



- 收藏
- 加入书签

静配中心自动排药机智能化控制系统设计与关键技术研究
 打开文本图片集
打开文本图片集
摘 要:医院静配中心用的自动排药机(也别称排药一体机)在国内医院的应用最近几年才刚刚兴起,实践证明,静配中心自动排药机是医院提升排药配药效率与安全性的关键设备。自动排药机设备的发展经历了一段曲折的道路,市面现有的排药一体机的排药效率还有比较大的提升空间。本文通过对比分析溶媒供料、贴签、药篮传送、针剂发药、药篮码垛等工序的技术瓶颈,提出基于多模组并行控制与机器视觉定位的智能化解决方案。通过案例实证,该方案实现排药速度≥900袋/小时、工序节拍≤4秒,为自动排药的医药自动化设备高效集成提供理论支撑。
关键词:自动排药机;排药一体机;静配中心(PIVAS);静配自动化;医药自动化;工序节拍优化;智能控制系统
引言
根据中共中央国务院印发的《“健康中国2030”规划纲要》,对医院提出的提升医疗服务水平和创新医疗卫生服务供给模式等要求,医院需通过智能化自动化设备提升服务效率。静配中心每日处理数千袋输液,传统的人工模式,在溶媒捡取、按处方贴签、装篮,排药入篮,等等各个环节,都存在错误率高,审核环节负担大,排药配药效率低等问题。市面早期面市的排药一体机,排药效率约300袋/小时,最近经过优化的产品,排药效率能达到500袋/小时,仍然不能满足要求。本文基于多家三甲医院的调研数据,同时深入分析了现有排药一体机的存在问题,提出自动排药机多工序协同优化解决方案,助力医药自动化技术落地实施。
1 自动排药机的使用场景分析
1.1 输液袋“生产”过程概述
从每个输液袋的捡取,输液袋上贴的标签打印与贴标,根据处方拿取安瓿或者西林等针剂药品,汇总后存入单独药蓝,再把排好药的多个药蓝,送到调配间,在专门的调配间把针剂药品按要求转移到输液袋,完成加药的输液袋汇总后,通过分拣,把各个科室的输液袋汇总,再送到各个科室的护士站。这个过程可以定义为输液袋“生产”过程。
1.2 医院配液工作量大且要求严格
按一个3千张床位的输液用药量计算,每个住院病人每天输液3~5袋,一个医院的配液工作量约为一万袋。这十几个工序中,每道工序都有要求三查七对等各种管理要求,绝对保证不能出错,所以这个工作量是巨大的。
1.3 医院静配中心自动化设备应用现状
把输液袋从医院大库流转到最后病人使用之前,涉及到十几道工序,把某道工序或者某几个工序完成的功能引入自动化设备,可以减轻医护人员工作量与确保用药安全。在当前自动化技术发展情形下,大多数医院静配中心已经引入了带有视觉识别功能的贴签机,分拣机,自动配药机器人等等各种自动化设备。虽然很大程度减轻了输液袋生产过程的人力工作量,但是这些自动化设备都是各自为战,各设备之间的工序药品流转,还是依赖人力完成。效率提升与对人力依赖减少都还有较大优化空间。
1.4 自动排药机的功能与优势
文字研究的自动排药机,把输液袋捡取,贴签,装篮,针剂发药,汇入药蓝,最后把排药完成的药蓝码垛,这些工序过程整合道一台机器中,自动完成药品流转排放。自动排药机,可以进一步提高静配中心排药配药的自动化程度,进一步减轻人力依赖与降低出错风险。
2 自动排药机内部工序技术分析与工艺概述
2.1 溶媒捡取
从技术的角度,自动排药机的第一道工序,溶媒(医院大部分情况下输液袋也称溶媒)的捡取,就分两种模式:一种模式为嵌入微型溶媒二级库,第二种模式为溶媒小车模式;无论哪种模式,都是在相对小的空间里,做到约2000~3000袋的溶媒缓存与捡取。
2.2 溶媒贴签
市场现有的溶媒贴签技术有敷贴模式和吸签压贴模式;敷贴模式相对的更快速,而且不容易出错,不需要多投入SCARA或者6轴机械手。
2.3 药篮缓存与发放(一传)
一般的要求自动排药机需要能缓存一定数量的药篮,缓存的药篮还需要能自动发放与传送,发出后的药篮传送到贴签模组的出料口位置等待贴完标签的溶媒进入,此传送为该药篮的第一次传送。根据自动排药机的设计性能指标,在可控空间前提下缓存的药篮数量要能达到500个。
2.4 药篮传送(二传)
贴过标签的溶媒进入到药篮模组发出的药篮中,带有溶媒的药篮通过传送机构传送到针剂发药模组相应的发药口,此处为药篮的第二次传送;针剂发药模组有多台组合排药的情形下,药篮发送到哪个针剂发药模组的发药口,要根据发药服务器,根据模组的库存情况,模组的忙闲情况,动态分配。
2.5 针剂发药
针剂发药机,根据当前药篮的处方信息,发出相应的针剂药品,汇总放入当前药篮中。针剂药品分安瓿瓶药品和西林瓶药品两大类,针剂发药机的发药机构,要能同时支持两大类药品的发放。
2.6 药篮传送(三传)
汇入好针剂发药机发出的针剂药品的篮子,需要通过内部的流转机构传输到码垛模组,完成药篮码垛。当有多个针剂发药模组情形下,完成配药的药篮汇总时,要解决路径空间竞争问题,三传要对每个针剂发药模组出来的药篮在汇总之前要能缓存一到两个药篮,以便针剂发药模组发完一个药篮能立刻进行下一个药篮的发药,而不用等待。
2.7 药篮码垛
单台自动排药机,至少要具备两个码垛模组,完成码垛的药篮等待人工拿取与转移。自动排药机的机外下一道工序应当为人工二次审核,核对后送到调配间。后序工序不在文章的讨论范围。
3 自动排药机的技术难点分析与解决方案
对于医院的静配中心,常规大小的医院,每天一个批次的排药工作量约为3000袋,工作时间为约4个小时,由于静配中心的规划设计场地都相对紧张,一般情况下只能允许摆放一台自动排药设备,这样就要求自动排药机的“产能”至少要超过800袋/小时。如果考虑中间耗材补充时间,供料切换等因素对节拍的影响,每小时设备理论产能至少要达到900袋。就是上述的每个工序环节都不能超过4秒,节拍4秒对涉及到的多个工序要求是相当苛刻的。
3.1 溶媒捡取难点与技术分析
在自动排药机中,溶媒供料目前有两种形式,一种是溶媒小车供料模式,另外一种是溶媒二级库供料模式。两种供料模式,各有优缺点,必须根据自动排药当前工序设计的节拍指标选择适合的模式。
3.1.1 溶媒二级库模式
在自动排药机中,溶媒的供料采用溶媒二级库模式,指的是自动排药机内部模块嵌入了一个微型溶媒二级库,而不是指和自动排药机外部的医院存放溶媒物理二级库的模式,因为自动排药机和医院的实际溶媒二级库通过料箱机械手搬运溶媒料箱虽然也能实现溶媒供料,但是这种供料的实时性还是比较难以保证,另外,每家医院的溶媒二级库与自动排药机实际装机位置都完全不同,另外还要额外增加料箱机械手的成本开销和系统维护开销,就是每家医院的项目实施都要求定制化,对场地有要求,对产品推广不利。
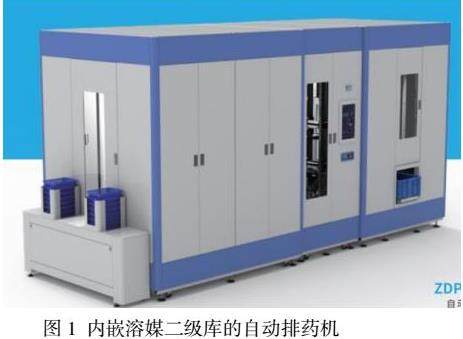
内部嵌入式的微型溶媒二级库,可以解决上述问题。溶媒料箱的周转只在内部进行,速度相对和外部二级库供箱方式要快很多。溶媒料箱在600mm长X400mm宽X230mm高的尺寸下50ml的溶媒,约可以放置90袋。如图1,嵌入式的料箱约能缓存32个,总库溶媒缓存约2500袋,这样能满足一个批次的排药溶媒数量要求
3.1.2 溶媒小车模式
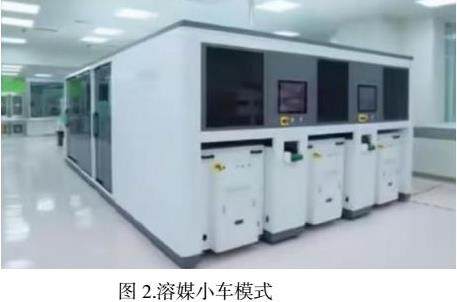
有些厂家的排药一体机,溶媒小车采用的是3台小车供料,每台小车缓存约600袋,整机约能缓存1800袋,机外可以有若干待料溶媒小车,排药机在排药过程中,可以抽出内部当前不供料的小车与满料待料小车调换,这样溶媒供料理论上数量不受限。下图所示,就是配置三台溶媒小车的排药一体机实际场景。
虽然溶媒小车供料相比嵌入式料箱二级库的模式,多有一个把溶媒往料箱上摆放的工作量,但这种模式小车存放的溶媒是系统指定的,而且方向是固定的,朝向也是固定的,这样溶媒识别只要平面识别,即文字识别即可以,而料箱方式,如果料箱不是月饼盒模式定制分格摆放,则溶媒识别要求3D识别,现有技术条件下,3D识别配置硬件到位算法到位的情况下,识别速度任然要约需3秒,留给识别完成后的机械抓取动作时间不够多,这和我们节拍要求就不吻合。如果料箱采用分隔定制摆放,则料箱规格众多,往料箱存料工作比较麻烦。而溶媒小车的视觉采用平面识别,视觉识别模块通过OpenCV算法提取溶媒边缘特征与文字特征,识别速度<0.3秒/袋,视觉识别的时间占用对节拍的影响极小。
实验证明,溶媒小车存放溶媒和溶媒料箱存放溶媒,溶媒小车对溶媒的适应性药比溶媒料箱的适应性要好很多,本文设计的方案采用溶媒小车的模式,单机设计了8台溶媒小车,左右两边各4台,每台溶媒小车约存600袋,整机缓存约4800袋,完全可以满足一个批次用量。
采用8台溶媒小车设计,溶媒种类可以支持到8种,溶媒切换几乎可以做到无缝切换。效率显然比3台溶媒小车高。另外左右各设计一个SCARA机械手负责4台小车,这样两组溶媒供料,能完全满足溶媒供料环节的节拍小于4秒的要求。
3.2 药篮的发放与一传的难点与技术分析
药篮从堆套存放状态,到单个发出与传送到指定位置,节拍控制在4秒,要求也相当高,发篮机构与传篮配合需要精准高效;
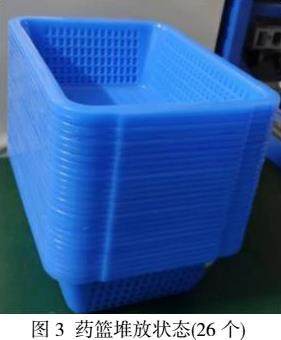
全国各医院的静配中心使用的小药篮,尺寸和形状不尽相同,如图1所示的这种药篮,比较有代表性。药篮堆放一起时,药篮边缘之间的缝隙几乎为零,紧密贴合在一起。如图一,我们需要把最上面第一个药篮通过定制机械手拎出来放到传送机构上,或者最下面一个药篮剥离出来,自动掉落在下方的传输皮带上。
3.2.1 最下面药篮剥离方法
这种办法,要求倒数第二个以上的药篮,需要有挟持机构先挟持住,然后松开最下面的托举机构,让最下面的药篮因重力作用自由落下。实际验证,这种方法问题比较多。因为夹持容易引起药篮轻微变形,导致最下面药篮掉落不顺畅。另外即使不发的药篮不变形,最下面药篮因摩擦力原因而有概率掉落失败,或者不顺畅,发篮可靠性不好。另外单个药篮发放的动作太多,即便每个动作都采用高速伺服驱动,发篮流程执行完也需超过3秒(不含传输时间),满足不了设计节拍需要。当然,从最下面发出还有螺旋分料机构的办法,这种办法动作相对少。针对这种码放自摞紧的物料几乎没有间隙的篮子,还需专门研发验证。
3.2.2 最上面药篮插入提起方法
这种方法是从上面第一个药篮和第二个药篮的边缘,从篮堆左右两边同时相向插入尖头的刀片,插入深度小于药篮边缘深度,然后整个机构上行略超过一个篮子的高度。这种方案比上述的第一种方案相比,不需要克服整垛药篮的整体重量,只需检测第一个药篮的高度即可以。因为药篮初始堆垛过程是人工随机码放的,药篮高度是不确定的。另外发篮过程高度也是动态变化的,所以发篮的第一步,要求精确检测到篮堆上沿的高度,然后减去边框的厚度,找到刀片插入点的高度方向坐标。如果检测不准,切篮的刀片尖头,就容易损毁药篮,或者导致发篮失败。
3.2.3 最上面药篮夹取提起方法
本系统设计,采用的是这种上药篮夹持提起方案,这种方案和尖头刀片方案有共同点,都是要检测药篮的高度,不同点在于,用一个夹持机构夹取药篮的左右两边。实际测试证明加持深度设计在篮边缘高度的一半,正负2mm偏差,都不影响药篮夹持。药篮夹持深度准确性要求比较低,而且对药篮本身姿态水平度要求也比较低,这种方式和尖头刀片插入方式比,整个发篮系统的安装要求,控制精度,码放要求都比较低,发篮的可靠性容易保障。
3.3 针剂排药发放难点与技术分析
从现有多个三甲医院的排药配药历史数据分析,每个输液袋平均需配药3种以上,单台针剂发药模组完成4秒节拍的排药任务是不现实的。所以自动排药机,在安装空间允许的前提下,需设计多个针剂发药模组并行工作,才有可能满足节拍要求。
3.3.1 针剂发药模组数量设计要求
单个针剂发药模组的3种药品排药节拍是12~16秒,所以,至少设计4个相互独立的针剂发药模组,才能做到总节拍4秒。由于医院场地空间的限制,单机体积要求尽量小,一般三甲医院针剂类药物常用的不超过140个品种,每个针剂发药模组在支持约160个品种的前提下(多设计一些品种是为了满足用量大的药品能多存几个轨道),尺寸要足够小。本方案设计的针剂发药模组,对针剂药品的存储方式,发放方式,抓取机械手本身,都做了优化设计,能满足设计要求。
3.3.2 药篮二传的设计要求(处方身份确认)
药篮二传,需要把上一个工序传出的,装有一个贴过签的溶媒的药篮,精准送入各个针剂发药模组的发药口,贴签是根据处方贴的,贴签完毕装篮后的溶媒对应处方是确定的,只要保证各个针剂发药模组的药篮通道是畅通的,有序的,不错位,针剂发药模组就能根据发出找到对应的针剂药品。
3.3.3 药篮处方识别采用RFID模式
贴签过程是知道处方ID的,在一传过程完成药篮ID和处方ID绑定;在针剂发药模组处再次识别药篮ID,从而根据药篮ID找到处方ID再找出需要排药的药品(解绑)。这种方式是一种解决方案,但需要对常规药篮进行改造(粘贴RFID标签),这个会额外增加工作量,也需要在各节点增加RFID读卡器。另外未排药配药的药篮和完成排药配药的药篮在一个药篮传输通道上传输,针剂发药模组识别到需要配药的药篮后,需要提取药篮,确保药篮让开传输通道,而配药完成后再次放入药篮传输通道的时候,又要避开通道上药篮。这种药篮处理模式影响通道传输效率,也严重影响整体排药配药效率。
3.3.4 药篮处方识别采用独立通道传输模式
本方案设计采用4独立通道在巷道垂直堆放模式,4独立通道药篮进与出两端,都有一个垂直药篮升降机,这种模式,可以不用改造现有药篮(贴RFID标签),更关键的是,各针剂发药模组药篮通道独立,则传入和传出的药篮,都有缓存空间,针剂发药模组与药篮传输通道不需要相互等待,这样就能最大程度发挥每个针剂发药模组的排药配药能力,从而保证整个自动排药机的产能。
3.4 药篮三传与码垛难点与技术分析
按自动排药设计目标分析,最后完成排药配药的药篮输出节拍是4秒,如果只有单个码垛机构,则对码垛机构的要求比较高,按数量码垛完成后如果不能自动挪离码放点,则要求工作人员要及时处理。这个对人的要求是比较高的。如图1左边所示,本设计采用了2个码垛机构,假设一个机构码垛15个完成配药的篮子,按4秒节拍设计,完成一个完整码垛的时间约1分钟,这样工作人员有足够的反应时间。
4 结论与建议
本文论述的方案,对自动排药机涉及的每个工艺环节都做了很大程度的优化,每个环节都按效率节拍要求进行设计与优化,优化同时涉及排药软件(系统服务器排药流程控制)、排药硬件(电控)、排药结构(模组机构设计与模组布局)。自动排药产能能够真实达到900袋/小时产能。本文论述自动排药机,设计时建议为后续留好升级换代的空间,比如溶媒小车,可以升级为自动AGV小车,自动排药机与医院溶媒二级库溶媒传递通过AGV小车自动寻迹,可以进一步提升产品的自动化程度,减少人力依赖。
参考文献
[1] 国务院公报 > 2016年第32号《“健康中国2030”规划纲要》
[2]YY 0505-2012《医用电气设备 第1-2部分:安全通用要求》
[3]国家药监局. 医疗设备可靠性评价指南(YY/T 1474-2016)
[4]ISO 13485:2016《医疗器械质量管理体系用于法规的要求》
作者简介:赖仰贵 1972年6月4日 男 闽汀 汉族 大学本科 工程师,技术总监 上海贝林尔智能系统有限公司 研究方向: 医药自动化

 京公网安备 11011302003690号
京公网安备 11011302003690号


