器,运行中可以调整变频器频率来改变煤粉细度。变频器频率高、煤粉细、反之则煤粉粗。
煤粉越细,爆燃危险性越大。正常运行过程中,变频器频率控制在42Hz~48Hz运行,煤粉细度4%~5.5%。当启停磨或断煤后,降低变频器频率至30Hz~35Hz。转速降低后,动态分离器系统阻力有所降低,加快了磨煤机中煤粉输出,充斥在滚筒内的煤粉变粗,减小了磨内煤粉爆燃的危害性,同时返回磨煤机的粗粉量相应减少,进一步降低磨煤机滚筒内的煤粉浓度,也有利于防止煤粉爆燃。
3.5 改为单进单出运行方式
双进双出磨煤机运行方式灵活,可根据具体情况进行选择。主要有以下几种运行方式:双进双出、双进单出、单进双出、单进单出。
从前面的分析可知,该磨煤机在双进双出运行方式下,磨煤机滚筒内存在死区,从而使煤粉无法抽净,在其它条件满足的情况下,集聚在内部的煤粉很容易发生爆燃。
从老厂单进单出钢球磨煤机磨制同样高挥发分煤种从未出现过爆燃以及停磨抽粉后滚筒内煤粉能够全部抽净的情况来看,在停磨和断煤时,可以将双进双出方式切换为单进单出方式,从而快速将磨煤机滚筒内的煤粉输送出去。
采用单进单出方式时,需要注意以下问题:
(1)炉膛内热容积分布不均匀,但对于直流炉来说,不会影响到水循环的安全,此种方式时间不会太长,因此只需要监视水冷壁温差不太大即可;
(2)热风阻力相对增大,需要适当增加进入磨煤机的热风压力,监视好磨煤机出口粉管的风速,防止煤粉管堵管。
3.6 加强料位测量维护
磨煤机采用差压测量和吊耳料位两种煤位测量装置。加强两种测量装置的维护,给运行人员提供准确的煤位信息。
4 结束语
本文从运行角度出发,主要利用双进双出磨煤机的特点,通过采取防止煤粉爆燃的技术措施,确保了磨煤机在各种变工况下安全稳定运行。
参考文献:
[1]陈梅倩 林 江 白绍童 刘永刚.双进双出钢球磨煤机技术的现状及发展前景.河北电力技术.1997年第4期.
[2]张晓华.MGS4060A 型双进双出钢球磨煤机故障原因分析及处理措施.河北电力技术.2013年12月增刊
[3]章劲淞.双进双出钢球磨煤机燃用褐煤防爆技术分析.华电技术.2013年第11期.
[4]李化 高聪 苏丹 等.烟煤粉爆炸特性试验研究[J].四川大学学报.工程科学版.2009(11).
[5]靖长财.采用惰化介质防止锅炉制粉系统煤粉爆炸[J].电站辅机.2004年9月.总第90期第3期.

 京公网安备 11011302003690号
京公网安备 11011302003690号


