



- 收藏
- 加入书签

高浓度镀铬废槽液的处理技术实验研究
摘要:采用乙醇作为还原剂对镀铬废槽液进行处理,经氧化还原反应后,六价铬完全转化为低毒的三价铬。最后用氢氧化钠溶液做中和处理,生成不溶于水的氢氧化铬沉淀,经泥水分离实现六价铬废液的安全处理目的。实验分析了影响氧化还原反应的各种因素,如乙醇添加比例、反应体系pH 和反应时间等,最后研究出该反应的最佳条件为:乙醇添加比例15mL,反应pH=2.0,反应时间3h。
电镀是利用电化学的方法对金属和非金属表面进行装饰、防护及获取某些新性能的一种工艺过程。电镀行业中,常用的镀种有镀镍、镀铜、镀铬、镀锌、镀镉、镀铅、镀银、镀金和镀锡[1-3]。其中镀铬是运用最多的一种工艺,含铬废水主要来源为:1)清洗镀件的废水;2)镀铬残留的废液;3)冲洗地面和由于镀槽渗漏或操作、管理不当造成的跑、冒、滴、漏的各种槽液和水。其中,电镀含铬废水的主要来源是镀件清洗水[4-6]
标准的镀铬液是由无水铬酸250g/L、硫酸2.5g/L 所组成。铬酸盐光泽处理,一般是在镀锌、镍、镉之后进行,其溶液中含有无水铬酸3\~5g/l 和少量的硫酸、硝酸。塑料电镀前处理使用的腐蚀液,是由浓度为250\~400g/L 无水铬酸和10%\~20%硫酸所组成,在使用的过程中,这种液体逐步老化,需要加以更新。作为化学被膜处理的前处理,需要进行铬酸处理,在其水洗水中都含有以六价铬形式存在的铬酸离子(CrO42+),水洗水呈黄色[7-8]。在排出的废水中含有铬化合物的工业还有制造铬酸铅的无机染料厂、不锈合金厂、制革厂的铬鞣车间等。制革废水中多为三价铬。此外,纤维工业中对绢的染色使用铬媒染 液,其排水中也含有铬。这样,不同的行业,在生产中使用的铬化合物形态不同,在他们排出的废水中所含有的铬化合物以及与其共存的物质也是以不同的形态存在的。如电镀行业,除铬外,还使用 大量其他类型的药物,这些物质也含于排放的废水中。因此,在考虑含铬废水的处理时, 还必须综合考虑与铬共存物质的去除问题。但对含有六价铬的废水,则应单独进行处理不宜与其他类型的废水共同处理[9-10] 。含铬废水的传统处理技术是“还原+中和共沉法”,该处理技术针对低浓度的含铬废水效果较好。在实际应用方面,还原剂的用量通常在Cr6+:Na SO =1:4、Cr6+:FeSO =1:10 以上。因此,对于高浓度含铬废水会产生大量的次生废物如氢氧化铁、硫酸钠等和成本较高(原辅料成本)。
本文采用乙醇、乙二醇等醇类物质即带羟基化合物作为还原剂,与六价铬反应,实现六价铬的完全还原,生成三价铬、羧酸、二氧化碳和水。添加氢氧化钠溶液调节体系pH 至8-9,生成氢氧化铬沉淀,然后加入PAC 溶液絮凝,再经板框压滤机进行固液分离,完成含铬废液的安全处置。
2 实验部分
2.1 废水水质
某企业为金属制品加工行业,含铬废水主要产生在电镀、镀铬以及铬酸盐光泽处理等工艺。具体水质指标检测见下表2.1。表2.1 镀铬废槽液水质情况汇总表

从上表可知,镀铬废槽液中总铬含量高达10000mg/L,其中六价铬含量达到9100mg/L,总铬中90%以上为六价铬。含铬废水的传统处理技术是“还原+中和共沉法”,还原剂常用的为硫酸钠系列和铁盐系列。对于处理高浓度含铬废水,应用硫酸钠系列还原剂具有投量高,并释放 SO 气体,恶化作业环境等缺点。应用铁盐系列还原剂具有生成的污泥量多,增大的污泥处理的难度,处理效果差以及处理费用高等缺点。所以,急需一种处理方法解决此类废水处理难题。
实验过程中用到的主要设备和仪器如表2.2 所示
实验过程中用到的主要实验试剂如表2.3 所示

表2.2 实验的主要设备和仪器

2.3 实验方法及分析方法针对镀铬废槽液,采用化学还原+中和沉淀工艺处理方法,实现六价铬向三价铬完全转化、生成氢氧化铬沉淀分离和废水中重金属达标
表2.3 实验的主要实验试剂
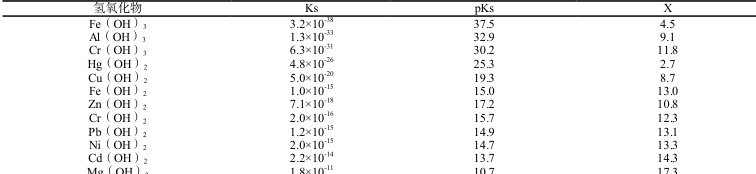
表2.4 可以看出,被还原为三价的铬,在pH 值为8.0-8.5 的条件下,即可完全生成氢氧化铬沉淀。将pH 值调整到8.0-8.5,废水中所含
有的锌等重金属也同时沉淀分离,此时加入少量的混凝剂能够提高沉淀效果。实验步骤:取100mL 镀铬废槽液置于500mL 烧杯中,然后加入100mL 水,开启搅拌,滴加配置浓度为10%H2SO4 溶液,调整溶液pH≈0.5。
再滴加一定量醇类溶剂,反应过程中监测反应体系的 pH,维持 pH<2.0,反应一段时间后,取上清液过滤,对滤液进行分析检测。待检测
合格后,补加32%氢氧化钠溶液,调整溶液pH 值到8.0-8.5,再加入10%PAC 溶液后,过滤,分析滤液重金属含量。采用ICP 测定溶液中铬离子含量。采用快速重铬酸钾法测定COD 值。采用二苯碳酰二肼分光光度法测定六价铬含量。
3 原理及工艺
3.1 实验方法原理及工艺流程
实验方法原理:以镀铬废槽液(铬含量:6000-10000mg/L)作为主要实验对象,首先使用醇类溶剂在酸性条件下同六价铬反应生成三价铬、二氧化碳和水。反应完全后,再添加氢氧化钠调节 pH 至 8.0-8.5 左右,三价铬生成氢氧化铬沉淀,最后进行沉淀分离,取滤液检测总铬及六价铬含量。
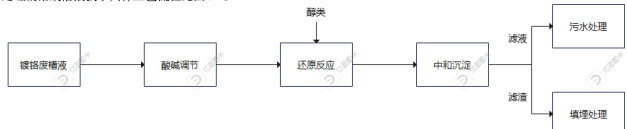
3CH OH + 2Cr O 2- + 16H+ → 3H COOH + 4Cr3+ + 11H O3CH CH OH + 2Cr O 2- + 16H+ → 3CH COOH + 4Cr3+ + 11H O3HOCH CH OH + 2Cr O 2- +4H+ → 3(COOH) + 4Cr3+ + 8H O3H COOH + 2Cr2 O7 2 - + 16H+ → 3CO2↑ + 4Cr3+ + 11H2OCr3+ + 3OH- → Cr(OH) ↓一种处理镀铬废槽液技术具体工艺流程见图3.1。
图3.1 镀铬废槽液处理工艺流程
4 结果与讨论
4.1 反应体系pH 对六价铬去除率的影响
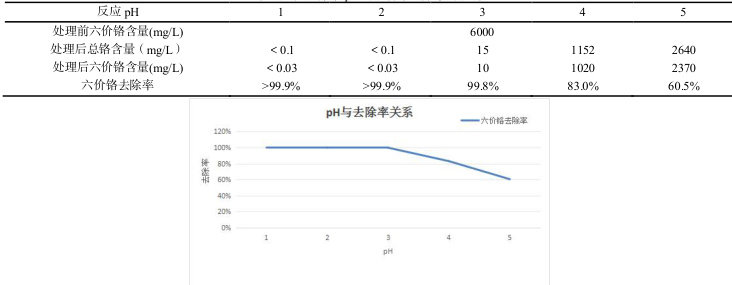
分别取5 组镀铬废槽液(六价铬含量:6000mg/L),每组100mL 置于500mL 烧杯中,加入100mL 自来水,开启搅拌,使用硫酸分别调节溶液pH 为1.0、2.0、3.0、4.0、5.0,分别向每组添加15mL 乙醇进行还原实验,反应3h。反应完全后,再添加氢氧化钠调节pH 至8.0-8.5左右,三价铬生成氢氧化铬沉淀,最后进行沉淀分离,取滤液检测总铬及六价铬含量。得到六价铬去除率情况如表4.1 所示。表4.1 反应体系pH 对六价铬去除率的影响
表2.4 金属氢氧化物的溶度积(Ks)

从图4.1 可以看出,在酸性条件下,随着pH 的升高,残留六价铬的含量变化趋势较为明显。这是由于酸性越强,六价铬的氧化性越强,
反应的速度越快和越彻底。另一方面,乙醇与六价铬反应时需要大量的 H+参与反应,所以在反应过程中,一定要不断地添加酸来维持体系
的 pH 值,酸性体系有利于反应的进行。当反应体系 pH>2 以后,六价铬的去除率有所降低,这是因为溶液酸度下降,六价铬的氧化性降
低,影响六价铬被还原成三价铬,使得各反应效率大幅度降低。从本实验可以看出,pH≤2.0 时,六价铬的去除率较高,考虑处理成本及反
应过程安全性,在其他条件不变的情况下,选择pH=2.0 为最优条件,降低成本投入。4.2乙醇添加量对六价铬去除率的影响
分别取5 组镀铬废槽液(六价铬含量:6000mg/L),每组100mL 置于500mL 烧杯中,加入100mL 自来水,开启搅拌,使用硫酸调节溶
液pH 约为2.0,向其中分别添加3.75mL(1 倍理论量)、7.5mL(2 倍理论量)、15mL(4 倍理论量)、22.5mL(6 倍理论量)、30mL(8 倍理
论量)的乙醇进行还原实验,反应3h。反应完全后,添加氢氧化钠调节pH 至8.0-8.5 左右,三价铬生成氢氧化铬沉淀,最后进行沉淀分离,
取滤液检测总铬及六价铬含量。得到六价铬去除率情况如表4.2 所示。表4.2 乙醇添加量对六价铬去除率的影响

图4.2 乙醇添加量对六价铬去除率的影响
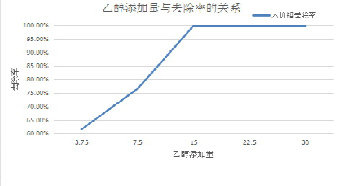
从图 4.2 可以看出,随着乙醇添加量的增加,六价铬去除率持续增加。当乙醇添加量达到 15mL 时即 4 倍的理论量时,六价铬含量为0.03mg/L,远低于设计的出水标准即0.5mg/L。此时,溶液中再继续添加乙醇,六价铬去除率已变化不大,六价铬已基本完全反应,综合考虑生产成本,选择乙醇添加量为15mL 为优化条件。
表4.4 不同还原剂对六价铬去除率的影响
4.3 反应时间对六价铬去除率的影响
分别取5 组镀铬废槽液(六价铬含量:6000mg/L),每组100mL 置于500mL 烧杯中,加入100mL 自来水,开启搅拌,使用硫酸调节溶液pH 约为2.0,向其中分别添加15mL(4 倍理论量)的乙醇进行还原实验,反应时间分别1h、2h、3h、4h 和5h。反应完全后,再添加氢氧化钠调节 pH 至 8.0-8.5 左右,三价铬生成氢氧化铬沉淀,最后进行沉淀分离,取滤液检测总铬及六价铬含量。得到六价铬去除率情况如表 4.3 所示。
表4.3 反应时间对六价铬去除率的影响

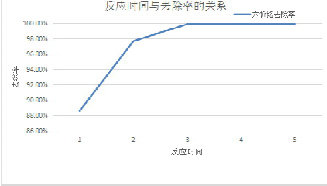
对于氧化还原反应来说,反应效率会随着反应时间的延长而逐渐提升,但是反应时间的无限延长在实际生产应用上又受到经营成本的限制。从图 4.3 可以看出,随着反应时间的增加,六价铬去除率相应增加,在反应3h 后,达到最高,继续增加反应时间对六价铬去除效率影响甚微。这是因为随着时间的延长,六价铬逐步消耗完毕,导致反应效率相应稳定。综合来看,选择反应3h 为最优化反应时间。4.4 不同还原剂对六价铬去除率的影响
分别取5 组镀铬废槽液(六价铬含量:6000mg/L),每组100mL 置于500mL 烧杯中,加入100mL 自来水,开启搅拌,使用硫酸调节溶液pH 约为2.0,向其中分别添加11mL(4 倍理论量)的甲醇、15mL(4 倍理论量)的乙醇和21mL(4 倍理论量)的乙二醇进行还原实验,反应时间 3h,反应完全后,再添加氢氧化钠调节 pH 至 8.0-8.5 左右,三价铬生成氢氧化铬沉淀,最后进行沉淀分离,取滤液检测总铬及六价铬含量。得到六价铬去除率情况如表4.3 所示。
图4.3 反应时间对六价铬去除率的影响
图4.4 不同还原剂对六价铬去除率的影响
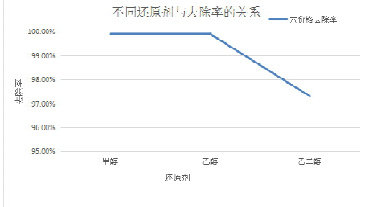
从图4.4 可以看出,在相同的反应条件下(pH 值、反应时间),甲醇、乙醇和乙二醇对六价铬去除率变化逐渐降低,但是变化不大。这
是由于还原剂分子量越小,反应的活性越高所致。由于甲醇的毒性相对较高,考虑处理成本及反应过程安全性,所以,在其他条件不变的
情况下,选择乙醇作为反应的还原剂。4.5 优化条件下六价铬去除率的影响取镀铬废槽液(六价铬含量:6000mg/L)100mL 置于500mL 烧杯中,加入100mL 自来水,开启搅拌,使用硫酸调节溶液pH 约为2.0,
向其中添加15mL(4 倍理论量)的乙醇进行还原实验,反应时间3h,反应完全后,再添加氢氧化钠调节pH 至8.0-8.5 左右,三价铬生成氢
氧化铬沉淀,最后进行沉淀分离,取滤液检测总铬及六价铬含量。得到优化条件下六价铬去除率的情况如表4.5 所示。表4.5 优化条件下六价铬去除率的影响

在此条件下对镀铬废槽液进行处理后,六价铬降解率可达 99.9%以上,处理后出水六价铬含量<0.03mg/L、总铬含量<0.1mg/L,处理出水可直接进入污水处理系统。
5.1 利用醇类有机物还原六价铬的反应机理,即乙醇可将六价铬还原为三价铬,乙醇分解为有机酸或二氧化碳的反应机理,来处置含铬废液(镀铬废槽液),可将六价铬含量降至0.05mg/L 以下。5.2 乙醇添加量、反应体系pH 及反应时间为本处理方法的主要影响因素。经实验探究得出乙醇添加比例为15mL(理论量的4 倍),反应体系pH=2.0,反应时间为3h。
5.3 镀铬废槽液经处理后出水可直接进行污水处理系统进一步深度处理,未分解完全的乙醇和乙酸,可作为生化系统的碳源。经生化系统处理后达到污水综合排放标准要求,可达标排放或回用。
5.4 该处置工艺流程简单、处置成本低,解决了镀铬废槽液常规处理工艺产泥量大、成本高的缺点,进一步节约企业运营成本,效果显著。
6 参考文献
[1]邓小红,宋仲容. 电镀含铬废水处理技术研究现状与发展趋势[J]. 重庆文理学院学报(自然科学版),2008,27(5).
[2]姚乾秦,陆海杰,陆宜航,等.工业废水中重金属离子的处理方法综述[J].中国资源综利用,2022,40:102-103 .
[3]马玉,杨凯,王刚,等.含铬废水处理方法的研究进展[J]. 应用化工,2023,52(5): 1466-1472.
[4]闫旭,李亚峰.含铬废水的处理方法[J].辽宁化工,2010,39( 2) : 143-146
[5]孟祥和,胡国飞.重金属废水处理[M].北京: 化学工业出版社,2002: 8-13
[6]赵丽,王成端.电解还原法处理含铬废水[J].科技导报,2006,24( 11) : 58-60
[7]曾婧.离子交换法处理含铬废水的研究[J].江西化工,2019 , (03):108-110
[8]唐树和.离子交换法处理含Cr( Ⅵ) 废水的研究[J].应用化工,2007,36( 1) : 22-28
[9]赵立峰,费德君.乳化液膜处理含铬废水[J].四川化工,2009,12( 6) : 50-52
[10]杜昌顺,管志远.低浓度含铬废水萃取分离的研究[J].北京化工大学学报,2007,34( 2) : 113-116
作者简介:白金会,198 年月出生,男,毕业于合肥工业大学,工程师,主要从事危险废物处置技术研发。

 京公网安备 11011302003690号
京公网安备 11011302003690号


