



- 收藏
- 加入书签

不锈钢MIG焊角焊缝焊接质量提升研究
 打开文本图片集
打开文本图片集

摘要:不锈钢MIG焊因其高效性和适应自动化焊接的优势,在工业制造中得到广泛应用。但是在角焊缝焊接过程中,常出现熔合不良、焊缝流挂、成型不均等质量问题,影响焊接结构的可靠性。分析焊接材料、焊接参数、保护气体及焊接方法对焊缝质量的影响,并通过工艺优化试验进行了改进。
关键词:不锈钢MIG焊;角焊缝;焊接工艺优化;保护气体;焊接质量提升
引言
随着制造业的快速发展,其中不锈钢材料因其优异的耐腐蚀、高强度和良好的机械性能,在化工、食品加工、医疗设备、建筑结构等领域得到了广泛应用。不锈钢制压力容器、管道、结构件的制造过程中,焊接质量直接影响产品的使用寿命和安全性。传统的不锈钢焊接工艺主要采用手工氩弧焊(TIG)和手工电弧焊(SMAW),虽然这些方法能够提供较高的焊接质量,但其焊接速度较低,生产效率难以满足现代制造业对高效生产的需求。因此,为提高焊接效率,MIG(熔化极惰性气体保护焊)焊接工艺逐渐在不锈钢焊接领域得到推广应用。MIG焊接相对TIG焊接具有明显的效率优势,其焊接速度可达到TIG焊的3~5倍,同时能够实现自动化或半自动化焊接,从而提高生产效率,降低人工成本。然而,在实际应用过程中,MIG焊焊接角焊缝仍然面临着焊接质量问题,如焊缝流动性差、成型不良、熔合不足、焊缝流挂等。这些问题不仅影响焊缝的美观性,还可能降低焊接接头的力学性能,甚至导致焊接缺陷,影响产品的安全性。
1 不锈钢MIG焊角焊缝焊接现状与问题分析
1.1 焊接工艺及材料参数
1.1.1 316L不锈钢焊接材料的用途
316L不锈钢对多种酸、碱、盐等化学物质都有较好的耐受性,能在不同的化学环境中保持稳定的性能,可用于处理各种腐蚀性介质的场合,广泛应用于化工设备、食品加工设备等领域,具有优异的耐腐蚀和焊接性能。在MIG焊接过程中,通常采用ER316L焊丝,其成分与母材相近,能够保证焊接接头的耐腐蚀和力学性能。由于不锈钢的热膨胀较系数大,焊接过程中容易产生裂纹热和变形,因此要选择合适的焊接材料。在实际应用中,为了改善焊缝流动性和成型效果,通常选择含有硅元素的焊丝,以提高熔池的润湿性,从而优化焊缝质量。
1.1.2 MIG焊接工艺参数(焊接电流、电压、气体种类等)
MIG焊接工艺的焊接参数对焊缝成型和质量有直接影响。焊接电流一般控制在160-240A之间,电压范围为21-24V,以保证稳定的电弧燃烧和足够的熔深。过高的电流和电压可能导致焊缝金属流挂,而过低的电流电压,不同焊接速度、焊丝直径、焊枪角度等参数也影响焊接质量。在本研究中,我们采用标准GMAW(熔化极气体保护焊)工艺,并在焊接过程中优化相关参数,以提升不锈钢角焊缝的焊接质量。
1.1.3 保护气体的作用与选择
MIG焊接过程中,保护气体的选择对焊缝的流动性和成型至关重要。纯氩气虽然能够提供稳定的电弧,但熔池润湿性不足,容易导致焊缝形态不良。因此,在本研究中,我们尝试了不同的保护配气体比,如氩气+1%氧气、氩气+2%氧气以及表明添加氧气能够改善熔池的流动性,提高焊缝的成型效果,经焊接试验,最终选定氩气+2%氧气作为优化的保护气体方案,以提升焊接质量。
1.2 角焊缝质量问题分析
1.2.1 主要焊接缺陷:熔合不良、焊缝流挂、焊缝成型差
在不锈钢焊角焊缝焊接过程中,常见的焊接缺陷主要包括熔合不良、焊缝流挂以及焊缝成型不良。熔合不良主要是由于焊接热输入不足,导致母材与焊缝之间未能充分熔合,形成局部缺陷,影响焊接强度。焊缝流挂则主要发生在立焊或横焊位置,由于不锈钢熔池粘度较高,在重力作用下易出现接头金属下坠现象,导致焊缝形状不均匀焊缝成型不良。与焊接参数、保护气体配比以及焊接操作紧密相关,若焊接电流过大或焊接速度控制不当,均可能导致焊缝表面不平坦、焊脚尺寸偏差等质量问题。
1.2.2 质量数据统计与案例分析
为了分析焊接质量问题,对实际生产中的焊缝质量数据进行了统计分析。结果表明,在最初MIG焊接工艺条件下,角焊缝的合格率78%,主要问题集中在熔合不良(占缺陷总数的40%)、焊缝流挂(占30%)以及焊缝成型不良(占20%)。例如,在某批次焊接试验中,发现焊缝边缘熔合不良,经过分析发现焊前未进行表面处理;在立焊和横焊时,由于采用了大电流焊接,焊缝金属流动性缺陷,导致熔下坠落,形成焊缝流挂现象。通过调整焊接参数、优化保护气体配比并加强焊接前处理,这些缺陷得到了明显改善,焊缝质量合格率提高到95%以上,表明优化工艺对不锈钢MIG角焊缝质量提升有显着效果。
2 影响不锈钢MIG焊角焊缝质量的关键因素
2.1 人员操作技能与经验
焊工的技能水平直接影响焊接质量。在不锈钢MIG焊角焊缝的生产实践中,调查发现部分焊工长期从事碳钢焊接,对于不锈钢材料的焊接特点认识不足,仍沿用碳钢焊接的操作方法。例如,在碳钢MIG焊接中,通常采用最高的电流和电压值达到较深的熔深,而对于不锈钢就而言,这样的工艺参数可能导致焊缝流挂、熔合不良等缺陷。不锈钢对热输入较敏感,焊工对焊枪角度、焊接速度的控制不当也很容易导致焊缝成型不良。针对焊缝的焊接成型不良,包括对不锈钢焊接特性了解、正确的焊接参数设定、焊接技能提升等,均属提升焊接质量稳定性的因素。
2.2 焊接工艺参数对焊缝质量的影响
焊接参数(如电流、电压、焊接速度等)是影响焊缝质量的关键因素。焊接电流过大导致焊缝金属过度熔化,流动性降低,容易流挂缺陷;电流过小导致熔深不足,出现熔合不良问题。焊接速度过快使焊缝金属未能充分铺展,而速度过慢则可能导致热输入过大,焊缝氧化严重。表明,控制焊接电流在160-240A,电压21-24V,并结合合理实验的焊接速度,可以有效减少焊接缺陷,提高焊缝质量。另外,合理的焊丝直径(如Φ1.0mm或Φ1.2mm)和适当的焊枪摆动方式也是影响焊缝成型的重要因素。
2.3 保护气体配比的影响
MIG焊接采用的保护气体不仅影响电弧稳定性,还决定了熔池的流动性和焊缝成型效果。实验发现,纯气压保护虽然能够提供稳定的电弧,但由于熔池的润湿性差,焊缝流动性较低,容易出现成型不良问题。添加少量氧气(1%-2%)能够提高熔池的润湿性。另外,氧气的加入虽然可以增强电弧稳定性,但在不锈钢焊接中会增加焊缝的氧化程度,影响耐腐蚀性。因此,采用氩气+2%氧气作为优化方案,可有效改善焊缝质量,提高焊接配方一致性。
2.4 焊接环境影响
焊接环境条件(如风速、湿度、焊接位置等)对焊接质量同样具有显着影响。由于MIG焊接对气体保护效果要求较高,若风速超过2m/s,则可能导致保护气体扩散,影响焊缝质量。另外,环境湿度过高可能导致焊接区域水汽凝结,形成孔气缺陷。对于角焊缝而言,焊接位置(如平焊、立焊、横焊)对焊缝成形影响增大,平焊时熔池较易控制,而立焊和横焊时熔池受重力影响增大,容易出现焊缝流挂现象。所以,在不同的焊接位置需要调整焊接参数,例如横焊时应采用较小电流、短弧焊接,以减少熔池下坠,提高焊缝质量。
2.5 材料特性对焊接成型的影响
不锈钢材料不同于碳钢,具有较高的热膨胀系数,这使得焊接过程中易产生焊缝收缩变形和成型不良问题。另外,不锈钢表面易生成氧化膜,若焊前未进行充分清理,可能导致熔合不良,影响焊缝质量。实验表明,焊前采用机械或化学清洗等方法可以有效去除氧化膜,提高焊接接头的结合质量。另外,在多层焊接过程中,层间清理很重要,以同样方式去除焊接过程中产生的氧化物,提高层间熔合效果。
3 焊接工艺优化试验与验证
3.1 保护气体优化试验
在不锈钢MIG焊接过程中,保护气体不仅影响焊接电弧的稳定性,还决定了熔池的流动性和焊缝成型效果。为了研究不同保护气体配比对焊缝质量的影响,本研究对三种常见的保护气体进行了对比试验,分别是:
(1)氩气+1%氧气(Ar+1%O₂)
(2)氩气+2%氧气(Ar+2%O₂)
(3)氩气+2%二氧化碳(Ar+2%CO₂)
3.1.1不同保护气体对焊缝流动性和成型的影响
在实验过程中,采用相同的焊接参数(电流180A、电压22V、焊接速度25cm/min),分别在三种保护气体环境下进行焊接,并记录焊缝成型情况。
(1)氩气+1%氧气(Ar+1%O₂)
焊接过程中电弧较稳定,飞溅较少,焊缝表面成型较好,但熔池流动性改善有限,部分焊缝出现轻微熔合不良现象。
(2)氩气+2%氧气(Ar+2%O₂):焊缝流动性明显改善,焊缝宽度均匀,成型良好,熔合质量较高,焊缝边缘较为平整,焊接缺陷明显减少。
(3)氩气+2%二氧化碳(Ar+2%CO₂):电弧更加稳定,熔深较大,但焊缝表面氧化严重,焊缝表面呈现较多焊渣,影响后续的耐腐蚀性能。
3.1.2试验结果分析
从试验结果来看,氩气+2%氧气(Ar+2%O₂) 作为保护气体的最佳选择,不仅改善了熔池流动性,减少了熔合不良问题,同时焊缝成型均匀,提高了焊接质量。因此,在实际生产中,推荐使用Ar+2%O₂作为不锈钢MIG焊接的保护气体。
3.2 焊前及层间清理的必要性
焊接前和焊层之间的清理对焊缝质量有着重要影响。不锈钢表面易生成氧化膜和油污,若不清理干净,会影响焊缝金属的润湿性和熔合质量。
3.2.1焊前打磨处理对焊缝边缘成型的影响
为了研究焊前处理对焊缝质量的影响,进行了两组对比试验:
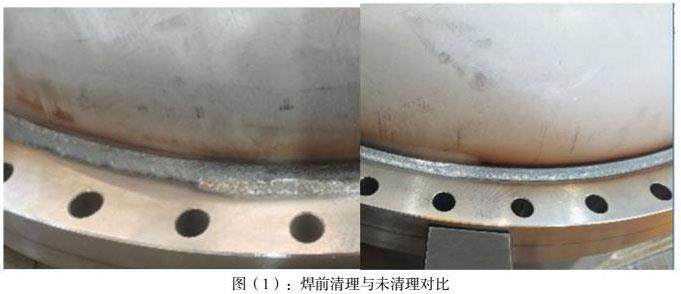
(1)未清理母材直接焊接焊缝边缘不均匀,熔合区域存在黑色氧化物,部分区域出现焊缝流挂。
(2)母材经过机械打磨清理后焊接:焊缝边缘均匀,熔合良好,无明显焊接缺陷,焊接质量提升明显,如图(1)焊前清理与未清理对比。
3.3多层焊接过程中层间清理的重要性
多层焊接时,每一层焊道的清理工作同样不可忽视。若层间未清理,可能导致焊缝夹杂氧化物,影响层间熔合质量,增加焊缝内部气孔和夹渣的风险,降低焊缝力学性能。试验表明,采用钢丝刷或砂轮对层间焊缝进行清理,可有效去除氧化层,提高焊接接头的结合强度,减少焊接缺陷。
3.4 不同焊接方法对角焊缝质量的影响
(1)平焊位置:摆动焊 vs压道焊
在平焊位置下,试验对比了摆动焊和压道焊两种焊接方法对焊缝成型的影响。
摆动焊适用于12mm以下的焊缝宽度,能够通过焊枪的横向摆动均匀分布焊接熔池,焊缝成型较好。压道焊适用于12mm以上的宽焊缝,通过小电流、分层压道焊接,控制焊缝流动性,减少流挂和熔合不良现象。
(2)横焊位置:小电流、短弧长压道焊的应用
横焊位置由于受重力影响,熔池容易下坠,导致焊缝流挂。试验采用小电流(140-160A)、低电压(18-20V)、短弧焊接方式,通过控制熔池大小和流动性,提高焊缝成型质量。试验结果表明,小电流、低压弧长的压道焊接方式能够有效改善横焊位置的焊缝质量,减少焊缝流挂,提高焊接一致性。
3.5 试验结果及焊接质量评价
3.5.1试验焊缝质量对比分析
通过对不同优化工艺的焊接试验,统计焊缝缺陷率及焊接合格率如下:
试验结果表明,采用优化的保护气体、焊前清理以及调整焊接方法后,焊缝质量得到了显著改善,合格率提高至95%以上。
3.5.2采用优化工艺后的焊接效率提升情况
优化后的焊接工艺不仅提高了焊缝质量,同时焊接效率也有明显提升。传统TIG焊接效率为MIG焊的1/3至1/5。采用优化的MIG焊接工艺后,焊接速度提高30%,焊接生产效率明显提高。
结束语
通过优化不锈钢MIG焊角焊缝的焊接工艺,提高了焊缝质量和焊接效率。进一步探索智能焊接系统的应用,通过实时监测焊接参数和熔池状态,实现焊接过程的精准控制,提高焊接一致性和质量稳定性。在保护气体优化方面,可以尝试混合气体动态配比技术,根据不同焊接工况智能调节气体成分,进一步优化焊缝成型效果。此外,随着新型焊接材料的不断发展,可研究更适合MIG焊接的不锈钢焊丝和助焊剂,以提高焊接接头的耐腐蚀性和力学性能。未来,结合数字化焊接管理,利用大数据分析和人工智能算法优化焊接工艺,将是提升不锈钢MIG焊接质量的重要方向。通过不断完善焊接技术,提升自动化水平,推动焊接制造向智能化、高效化发展,以满足更高标准的工业应用需求。
参考文献
[1]毕学松,侯艳喜,尚鹏,等.5083铝合金激光-MIG复合单面焊双面成形打底焊工艺优化[J].机械工程材料,2024(003):43-49.
[2]韩世涛,陆宏韬,林相远,等.6系铝合金MIG点焊模式的焊接质量提升措施[J].金属加工:热加工,2022(007):33-37.
[3]李会,郭继祥,何小勃,等.铝合金MIG焊常见焊接缺陷分析及预防措施[J].电焊机,2013(004):72-76.

 京公网安备 11011302003690号
京公网安备 11011302003690号


