



- 收藏
- 加入书签

一种大型精密机床的涂装方案
摘要:提供了一种大修机床的涂装思路和方法:了解机床基本情况后经过一定的涂装材料配套试验和面漆适应机床工作环境试验,确定了适合的底漆和面漆,进而设计出大修机床的涂装方案;在涂装过程中,遇到问题,针对性解决,保证了机床零件涂装的完成;大修结束后对机床做了小复补漆,完成了大修机床的涂装。
关键词:设计涂装方案 底漆选用 面漆选用 涂装
0 引言
萨耀机床公司(SAJO Maskin International AB)创建于1916年,是北欧著名的加工中心和FMC,FMS制造厂家。萨耀机床公司的产品以坚固耐用、技术先进、安全可靠、高效率、高精度且精度保持持久而受到世界各地用户的广泛认可。萨耀公司1990年正式进入我国市场,截止2018年,国内有近100台不同规格的设备及柔性生产线。随着我国市场对高品质设备的需求量不断增加,萨耀的用户愈来愈多,为我国工厂现代化改造做出了较大贡献[1]。
某公司的SAJO五轴加工中心2007年投入使用,使用近16年,和出厂时比较精度已经有较大差距,影响生产,需要恢复精度进行大修。机床基本情况是机床工作台、摇篮、摇篮支架和支架底座等部件漆面斑驳不堪,部位已经出现基体锈蚀。锈蚀和漆膜损伤是机床使用的冷却液造成的。机床加工的零件材料是耐高温和超硬材料,为了保护刀具和零件,使用腐蚀性强的冷却液,冷却液中的碱性化合物和漆面发生皂化反应,加之长时间的喷溅和冲刷造成漆面损伤,时间久进而锈蚀了基体金属。机床罩壳一些部位已经脱漆,立柱、刀库等部件漆面相对比较完整,但存在失色和漆面裂纹现象,需要修复。机床的另一个情况是机床使用时间长,油迹、油腻太多没有清理和清洗,油腻发生变性干结和粘手,后续所有工作没法动手,需要认真处理。
1 涂装难点
机床大修涂装的难点在于不知道机床原来漆面使用的油漆材料,新材料和旧漆面材料配套性有待验证;要求新材料能适应强腐蚀冷却液的溶解和侵蚀,耐冲刷,具有相当的硬度;由于机床不能做到完全分解成零件,旧斑驳漆面的铲除如何保护带精度零件而不损伤零件部件是难点;锈蚀基体的除锈如何进行要考虑并提供妥善办法;涂装工序和大修工序如何相互穿插要和其他大修设计、工艺人员商议。
2 涂装在大修中的工序安排
精密机床市场小,其零件是单件小批量生产方式,涂装全部人工作业;新机床零件涂装一般将涂装工序穿插在机加工工序之间,比如机床床身,在铸件铸造成型后经过粗加工,时效处理,喷砂除锈处理,清理干净后对零件内外涂刷底漆后进入机加工工序,完工后再进行油漆或在装配完成后做油漆。大修机床的零件涂装类似于新机床零件涂装而不同于新机床零件涂装。大修机床零件和冷却液接触的部件和零件漆面斑驳不堪,甚至金属基体锈蚀成了小坑,涂装前必须将残漆和锈蚀去除再进行;有些组合零件没有拆分,零件有精度要求,组合件也有精度要求,涂装前处理时需要注意保护零部件,保证零部件的精度,并在作业过程中要保证机床非涂装表面的防锈和防污染工作;大修机床原零件加工很少,无需在机加工工序中穿插。基于以上,也根据机床拆解情况,决定使用“零件油漆 + 整机小复补漆”的一次性涂装办法,首先对所有零件用清洗剂清洗干净,在机床零件测量和修整配合精度的间隙,对各个油漆零件做底漆、中间漆和面漆;机床装配完成调试完毕后再做小复补漆。
3 涂装方案制定
3.1 涂装材料的选择
3.1.1 锈蚀基材底漆选用 考虑到清除残漆和清除基材锈蚀小坑中的氧化物难度很大,许多有用的去除残漆和氧化物的方法无法使用,比如担心脱漆剂流入部件内影响内部润滑油脂、影响结合接触面精度而不能使用;喷砂抛丸去除残漆和锈蚀氧化物的办法不能用,担心钢丸打掉零件精度和破坏非涂漆表面。能用的办法就是手工打磨,用气动钢丝刷清除。钢丝刷无法清除掉小坑中的氧化物,无法达到做漆要求的露出金属本色的标准。除锈时对有精度要求部位包纸或覆盖保护,这样就解决了零件除锈问题。选用哪种底漆材料成了难题。经过了解,有一种底漆材料可以带锈涂装。通过试验,底漆材料完全满足附着力达到1 级以上的要求,底漆就使用某品牌双组份带锈涂装铁红环氧底漆。
3.1.2 耐冷却液腐蚀的面漆选择 从用户处了解到,用户加工的超硬材料一般使用两种冷却液,一种是国内某品牌,一种是国外某品牌。多次和用户协商讨要一些冷却液对面漆材料做耐腐蚀试验,用户表示可以提供,但物流公司表示国家对液体运输管理原因而无法承运。后来经用户提议,可以将涂面漆试板寄去由他们进行耐冷却液试验,国内某品牌冷却液试验问题迎刃而解。用户使用的国外某品牌冷却液,用户表示现在使用不多目前没有库存。后在大修机床的冷却箱里找到一些残液,虽存放时久,冷却液中氨基酸成分在细菌作用下略有变性,不影响其中碱性化合物和磷化物的性能,即用此残液做耐腐蚀实验。经过 21 天实验[2],在耐油丙聚面漆和环氧丙聚面漆中选用了在硬度、光亮度、漆膜完整性等方面更好的某品牌的环氧丙聚面漆。解决了面漆耐强腐蚀冷却液问题。
在拉毛的旧漆面上涂刷选取的某品牌环氧丙聚面漆,固化一周后进行测试,粘结良好,漆面平整,毫无缺陷,解决了新旧漆面的配套问题。
3.2 涂装方案的制定 关键涂装材料确定后,编制了涂装方案。
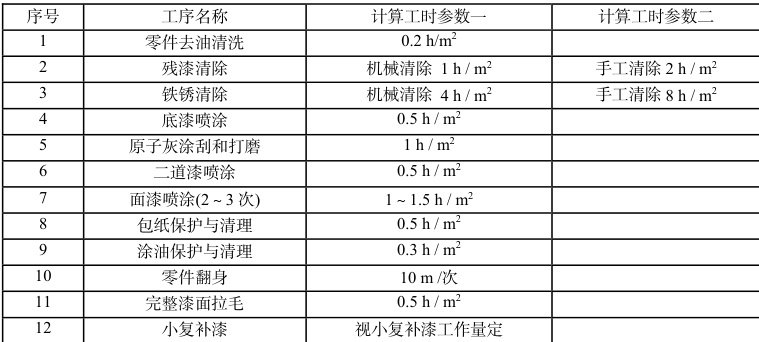
(1)由精密装备公司负责清洗全部零部件。(2)验证冷却液对漆膜的影响,需试板10 块,按材料选用结果和工艺要求制作油漆试板。浸泡实验由工艺员操作并观察。(3)油漆脱落严重的零部件,涂装工艺路线:清除残漆→角磨机除锈→清理锈渣→使用带锈防锈底漆→原子灰和腻子填平→二道漆→面漆;漆面基本完整的零部件涂装工艺路线:拉毛→清理→做面漆。(4)由精密装备公司、油漆车间负责对需要做漆的摇篮、摇篮支架、前床身等零件进行除锈和铲除残漆工作。(5)除锈采用 63##∅# 纸、风磨机、角磨机、电动钢丝刷等工具,除锈蚀坑以外的平面金属基材达到 GB/T 8923-1 标准的 St 3等级(St 3 等级是非常彻底的手动和动力工具清理,指的是在放大情况下,表面无可见的油、脂和污染物,并且没有附着不牢的氧化皮、铁锈、涂层和外来杂质)。难于除锈处理的散热槽部位和锈蚀严重部位包括锈蚀坑的除锈处理,要求表面达到 St2 级标准( St2 级指的是在不放大的情况下无氧化皮、铁锈、涂层和外来杂质)或稍低,可以在锈蚀坑里带坚固铁锈,坚决不能有浮锈。机械难以到达部位的锈蚀手工清除。(6)除锈达到标准后,油漆车间在 6 h 内对除锈部位做底漆。底漆材料采用双组份铁红带锈防锈底漆,要求底漆干膜厚度不少于 60μm ,分 2~3 次作业,每次间隔 0.5~1h 。底漆作业后不能出现起泡、针孔、漏喷、裂纹,干后不能有空鼓、附着不良等缺陷。(7)使用带锈防锈底漆的要求是将零件锈蚀清除,深坑中的铁锈可有但不能有钢签扣下的铁锈。做漆面必须清洗干净且表面不能有任何油污,做漆前手指不能触碰基材表面。清理锈渣后必须经检查员认可才能进行下道作业。带锈防锈底漆的固化参数为 23∘C 条件下 36h 。温度低时固化时间适当延长。(8)带锈防锈底漆作业完成后,需要固化基本完成后才能进行原子灰填补作业,原子灰用于填补锈蚀的大坑,原子灰干燥基本完成(干燥至 80%~90% )后在较平整表面薄刮一层过氯乙烯腻子,要求表面基本平整且过度圆润,打磨后腻子层厚度不超过 2mm (9)后床身、立柱、罩壳等旧油漆涂层比较完整的零部件表面需要打磨处理。使用 100#砂纸用风磨机打磨做漆面后清理干净,清洗,喷涂面漆。(10)机床内腔部位,各个零件不尽相同,无法统一,工艺员现场处理。(11)机床颜色分布,罩壳和罩壳以内各个部件采用 RAL 7035 颜色涂装,机床外基座(围板)采用 RAL 5000/PB 02 颜色涂装,设备脚踏板采用 PB 06颜色涂装。未明确颜色的零件涂装工艺员现场决定。(12)使用的新油漆材料见表 1 (13)因零件情况各不相同,有些采用全工序涂装,有些采用简易涂装工序,有些零件全工序与简易工序结合使用,各个零件的涂装工序都不同,各零件涂装面积也各不一,工时计算相当复杂,涂装各工序工时标准发布见表 2 (14)漆面实干后方可吊装、运输。鉴于面漆的修补难度,各相关部门在吊运、装卸、运输、装配调试过程中采取有效措施保护漆面不出现刮擦、划伤、带压痕等缺陷。
表 1 大修用油漆材料表
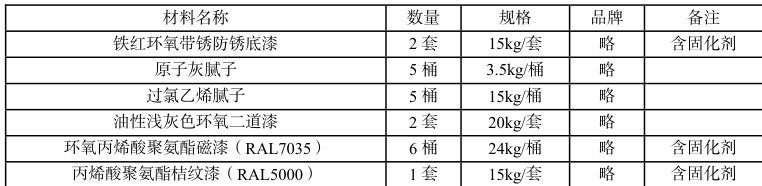
表 2 大修各工序工时标准表
3.3 涂装方案经评审通过后开始执行。
4 涂装
4.1 油迹清除 油迹布满机床主要部件,因机床使用年限较长,造成油迹固化变性,清除极其困难。使用 120#清洗汽油对油迹进行溶解,无用;使用 200#清洗汽油有效果但效率低下。大修周期决定了必须使用其他更为有效的去除油迹办法。现场实际采用了碱水加热后清除,对机床零件不能沾染碱水的部位保护得力并仔细作业,碱水残液用清水冲洗后用压缩空气吹干,取得了较好的效果。
4.2 锈蚀和残漆清除 有残漆的摇篮、支架、支架底座等零件,采用气动工具+钢丝刷打磨办法,同时保护精度部位,效果很好。有些部位工具无法进入,采用手工打磨,全部清除了残漆。打磨工具将表面铁锈清除了一部分,剩余铁锈使用风磨机和砂纸去除;深坑中的铁锈用钢丝刷清除,无法去除干净的,经过用钢刀划拨,深坑中的锈比较坚固,认为可以进行带锈涂装。
4.3 涂装残漆件 使用双组份铁红带锈防锈环氧底漆。严格按照漆和固化剂的比例配制油漆并调整到合适施工粘度,在喷涂前对底材做了清理和清洗,保证底漆的涂装质量。腻子填补后做了环氧中间漆,使用了通过试验验证耐冷却液性能良好的环氧丙聚面漆,涂装取得良好效果。
4.4 漆面基本完整件涂装 喷涂前对旧漆面和新漆的配套性做了试验,新漆和旧漆面的结合力好,新漆附着力最少达到1 级。涂装时采用100#砂纸拉毛漆面,清理干净后无需清洗,直接喷涂环氧丙聚面漆。
4.5 现场服务和现场解决问题 有些零件,原厂可能没有涂装,大修涂装时认为零件还是要涂装。支架底座在涂装完成后零件翻身,发现底部内腔锈蚀很严重,且油迹多,现场决定必须涂装,除锈、清洗后做了底漆。
某零件涂装完成后一周左右发现圆弧台阶过渡处有空鼓现象,手压漆膜,破裂,周围漆膜附着力差;检查整个零件,附着力极差的地方较多。查询得知零件作业周期太紧,涂装作业清理不到位存在少许灰尘,清洗零件不到位,有防锈油,配制油漆材料没有按比例计算和添加固化剂,造成固化剂加入太多,成膜固化过快;稀释剂添加太少,漆液粘度变大,漆液流平时受到内部阻力值变大,流动性变差,界面相互接触湿润不足造成漆液表面张力大[3],应力释放不到位,和下层漆尚未交联粘结就固化成膜,造成附着力差。虽个别做漆面漆膜附着力好些,但漆和固化剂比例不当漆膜性能必然不佳,不排除时间长了会开裂脱落。根据分析结果,针对性的制定了铲漆和重新做漆的方案,铲除问题漆膜,严格按照要求清理清洗零件,严格按照比例添加固化剂和稀释剂,做出了合格零件。
4.6 小复补漆 整机装配结束后,对在装配过程中碰伤和划伤的漆面采用原面漆材料做了修补,对碰伤较深的个别部位,用砂纸将旧漆面打磨成斜坡状,从底漆,腻子,中间漆和面漆补起,机床涂装整体效果比较完美。
5 结语
经过近一月涂装作业,完成了前后床身、立柱、摇篮、刀库支架、罩壳等部件的涂装。期间现场出现各种各样问题,出具技术通知,明确了清理和涂装过程中的工具、材料配套等事项,解决了问题,零部件涂装顺利结束。在机床装配调试完毕出厂前对机床又做了小复补漆,将在装配调试过程中漆面的小损伤做了修补,机床完美的交付了用户。
参考文献:
[1]欧洲机床与智能制造网[DB/OL]. [2025.1.7].https://www.ouzhoujc.com/news.detail/259/ 259004.html
[2] GB/T 6746-2008. 船用油仓漆[S].北京:中国标准出版社,2008.
[3]陈治良, 刘渝萍, 刘菊英, 郑勇, 孙俊, 宁静, 刘蓉, 黄平, 罗中礼, 李莉. 现代涂装手册[M].北京:化学工业出版社 2009.8 91-117
作者简介:王军方(1967-),男,1990.7 毕业,大专学历。涂装工程师,主要从事机床、机械、通用零部件的涂装设计、涂装工艺工作。

 京公网安备 11011302003690号
京公网安备 11011302003690号


