



- 收藏
- 加入书签

Q345R 与 SA240 304H 异种钢厚板埋弧焊研究
摘要:随着石化行业对苯乙烯产品的需求的增加,和为了满足苯乙烯装置国产化需求,国内新建的苯乙烯装置设备需求非常大。苯乙烯脱氢反应器作为苯乙烯装置的关键核心设备,作为将乙苯转化为苯乙烯单体的设备。脱氢反应器制造过程中存在着厚壁的 Q345R 与SA240 304H 异种钢焊接难题。我司承制了国内某石化公司苯乙烯装置脱氢反应器,制造过程中开发了Q345R 与 SA240 304H 异种钢厚板埋弧焊技术,实现了脱氢反应器研制,给公司带来了相当大的效益。关键词:脱氢反应器;异种钢焊接;埋弧焊
Abstract:With the increasing demand for styrene products in petrochemical industry and in order to meet the domestic demand for styrene units, the demand for new styrene units in China is very large. Styrene dehydrogenation reactor is the key equipment of styrene unit, which is used to convert ethylbenzene into styrene monomer. There is a difficult problem in welding thick Q345R and SA240304H dissimilar steel in the manufacturing process of dehydrogenation reactor. Our company has manufactured dehydrogenation reactor of styrene unit o a petrochemical company in China, developed submerged arc welding technology of Q345R and SA240304H dissimilar steel plates in the manufacturing process, realized the development of dehydrogenation reactor, and brought considerable benefits to the company.
1.概述
随着石化行业对苯乙烯产品的需求的增加,和为了满足苯乙烯装置国产化需求,国内新建的苯乙烯装置设备需求非常大。苯乙烯脱氢反应器作为苯乙烯装置的关键核心设备,作为将乙苯转化为苯乙烯单体的设备。脱氢反应器内部集成多层筛网及热循环系统,确保催化剂高效接触与热量回收。脱氢反应器设备中存在着厚壁的 Q345R 与SA240 304H 异种钢焊接,如何保证厚壁容器的异种钢焊接接头质量是此设备制造的一个关键技术和技术难题。
异种钢焊缝主要是是指将两种或两种以上化学成分、物理性能或金相组织差异较大的钢材,通过焊接实现冶金连接的技术过程。其核心特点是焊接接头存在显著的成分、组织与性能的不均匀性。
异种钢接头在机械、石油化工及电力行业得到广泛应用,异种钢焊接也受到越来越多的重视[1]。但目前同行业的压力容器制造中异种钢焊接常采用熔合比较小的 GTAW 和 SMAW 焊接方法,或采用 Ni 基焊材焊接。而对于在大型、厚壁设备中常用的埋弧自动焊接工艺在异种钢接头焊接中应用却鲜见报道。
焊接异种钢间焊缝比焊接同种金属容易产生各种焊接缺陷,根本原因在于基体材料之间以及基体材料与填充金属之间存在较大的差异,它们在冶金学上和物理性质的差异也给焊接过程带来了困难。
1. 由物理特性差异引起的焊接问题
两种金属在以下物理特性上存在显著差异且结合一起形成异种钢进行焊接时,会存在较多的焊接缺陷倾向。
①成分稀释。异种钢焊缝金属来源于焊材融化后的金属和母材融化后的金属混合形成,因此焊缝金属成分主要由填充焊材金属、母材的成分决定。珠光体钢低合金钢与奥氏体不锈钢钢间的焊接接头通常使用奥氏体钢型或含镍的合金作为填充金属。在熔焊过程中,采用的焊材合金元素成分往往高于母材所含的合金元素,但在合金含量相对较低的母材的熔入熔池后,且在焊接电弧推力下热源对熔池产生搅拌作用而形成的成分相对均匀焊缝金属,该焊缝金属成分低于焊材成分。稀释焊缝的与母材或焊材有差别,其金相组织可通过谢弗勒镍铬当量图进行判定推测。谢弗勒镍铬当量图可推断,融入的母材过多会使焊缝金属过度稀释导致合金元素偏低,会形成有害的金相组织,在残余应力的作用下可能导致裂纹的形成。
②熔合区存在成分不均匀的有害组织。在低合金侧熔合线附近的焊缝中,存在一个由熔化的母材和熔化的填充金属在熔池内部和边缘的不均匀混合产生的过渡区域。在靠近熔池边界的区域,母材融化的金属和焊材熔化金属并未完全均匀混合,化学成分分布存在较大的浓度梯度。它的存在会严重影响接头的冲击韧性。通过增加填充金属中奥氏体形成元素镍的含量,可以减小过渡层的宽度。
2)对于焊接工艺要点,焊接低合金钢与奥氏体不锈钢组成的异种钢焊缝应选用能减少熔合区的宽度的焊接参数。
3)低合金钢侧熔合线附近形成碳的扩散迁移层。异种钢焊接接头在低合金钢侧熔合线附近的碳元素向奥氏体焊缝扩散迁移。在珠光体低合金钢和奥氏体不锈钢钢焊接时,通常都采用奥氏体 E309 型或镍基焊材,保证焊缝形成奥氏体组织。
为了减小熔合比,接头坡口角宜大些,焊条或焊丝直径小一些。采用小电流、高电弧电压和快速焊。
在脱氢反应器这种大型厚壁容器中,GTAW 和SMAW 焊接方法效率极低,且对焊工要求技能水平高;如采用 Ni 基焊材焊接会导致制造成本大幅增加。本文以我司承接的国内某石化公司苯乙烯装置脱氢反应器制造为例,研究大型厚壁Q345R 与SA340 304H 异种采用埋弧焊工艺。
2. 异种钢材料焊接性分析
熔化焊是在电弧热作用下,焊材和局部母材熔化并搅拌混合形成熔池,冷却形成焊缝金属填充焊缝坡口形成焊接接头。由于焊接接头的焊缝金属是由焊材和近坡口母材在高温熔化后且混合搅拌后快速冷却形成的,因此焊缝的成分主要取决于焊材和母材相关,且与他们间熔合比比有关。熔合比取决与多种因素,包括坡口形式、焊缝成型系数、焊接参数和金属的熔化特性、导热性等[1]。一般来说,焊接熔深较浅,坡口角度越大,焊接层数越多,熔合比越小。
Q345R 及 304H 的化学成分及力学性能表 1 和表 2 所示[2][3]。对于 Q345R 与 SA240 304H 异种钢接头两侧母材化分、组织及性能差异较大,焊接接头性能需考虑如下几个问题:1)焊缝成分的稀释(熔合比),熔合比越大,则母材熔进焊缝的越多,对焊缝的不利影响越大,特别是 Q345R 侧,过量的碳熔进焊缝,造成焊缝侧含碳量增加而硬化,母材侧含碳量减少而软化,使接头区塑性显著降低。2)由于熔合区的化分变化较大,Cr,Ni 含量低的地方容易形成脆性马氏体组织。3)熔合线处由于组织变脆和脱碳等原因导致性能变差,且异种钢材料线膨胀系数差异导致的残余应力较大,焊接过程可能会出现裂纹等缺陷。
表 1 Q345R 及 304H 的化学成分

表 2 Q345R 及 304H 的力学性能

3.焊接材料的选择
对于 Q345R 与 SA240 304H 异种钢接头焊接,《压力容器焊接规程》NB/T47015-2023 规定在设计温度不超过 370℃时,可选用高铬、镍含量的奥氏体的不锈钢焊接材料,当设计温度高于 370℃时,宜采用镍基焊接材料[4]。
奥氏体异种钢焊缝组织与熔合比、焊材及焊接方法有关。焊缝组织的初步判定可以采用 Schaffler 焊缝组织图[1],如图 1所示
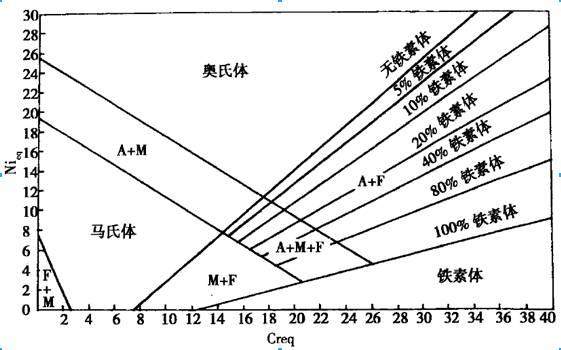
纵坐标为镍当量 Nieq=Ni+30C+0.5Mn+30N(%),横坐标为铬当量 Creq=Cr+Mo+1.5Si+0.5Nb+V(%)。
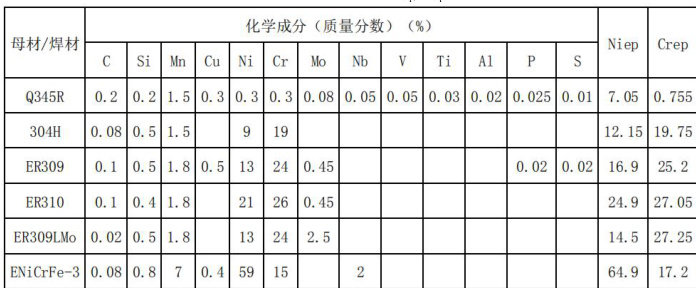
确定焊缝组织,先计算两侧母材及初选焊材的 Nieq、Creq,如下表 3.
表 3 各种焊接材料的 Nieq、Creq
在 Schaffler 焊缝组织图上找到对应的点,连接两母材对应点,假设两侧母材在形成焊缝时熔化的比例相同,而找到连线的中点(若一侧母材熔入焊缝偏多,则按相应比例向对应点移动),与焊材所对应的点连线,则这条线即为焊缝金属的化学成分,具体的所处的位置,取决与熔合比的大小。
焊缝组织应尽量避免产生马氏体,同时考虑产品的焊接性,从提高抗热裂纹角度考虑,单相奥氏体也不理想,焊缝为A+3%-10%F 组织,抗裂性较好,是比较理想的组织。以熔合比为 30%-40%考虑,可知,焊材选用 ER309,大熔合比时,焊缝中可能会产生马氏体,焊材脆、硬,抗裂性差,这在异种钢焊缝采用埋弧焊(SAW)试验中得到了验证,试件在施焊过程中焊缝在热应力作用下直接开裂。选用 ER310,焊材处于单相奥氏体,且板厚超过 20mm,易出现热裂纹,不宜采用;选用ENiCrFe-3,焊缝性能满足要求,但成本较高,且焊缝组织亦为单相奥氏体,焊接性较差,且埋弧焊方法热输入更大,热裂纹倾向更明显;选用 ER309LMo 在合理的配比下可以得到性能稳定的双相组织,焊接性较好,且成本较易控制。
4.焊接方法
埋弧焊方法是一种利用电弧在焊剂层下燃烧实现高效焊接的工艺,具有无强光和烟雾、焊缝质量高、适用于长直焊缝焊接,常用于造船、压力容器、螺旋钢管制造等大型结构件焊接。
焊接时,焊丝与工件接触引弧后,电弧被颗粒状焊剂完全覆盖,隔绝空气且无可见火花。焊剂在电弧高温下熔化形成熔渣保护层,防止金属氧化并减少有害气体产生。电弧热量熔化焊丝与母材形成熔池,熔渣上浮覆盖焊缝,冷却后形成光滑表面。焊剂需均匀覆盖焊缝,厚度以完全遮蔽电弧为准,焊后清除凝固渣壳,未熔化焊剂可回收利用。焊接过程通过焊丝和焊剂的重量匹配源源不断的输入,熔池在高温下快速的进行化学等各种复杂的反应后,熔池快速冷却而形成焊缝。
5.焊接试验研究
本试验选用厚度为 38mm 厚的 Q345R 和 SA240 304H 板材作为母材,焊接坡口为不对称的 X 型坡口,坡口加工成型采用机械冷加工方法避免火焰切割产生的淬硬层,并且焊接前坡口及两侧 50mm 范围内打磨去除油污、铁锈等杂物,并检查坡口无裂纹和分层或夹杂物,以防焊接过程产生气孔等缺陷。焊接选用焊丝 ER309LMo 配同一厂家焊剂的焊材,焊剂在焊接前按 300~350℃,保温 1h 烘干处理后装在密封容器中,随用随领。焊剂在使用过程中如需回收使用过的焊剂,应避免将已使用过并熔化成块状或粉末状的焊渣回收使用,且回收的焊剂与新焊剂混合时,回收的焊剂不能超过 30% 。焊接焊件采用高效的埋弧焊焊方法,焊接采用小电流高速度的低热输入焊接工艺参数的双面坡口全焊透结构,焊接后对焊件进行射线和渗透无损检测合格。焊前不预热,层间温度严格控制不超于 120℃以防晶粒粗大导致热裂纹产生。试件焊接采用小热输入和采用多层多道方式,每焊道厚度小于 3.5mm,以减小熔深和焊缝融合比。
试件焊接过程中未发现裂纹、气孔等焊接缺陷,焊道成型良好,焊缝颜色为正常的银白色,整个过程并未出现明显异常。6.试件检验及结果
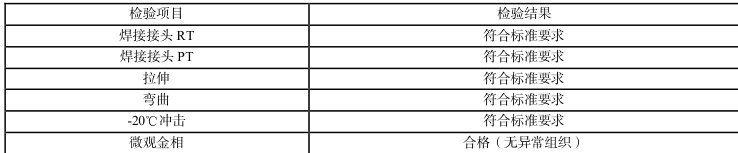
焊接完成后,对焊接接头进行 100%PT+100%RT。试件探伤合格后,按标准 NB/T47014《承压设备焊接工艺评定》对试件进行试样取样加工,分别制取 2 条拉伸试样、4 条侧弯试样、近表面 1.5mm 和 T/2 处的焊缝和两侧母材热影响区共 18 条冲击试样、1 条微观金相试样,1 条维氏硬度试样。上述试样按相关检验均满足标准要求,证明该焊接接头性能满足要求。
7.结论
为研制苯乙烯装置的关键设备脱氢反应器,为了掌握高效的埋弧焊在Q345R 与SA240 304H等类似异种钢接头焊接工艺,特对低合金钢与奥氏体不锈钢组成的异种钢焊接从焊接材料,焊接坡口,焊接工艺参数等焊接因素进行分析研究,并进行焊件焊接试验和对焊接接头进行无损检测和力学性能测试,试验结果均满足标准要求,证明了分析研究的推断和焊接试验的过程工艺是科学合理的。本研究得出以下结论:
1)焊材选取要注意,除满足Schaffler 焊缝组织图判断焊缝组织为奥氏体,避免马氏体产生外,还需考虑采用超低碳的焊材。
2)对于大型厚壁容器的异种钢焊缝可采用SAW,提高制造的焊接效率。
3)低合金钢与奥氏体不锈钢的异种钢焊缝采用含 Mo 元素及超低碳的高铬镍焊丝,该焊丝的埋弧焊操作性好,焊接接头力学性能满足要求,焊接接头无异常组织。
4)厚壁异种钢焊接常用不对称的 X 型坡口,坡口加工成型采用机械冷加工方法避免火焰切割产生的淬硬层,并且焊接前坡口及两侧 50mm 范围内打磨去除油污、铁锈等杂物,并检查坡口无裂纹和分层或夹杂物,以防焊接过程产生气孔等缺陷。8.运用
针对 Q345R 与 SA240 304H 异种钢焊接所制定的方案及相应措施是有效的,而且已在国内某石化公司苯乙烯装置脱氢反应器上成功应用,取得较好效果。此技术成功研发也为类似材料的的异种钢焊接提供可借鉴的成功经验。
9.参考文献
[1] 李亚江.焊接冶金学-材料焊接性[M]. 北京:机械工业出版社, 2006.
[2] GB713-2023.锅炉和压力容器用钢板[Z].中国国家标准化管理委员会,202
[3] ASME BPVC.Ⅱ. A-2023. MATERIALS-Ferrous Material Specifications[S]. USA: The American Society of Mechanica Engineers,2023.
[4] NB/T47015-2023.压力容器焊接规程[Z].国家能源局,2023.
作者简介:吴恩覃(1988.11-),男,汉族,人,本科,工程师,研究方向:炼油化工专用设备焊接。

 京公网安备 11011302003690号
京公网安备 11011302003690号


