



- 收藏
- 加入书签

基于PLC技术的大容量锂锂离子电池生产线涂布电气自动控制研究
 打开文本图片集
打开文本图片集
摘要:针对大容量锂离子电池涂布生产线中涂布厚度不均匀、生产效率低等问题,开展基于PLC技术的涂布电气自动控制研究。通过构建涂布电气控制参数模型,建立了张力、速度和位置的数学模型,实现了对涂布过程中关键参数的动态调控。通过设计涂布不停机换卷控制方法,控制新料卷的线速度、张力和切割时机,避免了因换卷导致的涂布质量下降。基于PLC技术的控制模拟量转化与自动控制,利用高精度AD模块和PID算法,实现了对卷取速度、张力及卷径等参数的采集与实时调节,进一步优化了涂布工艺的自动化水平。通过对比实验证明,基于PLC技术的控制方法在涂布厚度均匀性和生产效率方面均优于现有控制方法,涂布厚度波动范围控制在±1μm以内,生产效率提升至10m/min,为大容量锂离子电池的高质量生产提供了可靠的技术支持。
关键词:PLC技术;自动控制;生产线;锂离子电池;大容量;
中图分类号:TP391 文献标识码:A
0引言
随着新能源产业的快速发展,锂离子电池作为核心储能器件,其生产效率和产品质量直接影响到整个产业链的竞争力。涂布工艺是锂离子电池生产中的关键环节,其精度和稳定性对电池性能有着重要影响。近年来,自动化控制技术在涂布生产线中的应用逐渐成为研究热点。章周伟[1]等人提出了一种基于IPC+TwinCAT3平台的巡边框胶涂布控制系统设计,通过集成工业计算机(IPC)和TwinCAT3软件平台,实现了涂布过程的高精度控制。然而,该研究主要针对边框胶涂布,未涉及大容量锂离子电池涂布的复杂工艺需求,且在系统扩展性和多机协同控制方面存在一定局限性。中国造纸,2023,42(1):93-98则基于CIE色度系统研究了烟草薄片涂布率的检测与控制,为涂布均匀性提供了新的检测方法[2],但其研究场景与锂离子电池涂布存在较大差异,尤其是在高粘度浆料涂布和高速连续生产方面的适用性不足。
针对上述研究的不足,本文以PLC(可编程逻辑控制器)技术为核心,结合大容量锂离子电池涂布工艺的特点,设计了一套高效、稳定的电气自动控制方法。
1构建涂布电气控制参数模型
涂布电气控制参数模型是实现涂布工艺自动化的核心组成部分,涵盖了张力控制、速度控制和位置控制三大关键领域。通过构建精确的数学模型,对涂布过程中的核心参数进行实时监测与动态调控,从而确保涂布质量的稳定性和一致性。在张力控制模型中,物料张力的产生主要源于外界因素引起的弹性形变。例如,当物料在涂布过程中受到拉伸时,其长度会发生变化,进而产生内部应力[3]。这种应力的大小与物料的弹性模量、横截面积以及形变量密切相关。通过建立张力与这些变量之间的数学关系,实时计算并调整张力值,从而避免因张力波动导致的涂布不均匀或材料断裂等问题[4]。此外,速度控制和位置控制模型则进一步优化了涂布过程中的动态性能,确保物料在涂布机内的运动轨迹和速度精确可控。这些模型的协同作用为涂布工艺的高效运行提供了坚实的理论基础,同时也为后续的自动化控制算法设计奠定了重要基础[5]。通过不断优化控制参数模型,涂布生产线的精度和效率得以显著提升。
4对比实验
4.1实验环境
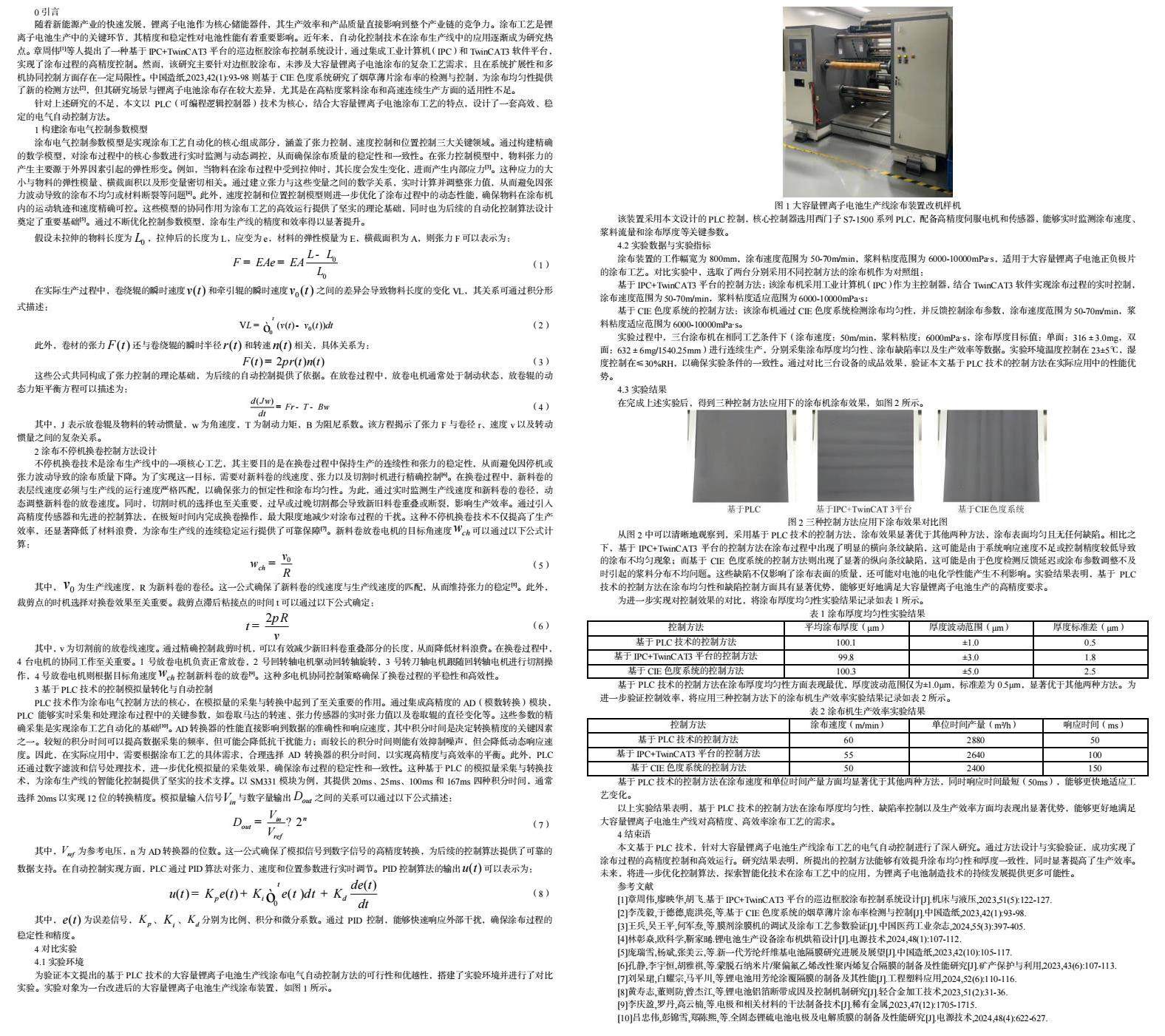
为验证本文提出的基于PLC技术的大容量锂离子电池生产线涂布电气自动控制方法的可行性和优越性,搭建了实验环境并进行了对比实验。实验对象为一台改进后的大容量锂离子电池生产线涂布装置,如图1所示。
该装置采用本文设计的PLC控制,核心控制器选用西门子S7-1500系列PLC,配备高精度伺服电机和传感器,能够实时监测涂布速度、浆料流量和涂布厚度等关键参数。
4.2实验数据与实验指标
涂布装置的工作幅宽为800mm,涂布速度范围为50-70m/min,浆料粘度范围为6000-10000mPa·s,适用于大容量锂离子电池正负极片的涂布工艺。对比实验中,选取了两台分别采用不同控制方法的涂布机作为对照组:
基于IPC+TwinCAT3平台的控制方法:该涂布机采用工业计算机(IPC)作为主控制器,结合TwinCAT3软件实现涂布过程的实时控制,涂布速度范围为50-70m/min,浆料粘度适应范围为6000-10000mPa·s;
基于CIE色度系统的控制方法:该涂布机通过CIE色度系统检测涂布均匀性,并反馈控制涂布参数,涂布速度范围为50-70m/min,浆料粘度适应范围为6000-10000mPa·s。
实验过程中,三台涂布机在相同工艺条件下(涂布速度:50m/min,浆料粘度:6000mPa·s,涂布厚度目标值:单面:316±3.0mg,双面:632±6mg/1540.25mm)进行连续生产,分别采集涂布厚度均匀性、涂布缺陷率以及生产效率等数据。实验环境温度控制在23±5℃,湿度控制在≤30%RH,以确保实验条件的一致性。通过对比三台设备的成品效果,验证本文基于PLC技术的控制方法在实际应用中的性能优势。
4.3实验结果
在完成上述实验后,得到三种控制方法应用下的涂布机涂布效果,如图2所示。
从图2中可以清晰地观察到,采用基于PLC技术的控制方法,涂布效果显著优于其他两种方法,涂布表面均匀且无任何缺陷。相比之下,基于IPC+TwinCAT3平台的控制方法在涂布过程中出现了明显的横向条纹缺陷,这可能是由于系统响应速度不足或控制精度较低导致的涂布不均匀现象;而基于CIE色度系统的控制方法则出现了显著的纵向条纹缺陷,这可能是由于色度检测反馈延迟或涂布参数调整不及时引起的浆料分布不均问题。这些缺陷不仅影响了涂布表面的质量,还可能对电池的电化学性能产生不利影响。实验结果表明,基于PLC技术的控制方法在涂布均匀性和缺陷控制方面具有显著优势,能够更好地满足大容量锂离子电池生产的高精度要求。
为进一步实现对控制效果的对比,将涂布厚度均匀性实验结果记录如表1所示。
基于PLC技术的控制方法在涂布厚度均匀性方面表现最优,厚度波动范围仅为±1.0μm,标准差为0.5μm,显著优于其他两种方法。为进一步验证控制效率,将应用三种控制方法下的涂布机生产效率实验结果记录如表2所示。
基于PLC技术的控制方法在涂布速度和单位时间产量方面均显著优于其他两种方法,同时响应时间最短(50ms),能够更快地适应工艺变化。
以上实验结果表明,基于PLC技术的控制方法在涂布厚度均匀性、缺陷率控制以及生产效率方面均表现出显著优势,能够更好地满足大容量锂离子电池生产线对高精度、高效率涂布工艺的需求。
4结束语
本文基于PLC技术,针对大容量锂离子电池生产线涂布工艺的电气自动控制进行了深入研究。通过方法设计与实验验证,成功实现了涂布过程的高精度控制和高效运行。研究结果表明,所提出的控制方法能够有效提升涂布均匀性和厚度一致性,同时显著提高了生产效率。未来,将进一步优化控制算法,探索智能化技术在涂布工艺中的应用,为锂离子电池制造技术的持续发展提供更多可能性。
参考文献
[1]章周伟,廖映华,胡飞.基于IPC+TwinCAT3平台的巡边框胶涂布控制系统设计[J].机床与液压,2023,51(5):122-127.
[2]李茂毅,于德德,鹿洪亮,等.基于CIE色度系统的烟草薄片涂布率检测与控制[J].中国造纸,2023,42(1):93-98.
[3]王兵,吴王平,何军焘,等.膜剂涂膜机的调试及涂布工艺参数验证[J].中国医药工业杂志,2024,55(3):397-405.
[4]林彰焱,欧科学,靳家晞.锂电池生产设备涂布机烘箱设计[J].电源技术,2024,48(1):107-112.
[5]庞瑞雪,杨斌,张美云,等.新一代芳纶纤维基电池隔膜研究进展及展望[J].中国造纸,2023,42(10):105-117.
[6]孔静,李宇恒,胡雅祺,等.蒙脱石纳米片/聚偏氟乙烯改性聚丙烯复合隔膜的制备及性能研究[J].矿产保护与利用,2023,43(6):107-113.
[7]刘杲珺,白耀宗,马平川,等.锂电池用芳纶涂覆隔膜的制备及其性能[J].工程塑料应用,2024,52(6):110-116.
[8]黄寿志,董则防,曾杰江,等.锂电池铝箔断带成因及控制机制研究[J].轻合金加工技术,2023,51(2):31-36.
[9]李庆盈,罗丹,高云楠,等.电极和相关材料的干法制备技术[J].稀有金属,2023,47(12):1705-1715.
[10]吕忠伟,彭锦雪,郑陈熙,等.全固态锂硫电池电极及电解质膜的制备及性能研究[J].电源技术,2024,48(4):622-627.

 京公网安备 11011302003690号
京公网安备 11011302003690号


