



- 收藏
- 加入书签

电解铜粉形貌对铜基粉末冶金摩擦材料性能的影响
摘要:以珊瑚状、块状、短枝和长枝状树枝结构的不同形貌电解铜粉分别作为基体组元,通过压制后高压烧结的工艺手段,制备铜基粉末冶金摩擦材料。结果显示,随着铜粉基体组元颗粒分枝尺寸的增大,颗粒能够更有效地填充样品内部空隙,显著提升其致密性。其中,以长枝状树枝结构电解铜粉作为基体制备的摩擦材料,在综合性能上显著优于其他三种形貌铜粉制备的样品。具体而言,密度达到最高值,平均为 5.22g/cm3 ,平均布氏硬度为 26.37HBW,平均抗压强度为 148.62MPa ;此外还展现出了良好的摩擦磨耗性能,其摩擦系数为 0.421,磨耗量仅为  。相反,采用珊瑚状或块状形貌铜粉制备的样品,由于铜粉颗粒形貌规则且缺乏分枝结构,嵌合能力较差,导致样品的力学性能降低,磨耗加剧。
。相反,采用珊瑚状或块状形貌铜粉制备的样品,由于铜粉颗粒形貌规则且缺乏分枝结构,嵌合能力较差,导致样品的力学性能降低,磨耗加剧。
关键词:电解铜粉;粉末冶金摩擦材料;摩擦磨耗性能
分类号:TG146.11
ABSTRACT Copper-based powder metallurgy friction materials were fabricated utilizing electrolytic copper powders with diverse morphologies, including coral-like, blocky, short-branch, and long-branch dendritic structures, as the matrix components through a process of compaction followed by high-pressure sintering. The results indicate that as the branching size of the copper powder matrix particles increases, the particles become more effective in filling the internal voids of the samples, leading to a notable enhancement in their density. Notably, the friction material prepared with long-branch dendritic electrolytic copper powder as the matrix exhibits significantly superior comprehensive properties compared to those derived from the other three morphologies. Specifically, it achieves the highest average density of 5.22g/cm3 , a remarkable average Brinell hardness of 26.37 HBW, and an average compressive strength of 148.62MPa . Furthermore, it demonstrates favorable friction and wear resistance characteristics, with a friction coefficient of 0.421 and a low wear loss of 0.50g. . In contrast, samples prepared with coral-like or blocky copper powders, due to their regular particle morphologies and lack of branching structures, exhibit inferior interlocking capabilities, resulting in reduced mechanical properties and exacerbated wear.
WORDS Electrolytic Copper Powder; Powder Metallurgy Friction Material; Friction and Wear Performance
从 2009 年 12 月 26 日中国首条高速铁路通车至 2024 年底以来,中国高速铁路营业里程已达 4.8 万公里,稳居世界第一。随着列车运行安全化、高速化、舒适化发展,制动速度提升,制动载荷增大,制动时产生的热冲击也大大增加,对于制动摩擦材料的性能要求也日渐提高[1-3]。
目前应用的制动摩擦材料种类繁多,其中铜基摩擦材料是目前使用较为常见的种类。其具有摩擦性能稳定、耐磨损性能好等优点,但也存在一些不足之处[4]:如其制备工艺较为复杂,生产成本较高;高温下性能表现相对较差,易氧化和烧蚀;机械性能较弱、噪音较大等,因此对铜基粉末冶金摩擦材料的相关研究和改进工作也在持续进行,以保证其在 250km/h 以上高速列车的使用要求。
影响铜基粉末冶金摩擦材料性能的因素有很多,主要有材料的组成和生产工艺。目前该材料主要由基体组元、摩擦组元、润滑组元等材料制备而成,其中作为基体组元的铜粉、铁粉的本身性能对摩擦材料的综合性能具有显著影响。现今大多数研究多从对摩擦组元、润滑组元成分[5],烧结温度[6]、烧结工艺[7-8]等方向展开,刘建秀等[9]以电解 Cu 粉、气雾化 Cu 粉、合金 Cu 粉等不同工艺铜粉为基体,制备铜基摩擦材料,发现由于合金 Cu 粉形状结构的不规则,影响自身摩擦膜的成分、厚度和硬度。王晔等[10]分别以电解 Cu 粉、氧化铝弥散 Cu 粉和 Fe-Co-Cu 预合金化 Cu 粉作为基体组元制备铜基摩擦材料,发现分散在铜基体中的氧化铝陶瓷颗粒起到稳定摩擦和增大摩擦因数的作用,因此该材料表现出良好的摩擦稳定性,然而脱落后的硬质颗粒增加了材料的磨损量。
尽管当前已有若干研究聚焦于不同种类 Cu 粉对铜基摩擦材料性能影响的探讨[11],但在探索电解铜粉形貌多样性如何影响铜基粉末冶金摩擦材料的综合性能(包括密度、硬度、力学强度及摩擦磨损特性)方面,尚显研究不足。鉴于此,本文旨在系统性地分析并阐述基体组元中电解铜粉形貌变化对铜基粉末冶金摩擦材料性能指标的具体影响机制,以期为该领域的基础理论研究注入新的活力与视角。
1 实验
1.1 试样准备
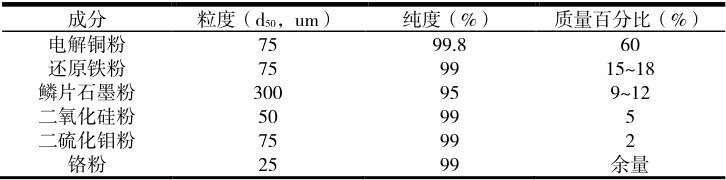
采用电解铜粉、还原铁粉、鳞片石墨粉、二氧化硅粉、二硫化钼粉、铬粉为原料制备铜基粉末冶金摩擦材料;其中电解铜粉共分为 4 种,以形貌差异作为区分,命名为C1、C2、C3、C4,其铜粉具体信息如表 1 所示。
表 1 电解铜粉具体信息
Table 1 Detailed Information of Electrolytic Copper Powder

按照表 2 比例将上述原料称量,经 V 型混料机混合均匀后进行冷压成形后生成压坯,压力为 600MPa ,保压 30s ;对压坯进行高温高压烧结,其中烧结气氛为氮氢混合气体( N2:H2=1:3 ,体积比),烧结温度 950°C ,保温时间 2 h;最终得到铜基粉末冶金闸片摩擦体,并命名为 X1、X2、X3、 X4 。
表 2 铜基粉末冶金摩擦材料的原料成分比例
Table 2 Raw Material Composition Ratio of Copper-based Powder Metallurgy Friction Materials
1.2 性能测试
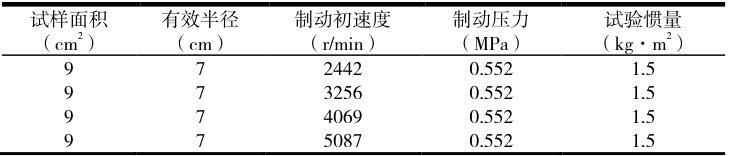
采用扫描电子显微镜(SEM)对电解铜粉 C1-C4 的形貌进行表征;使用 HB-3000布氏硬度计测量烧结后试样 X1-X4 的布氏硬度,并取 5 次测试的平均值;以阿基米德排水法作为试样实际密度的测量方法;以万能试验机对试样的抗压强度、粘结强度和剪切强度进行 3 次测试后,取其平均值;采用 MM3000 摩擦磨损试验机(简称MM3000)进行摩擦磨耗性能测试,其中摩擦面由 3 个尺寸为 15×20mm 的摩擦试样组成,摩擦磨耗实验参数如表 3 所示。
表3 铜基粉末冶金摩擦材料摩擦磨耗试验参数
Table 3 Friction and Wear Experimental Parameters of Copper-based Friction Materials
2 结果与讨论
2.1 扫描电镜 SEM
图 1 为 C1-C4 电解铜粉的 SEM 形貌照片[12]。可以看出,在相同拍摄倍数下,C1颗粒表面多为球形或椭球形,整体呈现珊瑚状,有较强的颗粒感;C2 粉末颗粒较大,但相互之间尺寸较为接近,整体由松散的块状颗粒堆积,但分散性较好;C3 呈现粉体颗粒团聚紧密,虽整体为树枝状,但其分枝较短,相互粘结度高,不易分离;C4 粉末的整体形貌为细条形树枝状,分枝较长、发达且明显,分散性好。
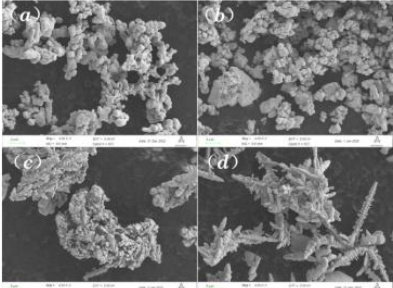
(a)C1:珊瑚状;(b)C2:块状;(c)C3:短枝状;(d)C4:长枝状
图1 不同铜粉的微观形貌
Fig.1 Microstructure of Different Copper Powders
2.2 摩擦体理化性能测试
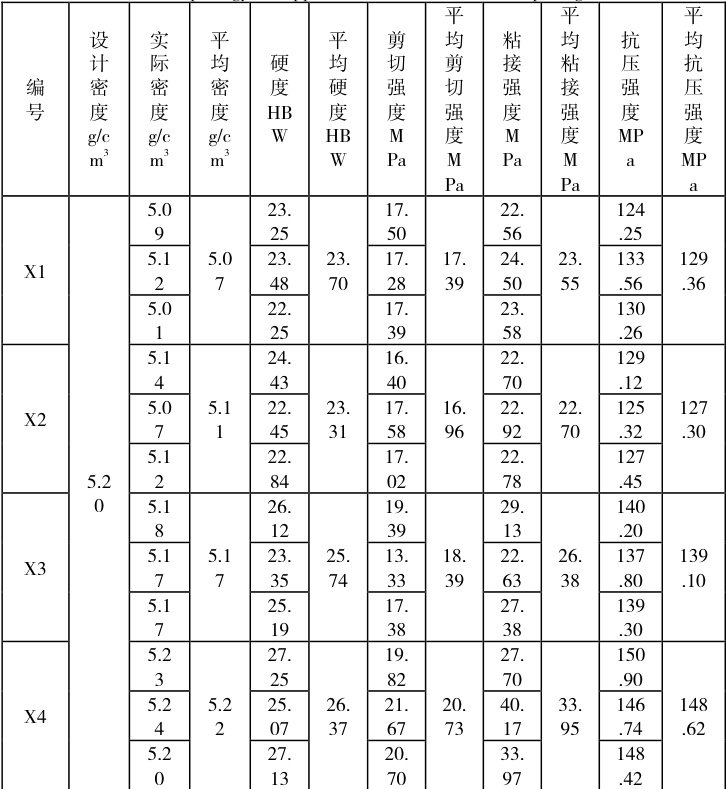
按照技术标准,对上述样品 X1-X4,进行理化性能测试,具体实验数据如表 4 所示(其中的所有理化性能数据均为同一生产批次的摩擦体,每种测试均送 3 个样品并进行 3 次测试后的数据平均值)。其中,摩擦体 X4 的整体物理力学性能最佳,相较其他闸片摩擦体大致有 5-10%的性能增加,原因在于长枝树枝状的铜粉具有较强的易咬合性,在摩擦体压制过程中树枝状的铜粉颗粒相互接触咬合,填充样品内部的细小空隙;进而烧结工艺下,金属粉末进入孔隙的能力强,样品中的颗粒或晶体结构更加紧密地排列,减少孔隙率以此提高了材料的致密性,进而影响材料密度 ;同时在空隙被填充后,有助于提高样品本身的抗疲劳性能和抗断裂性能,并且颗粒或晶体之间的接触面积增大可增强相互之间的结合力,这种结合力的增强有助于提高材料的整体强度,直接影响样品的各项物理力学性能,使得 X4 的平均布氏硬度高达 26.37 HBW,平均抗压强度达到 148.62 MPa⨀
样品X3 的性能数据处于中间水平,原因在于 C3 树枝状铜粉虽分枝较短,但相互之间仍然有一定的咬合能力,可以在混合中嵌合多种金属粉末,达到不易脱落的结果,该能力差于粉体 C4,但显著高于铜粉 C1 和 C2;因此 X3 的平均布氏硬度仍有 25.74HBW,平均抗压强度达到了 139.10MPa⨀
X1、X2 两者的各项性能数据均低于 X3、X4,且相互之间仅有 0.5% 左右的上下差别,说明无论是块状、珊瑚状等形貌的铜粉,由于颗粒几乎没有分枝的存在,其相互之间的咬合能力均较差;在颗粒受到较强的外部压力下,颗粒之间虽会通过互相挤压减小间隔来提高自身材料紧密程度,但是由于颗粒形貌较为规则,且嵌合能力较小、松散,也几乎无法填充细小空隙,使其容易成为应力集中的区域;直接表现为平均密度相较理论密度低了 0.13-0.10g/cm3 ,平均布氏硬度仅约 24 HBW,平均抗压强度为 128MPa
表4 不同闸片摩擦体物理力学性能
Table 4 Micromorphology of Copper Powder with Different Morphologies
2.3 MM3000 摩擦磨损性能测试
为了对比不同形貌的铜粉对闸片的摩擦磨耗性能影响,进行 MM3000 制动试验,探究其在不同压力、不同初速度下的性能情况[14]。图 2 为 X1-X4 共 4 种试样在制动压力分别为 23kN 和 32kN 下,制动初速度为 120、150、200、 250km/h 的平均摩擦系数变化曲线。可以观察到,在不同的制动压力下,样品 X1-X4 各自的摩擦系数变化并没有因为所施加压力的不同而改变,变化趋势基本相同。
除了X1 外,其余试样的摩擦系数有随着初速度的增加而增加的趋势,随着初速度的逐渐上升,在摩擦热和摩擦力的作用下[15],由于润滑性和本身孔隙率的存在,材料中有颗粒的持续性脱落,并随之嵌进高速摩擦下所生成的摩擦膜中,起到增加磨粒的作用,导致摩擦面的粗糙度增加 ,因此试样的摩擦系数持续增大,其中以 X4 最为明显,有 0.02 的增加;与此同时,由于铜粉 C2 和 C3 本身的分枝较短,使得其与其他组元颗粒相互接触下虽咬合,但不如铜粉 C4 的嵌合能力,因此高速磨耗下样品表面的颗粒脱落后虽然嵌入摩擦膜中,但较短的分枝使其摩擦面的粗糙度不如 X4,因而摩擦面的摩擦系数增加趋势不如样品 X4,仅为 ±0.01 左右。相对地,样品 X1 的摩擦系数持续下降,是因为铜粉形貌多为珊瑚状或块状,试样在高速制动下颗粒持续脱落,脱落面积较大,并且由于粉末的比表面积小无法嵌入到摩擦膜中,直接影响了样品摩擦面的面积大小和其本身的粗糙度,因此摩擦系数持续下降,下降数值达到了 0.02
图 2 MM3000 制动试验摩擦系数变化曲线图
Fig.2 MM3000 Brake Test Friction Coefficient Change Curve
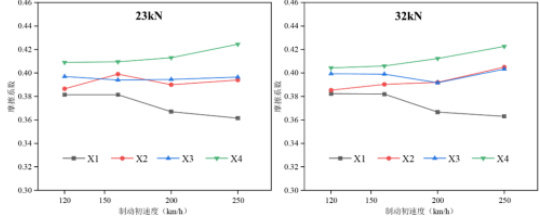
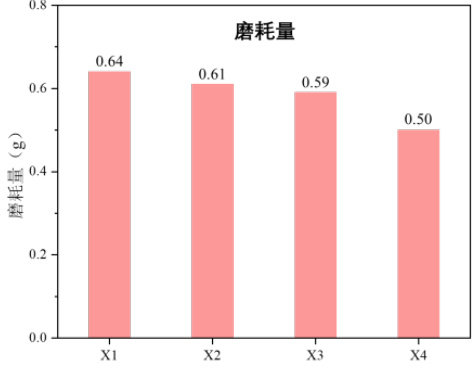
图3 为X1-X4 共4 种试样经过上述所有的MM3000 摩擦磨损测试程序后的磨耗量数据。可以观察到,样品磨耗量有逐渐减少的趋势,由于 X1 的颗粒形貌原因,在其颗粒摩擦脱落之后几乎不能嵌入到生成的摩擦膜中,因而磨粒损失量最大,达到了 0.64g ;X2 和 X3 由于在高速磨耗下样品表面的颗粒脱落后,会少量嵌合到摩擦膜中,但由于铜粉 C2、C3 的粉末分枝较短,导致嵌合能力较差,因此磨耗量仅略微下降,仅为5 % -11 % ;相应地,由于铜粉 C1 的颗粒分枝细且长,具有非常好的嵌合能力,可以显著地降低 X4 颗粒脱落数量,以及增加脱落粒在摩擦膜中的附着时间,降低样品的损耗量,因此 X4 的磨耗量最低,仅为 0.50g
图 3 MM3000 制动试验磨耗量
Fig.3 MM3000 Brake Test Wear
3 结论
(1) 采用相同粒度不同形貌的电解铜粉作为基体,通过热压烧结制成铜基粉末冶金摩擦材料试样,研究表明随着铜粉基体组元颗粒分枝的尺寸增加,可以保证颗粒尽量填充样品的空隙,提高了样品的致密性,因此其密度呈增加的趋势,其中样品 X4 的密度最大,为 5.22g/cm3 ;同时由于样品空隙被填充,使得样品内部颗粒间结合力增强、减少应力集中以及改善微观结构,上述因素共同作用下,样品的综合性能显著提高,其中X4 的平均硬度为 26.37 HBW,平均抗压强度为 148.62MPa⨀ 。
(2) 在 120、150、200、 250km/h 的初速度下进行摩擦磨损试验,不同形貌下,随着 铜粉分枝尺寸的逐渐增加,摩擦系数整体呈上升的趋势。该X4 铜基粉末冶金摩擦材料 具有最佳的摩擦磨耗性能,摩擦系数为 0.404~0.421;同时磨耗量最低,为 0.50g 参考文献 [1] Xiu-Fei W , Qi-Zhong H , Cai-Liu Y ,et al. Wet friction properties of copper-based material via powder metallurgy[J]. Journal of Central South University(Science and Technology), 2008, 39(3):517-521. [2] Yusubov F F , Hurey I V .Influence of temperature on the tribological properties of composites for brake pads[J]. Materials Science, 2021(2):57. [3] Cui, Gong jun, Lu,et al. The microstructure and wear characteristics of Cu-Fe matrix friction material with addition of SiC[J]. Tribology Letters, 2017. [4] Jia D J. Research on friction and wear properties of copper-based powder metallurgy friction material matrix[D]. Zhengzhou University of Light Industry, 2024. [5] (贾德晋.铜基粉末冶金摩擦材料基体摩擦磨损性能研究[D].郑州轻工业学院, 2024.) [6] Yao P P , Xiao Y L , Deng J W .Study on space copper-based powder metallurgy friction material and its tribological properties[J]. Advanced Materials Research, 2011, 284-286:479-487. [7] Avramović, Ljiljana,Maksimović, Vesna,Baščarević, Zvezdana,et al. Influence of the shape of copper powder particles on the crystal structure and some decisive characteristics of the metal powders[J]. Metals - Open Access Metallurgy Journal, 2019, 9(1). [8] Wang Y, Yan Q Z, Zhang X L, et al. Effect of copper powder on the properties of copper-based friction materials[J]. Journal of Materials Research, 2013(1):6. [9] (王晔,燕青芝,张肖路,等.铜粉对铜基摩擦材料性能的影响[J].材料研究学报, 2013(1):6.) [10] Liu J X, Pan S L, Wu S, et al. Effect of Cu powder type on the properties of copper-based friction materials[J]. Special Casting and Nonferrous Alloys, 2019(6):5. [11] (刘建秀,潘胜利,吴深,等.Cu 粉类型对铜基摩擦材料性能的影响[J].特种铸造及 有色合金, 2019(6):5.) [12] Liang S L, Sun Z, Feng C Y, et al. Effect of pressing pressure on properties of copper-based powder metallurgy friction materials[J]. Popular Science, 2023(012):025 [13] (梁世龙,孙政,冯驰原,等.压制压力对铜基粉末冶金摩擦材料性能的影响[J].大 众科技, 2023(012):025.) [14] Liu X J, Ma K, Zhu S, et al. Preparation and performance optimization of copper-based powder metallurgy friction materials for high-speed EMUs[J]. Rail Transit Materials, 2023, 2(6):6-9. [15] (刘晓军,马凯,朱松,等.高速动车组用铜基粉末冶金摩擦材料的制备及性能优 化研究[J].轨道交通材料, 2023, 2(6):6-9.) [16] Wang T G, Qin Q. Effect of sintering tempe on microstructure and properties of copper-based powder metallurgy friction materials[J]. Mechanical Engineering Materials, 2016, 40(1):4. [17] (王天国,覃群.烧结温度对铜基粉末冶金摩擦材料组织和性能的影响[J].机械 工程材料, 2016, 40(1):4.) [18] Borgh I , Hedstr?M P , Persson T ,et al. Microstructure, grain size distribution and grain shape in WC–Co alloys sintered at different carbon activities[J].International Journal of Refractory Metals & Hard Materials, 2014, 43:205-211. [19] Zhang Z Y, Lu N G. Review of powder metallurgy friction materials[J]. Powder Metallurgy Technology, 1986(03):43-51. [20] (张忠莹,鲁乃光.粉末冶金摩擦材料综述[J].粉末冶金技术, 1986(03):43-51.) [21] P. K ,Deshpande, et al. Infrared processed Cu composites reinforced with WC particles[J]. Materials Science and Engineering: A, 2006, 429(1-2):58-65. [22] Zhu X G. Preparation and friction and wear properties of Cu-based powder metallurgy brake pad materials for high-speed trains[Dissertation]. Henan University of Science and Technology, 2015. [23] (朱旭光.高速列车用 Cu 基粉末冶金闸片材料的制备与摩擦磨损性能研究[D]. 河南科技大学,2015.) [24] Zeng Z F. Friction and wear properties of multi-component ceramic reinforced copper matrix osites[J]. Powder Metallurgy Industry, 2015, 25(4):6. [25] (曾昭锋.多元陶瓷增强铜基复合材料的摩擦磨损性能[J].粉末冶金工业, 2015, 25(4):6.)

 京公网安备 11011302003690号
京公网安备 11011302003690号


