



- 收藏
- 加入书签

5G 小径管对接手工钨极氩弧焊单面焊双面成型技术研究与实践
摘要:焊接技术作为现代制造业核心金属加工工艺,在装备制造、能源化工等领域作用突出。尽管自动化焊接技术广泛应用,但手工钨极氩弧焊(GTAW)凭借操作灵活、电弧稳定等优势,在小径管、精密构件焊接中仍占关键 地位,尤其单面焊双面成型技术是保障小径管焊接质量的核心。高质量焊缝需满足外观与内在质量双重要求,然而实际焊接中受设备、焊材、工艺参数及操作技能等因素影响,易出现成形不良、质量不达标等问题,增加生产成本并 削弱工件性能。本文以5G(水平固定)小径管对接GTAW 单面焊双面成型为研究对象,结合造纸厂高压油管道焊接实例,从坡口设计、参数优化、操作规范及缺陷防控等方面系统分析,为同类焊接提供技术支撑,提升质量稳定性。关键词:5G 小径管;手工钨极氩弧焊;单面焊双面成型;坡口形式;焊接工艺参数;缺陷防控
前对接接头因受力均匀、承载能力强,广泛应用于管件连接。与板对接相比,管对接因环形曲面结构,需通过单面焊实现双面成形,易产生根部缺陷;小径管(外径≤108mm)管径小、壁厚薄(  ),焊接热量集中要求高、操作空间受限,难度进一步提升。
),焊接热量集中要求高、操作空间受限,难度进一步提升。
5G 焊接位置(水平固定管对接)是小径管典型工况,在热电厂、化工厂及造纸厂等领域应用广泛。以造纸厂油站高压油管道为例,其工作压力达10-15MPa,焊缝微小缺陷易引发泄漏,甚至导致安全事故,因此要求焊缝满足密封性、强度及耐疲劳性,且无损检测需达Ⅱ级及以上标准。本文结合工程案例,从焊前准备、工艺参数确定、分层操作要点及缺陷防控等方面详细阐述,为实践提供技术支撑。
图1 水平固定管
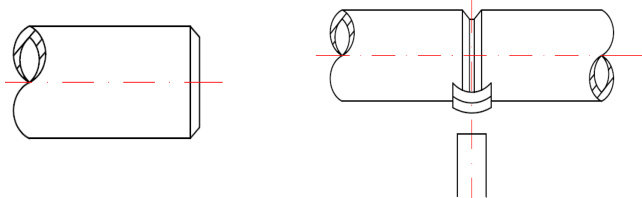
(注:图 1 为 5G 小径管水平固定对接示意图,管道轴线水平放置,焊缝呈环形围绕管道,焊接过程中工件固定,焊工围绕管道完成全位置焊接)
一、焊前准备:坡口形式设计与装配工艺
焊前准备是保障单面焊双面成型质量的基础环节,包括坡口形式设计、焊接区域清理、试件装配及定位焊,其中坡口形式直接决定根部焊透效果,装配精度则影响焊缝成形稳定性。
1.1 坡口形式设计依据
5G 小径管焊接仅能从单面操作,根部易出现未焊透、未熔合等缺陷,因此坡口设计需满足以下核心要求:① 保证根部能够充分熔透,形成均匀的背面成形; ② 便于焊工操作,确保焊丝能够精准送入熔池; ③ 减少焊接填充量,降低焊接变形与应力。
对于壁厚≤12mm 的 5G 小径管,手工钨极氩弧焊单面焊双面成型通常采用 V 形坡口(如图 2a 所示),其设计参数如下:
• 坡口角度:单边30°-32°,角度过大易导致焊接填充量增加,角度过小则可能因坡口侧壁熔合不良产生未熔合缺陷;
• 钝边厚度:1-2mm,钝边的作用是防止焊接时出现烧穿缺陷,若钝边过厚 (∇>2mm ),易导致根部未焊透;若钝边过薄(<1mm),则可能因熔池温度过高引发烧穿;
• 根部间隙:2-3mm,合理的根部间隙是实现单面焊双面成型的关键 — 间隙过小会导致根部热量不足,无法形成有效熔透;间隙过大则会使熔池金属因自重下坠,产生背面塌陷或焊瘤。
1.2 焊接区域清理
管道坡口及附近区域的杂质(铁锈、油污、氧化皮、水分)是导致气孔、夹渣等缺陷的主要原因,因此焊前需进行严格清理:
清理范围:坡口内外壁各 15mm 范围内,确保焊接区域无任何杂质;
• 清理方法:采用角磨机配合不锈钢钢丝轮(针对不锈钢管道)或砂轮片(针对碳钢管道)进行打磨,直至露出金属光泽;对于油污严重的区域,需先用丙酮或乙醇擦拭,再进行打磨;
清理验证:清理后需通过目视检查,确保坡口表面无氧化色、油污痕迹,且无明显划痕或凹坑。
1.3 试件装配精度控制
装配精度直接影响焊缝成形质量,若存在错边、错口等问题,易导致焊缝厚度不均,甚至产生应力集中。5G 小径管装配需满足以下要求:
• 轴线对正:两根管道的轴线需完全重合,不得出现偏移,错边量≤0.1 倍壁厚(且≤1mm),若错边量过大,会导致坡口一侧熔合不良,另一侧过度熔化产生咬边;
内外壁平齐:管道内壁需保持平齐,若内壁存在台阶,会导致介质流动时产生涡流,加速焊缝腐蚀,同时影响背面成形均匀性;
根部间隙均匀:装配时需采用塞尺检查根部间隙,确保圆周方向间隙均匀(偏差≤0.5mm),避免局部间隙过大或过小导致的成形缺陷。
1.4 定位焊工艺
定位焊的作用是固定管道位置,防止焊接过程中出现变形,其质量直接影响正式焊接的接头质量,因此需严格控制定位焊工艺:
• 定位焊点数量:考虑到小径管刚性较小,定位焊点过多易导致焊接变形,通常设置 2 处定位焊,分别位于管道的 10 点钟与 2 点钟位置(如图 2b 所示),两点连线与水平方向呈对称分布,可有效平衡焊接应力;
• 定位焊长度:8-10mm,长度过短易导致定位焊强度不足,焊接过程中出现开裂;长度过长则会增加接头数量,易产生未熔合缺陷;
• 定位焊焊材与参数:焊材需与正式焊接一致(如碳钢管道选用 H08Mn2SiA 焊丝,不锈钢管道选用H0Cr21Ni10 焊丝),焊接电流比正式焊接打底层低 5-10A(如打底层电流 80-100A,定位焊电流 75-90A),避免定位焊过热导致根部烧穿;
• 定位焊接头处理:定位焊完成后,需用角磨机将焊缝两端打磨成缓坡度(过渡长度≥5mm),避免正式焊接时接头处出现未熔合或夹渣。
图 2
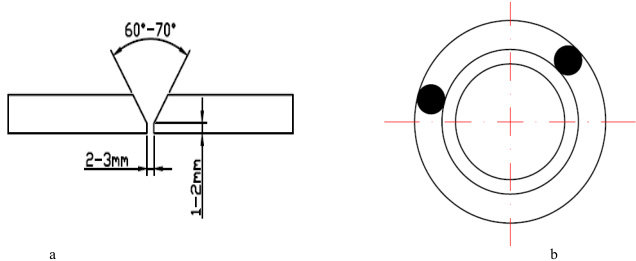
(注:图 2a 为 V 形坡口截面图,标注坡口角度、钝边厚度及根部间隙;图 2b 为 5G 小径管定位焊位置图,标注 10 点钟与 2 点钟位置的定位焊点)
二、焊接工艺参数优化:基于分层焊接的参数设计
手工钨极氩弧焊的工艺参数(焊接电流、焊丝直径、钨极直径、保护气体流量等)直接影响熔池温度、电弧稳定性及焊缝成形,需根据焊接层次(打底层、填中层、盖面层)的不同功能进行针对性优化。
2.1 核心工艺参数确定原则
5G 小径管焊接的工艺参数需满足以下原则: ① 打底层参数需保证根部焊透,形成均匀的背面成形; ② 填中层参数需确保与打底层充分熔合,同时避免过度加热导致变形; ③ 盖面层参数需保证外观成形优良,无咬边、焊瘤等缺陷。
本次研究针对壁厚 6mm、外径 57mm 的 20# 碳钢小径管,采用手工钨极氩弧焊单面焊双面成型,核心工艺参数如下表所示:
表 1 5G 小径管对接手工钨极氩弧焊工艺参数表

2.2 各层次参数设计详解
(1)打底层参数:保障根部焊透与背面成形
打底层是单面焊双面成型的关键层次,需在确保根部焊透的同时,避免背面塌陷或烧穿,其参数设计重点如下:
• 焊接电流:80-100A,电流大小需根据根部间隙调整 间隙 2mm 时选用 80-85A,间隙 3mm 时选用 95-100A,若电流过大,熔池温度过高,易导致背面塌陷;电流过小,则根部无法焊透,形成未熔合;
• 钨极直径:2.4mm,采用铈钨极(WCe20),其电弧稳定性优于纯钨极,且烧损量小,可减少夹钨缺陷;钨极需磨成尖形(顶角 30∘–45∘ ),便于形成集中电弧,加热根部;
保护气体:采用纯度≥99.99% 的氩气,流量 8-10L/min,流量过小无法有效保护熔池,易产生气孔;流量过大则会导致电弧不稳定,影响熔池成形。
(2)填中层参数:确保层间熔合与应力控制
填中层的作用是填充坡口空间,需与打底层充分熔合,同时避免过度加热导致管道变形,其参数设计重点如下:
• 焊接电流:90-110A,比打底层高 10-15A,目的是提高熔池温度,确保与打底层焊缝充分熔合,避免层间未熔合;但电流不得过高(≤110A),否则会导致焊缝晶粒粗大,降低力学性能;
. 焊接速度:60-70mm/min,比打底层稍快,可减少热输入,降低焊接变形;同时需配合锯齿形运弧,在坡口两侧稍作停留(停留时间 0.5-1s),确保侧壁熔合;
• 填充量控制:填中层焊缝需低于管道外壁 1-2mm,为盖面层预留焊接空间,避免盖面层过厚导致成形不良。
(3)盖面层参数:保障外观成形与尺寸精度
盖面层直接决定焊缝外观质量,需满足表面圆滑过渡、无咬边、焊瘤等缺陷,且焊缝余高符合标准(余高≤1.5mm,且不超过壁厚的 10% ),其参数设计重点如下:
焊接电流:90-100A,比填中层低 5-10A,目的是降低熔池温度,避免因温度过高导致咬边或焊瘤;
运弧方式:采用月牙形运弧,运弧幅度需与坡口宽度匹配,确保焊缝宽度均匀(焊缝宽度为坡口宽度 + 2-3mm);
余高控制:通过调整焊接速度与送丝量,使盖面层余高控制在 0.5-1.5mm,余高过高易产生应力集中,余高过低则会降低焊缝强度。
2.3 参数调整的灵活性原则
上述参数为基准值,实际焊接中需根据以下因素灵活调整:
• 管径大小:管径越小(如外径≤42mm),散热越慢,需适当降低电流(-5-10A);管径越大(如外径≥76mm),则需提高电流(+5-10A);
• 环境温度:低温环境(<5℃)下,管道散热加快,需提高电流(+10-15A),并采取预热措施(预热温度 80-120℃);
焊工操作习惯:操作熟练的焊工可适当提高焊接速度,减少热输入;新手则需降低焊接速度,确保熔池控制稳定。
三、分层焊接操作要点:从打底层到盖面层的精准控制
5G 小径管对接手工钨极氩弧焊单面焊双面成型采用分层焊接(打底层、填中层、盖面层),各层次的操作方法不同,需结合全位置焊接(仰焊、立焊、平焊)的特点,精准控制焊枪角度、送丝方式与运弧轨迹。
3.1 打底层焊接:核心是根部熔透与背面成形
打底层焊接从管道 6 点钟位置(仰焊位置)开始,分两半圆自下而上焊接(如图 3a 所示),每半圆焊接至 12 点钟位置收尾,操作要点如下:
(1)焊枪角度与电弧控制
• 焊枪角度:焊枪与管道切线方向保持 70°-75° 夹角(如图 3b 所示),同时焊枪需向焊接方向倾斜10°-15°,确保电弧能够直接加热坡口根部;在仰焊位置(6-9 点、6-3 点),焊枪角度需适当调整,向管道内侧倾斜 5°-10°,防止熔池金属下坠;
• 电弧长度:钨针与熔池间距保持 2-3mm ,即短弧焊接,短弧的优点是电弧热量集中,有利于根部熔透,同时可减少氩气保护范围内的空气侵入,降低气孔缺陷;
• 熔孔控制:打底层焊接需形成稳定的熔孔(熔孔直径为根部间隙 +1-2mm ),熔孔过大易导致背面塌陷,熔孔过小则根部未焊透;焊工需通过观察熔池形态,实时调整焊接速度与电流,保持熔孔大小稳定。
(2)送丝方式与时机
打底层送丝需根据焊接位置调整,确保焊丝精准送入熔池,避免焊丝与钨极接触产生夹钨:
• 仰焊位置(6-9 点、6-3 点):采用内加丝法,即焊丝从坡口内侧送入熔池,送丝时需将焊丝端部贴近坡口根部,轻轻送入熔池,避免焊丝抬起导致空气进入;送丝频率为 1-2 次 / 秒,每次送丝量控制在 1-2mm,防止熔池金属因自重下坠产生内凹;
• 立焊位置(9-12 点、3-12 点):采用滴丝法,即焊丝端部靠近熔池,待熔池形成后,将焊丝轻轻滴入熔池,送丝频率为 2-3 次 / 秒,配合焊接速度缓慢上升,确保熔池稳定;
• 收弧控制:每半圆焊接至 12 点钟位置收弧时,需先增加送丝量,填满熔池,再将焊枪向坡口边缘移动,待熔池冷却至暗红色后断开电弧,防止收弧处产生缩孔;收弧后需用角磨机将收弧处打磨成缓坡度,便于下一半圆焊接时接头融合。
3.2 填中层焊接:重点是层间熔合与填充量控制填中层焊接同样从 6 点钟位置开始,分两半圆焊接,操作要点如下:
焊枪角度:与打底层一致(70°-75°),确保电弧能够加热打底层焊缝表面,实现层间熔合
运弧方式:采用锯齿形运弧,运弧幅度为坡口宽度的 1/2-2/3,在坡口两侧停留 0.5-1s,确保侧壁充分熔合,避免未熔合缺陷;
• 送丝方式:采用连丝法,即焊丝持续、均匀地送入熔池,送丝速度与焊接速度匹配(送丝速度100-120mm/min),确保焊缝填充均匀;
• 填充量控制:填中层焊缝需低于管道外壁 1-2mm,且焊缝表面保持 “中间低、两侧高” 的形态,这种形态可使盖面层焊接时熔池均匀分布,避免咬边。
3.3 盖面层焊接:关键是外观成形与接头处理盖面层焊接决定焊缝外观质量,操作要点如下:
焊枪角度:与前两层一致,确保电弧稳定,避免因角度偏差导致咬边;
• 运弧方式:采用月牙形运弧,运弧幅度需覆盖坡口宽度,且运弧速度均匀(  ),确保焊缝宽度一致(焊缝宽度为坡口宽度 +2-3mm );
),确保焊缝宽度一致(焊缝宽度为坡口宽度 +2-3mm );
• 送丝方式:采用两侧滴丝法,即焊丝在坡口两侧交替滴入熔池,每次送丝量控制在 1mm 左右,在坡口两侧稍作停留,确保焊缝边缘与母材圆滑过渡,避免咬边;
• 接头处理:盖面层接头需与填中层接头错开至少 15mm,避免缺陷集中;焊接至收尾位置时,需超过起始位置 5-10mm,压低电弧并增加送丝量,填满弧坑后快速收弧,确保接头处无缩孔、裂纹。
图 3
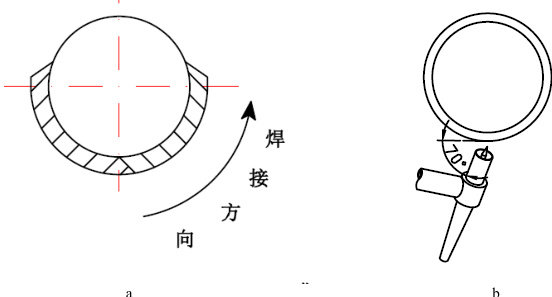
(注:图 3a 为焊接方向与分区示意图,标注 6 点钟起弧位置、两半圆焊接区域及 12 点钟收尾位置;图3b 为焊枪角度示意图,标注焊枪与管道切线方向的夹角)
四、常见缺陷成因分析与防控措施焊接中受多因素影响易产生缺陷,以下针对典型缺陷分析成因并提出防控措施。
4.1 背面塌陷(1)缺陷特征与危害
根部向内凹陷,深度 >0.5mm 为超标,导致根部有效厚度不足,降低强度,高压管道中易应力集中引发失效。
(2)主要成因
电流或电压过大使熔池过热下坠;根部间隙>3mm 且送丝不足;仰焊位置送丝不及时或量少。
(3)防控措施
按间隙调电流,2-2.5mm 用 90-100A,2.5-3mm 用 80-90A;塞尺检查确保间隙 2-3mm 均匀;仰焊用内加丝法保证送丝量;速度控制50-60mm/min 防熔池高温。
4.2 未熔合(1)缺陷特征与危害
分层间与侧壁未熔合,RT 显示线状阴影,破坏焊缝整体性,降低承载能力,交变载荷下易裂。
(2)主要成因
电弧偏吹偏离加热区域;电流小或速度快导致温度不足;运弧停留短、角度偏或焊前清理不彻底。
(3)防控措施
清除磁性物质或退磁,室外搭防风棚防穿膛风;填中层电流比打层高10-15A,速度 60-70mm/min;锯齿形运弧两侧停0.5-1s,保持焊枪角度;彻底打磨坡口,分层焊清除层间熔渣。
4.3 咬边
(1)缺陷特征与危害
焊缝边缘凹陷,深度 >0.5mm 或长度超焊缝10%为超标,减少母材厚度,产生应力集中,加速腐蚀。(2)主要成因
电流>100A 导致边缘过度熔化;电弧长(>3mm)热量分散;运弧幅度不足或停留短;焊枪向外倾斜
(3)防控措施
盖面层电流90-100A;短弧焊接(间距 2-3mm );月牙形运弧覆盖坡口,两侧停0.5s;保持焊枪与切线70°-75夹角。
4.4 其他典型缺陷防控
(1)气孔
表现为圆形空洞,成因:氩气纯度低、流量不当、区域潮湿或油污。防控:用≥99.99%氩气,流量8-10L/min;丙酮除油污;提前送气3-5s,滞后断气。
(2)夹钨
焊缝含钨极颗粒,成因:电流大烧损钨极、钨极接触熔池或焊丝。防控:2.4mm 钨极配 80-120A 电流;伸出长度5-8mm;避免钨极触碰熔池,出现夹钨立即清除重焊。
(3)裂纹
多在收弧处或冷却时产生,成因:应力集中、焊材不匹配、冷却快。防控:收弧填弧坑或回焊5-10mm;碳钢预热100-150℃,焊后保温缓冷;选用匹配焊材。
图 4
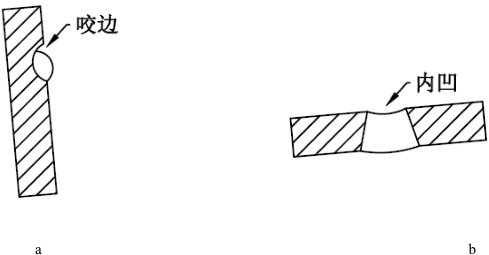
(注:图 4a 为咬边缺陷示意图,标注咬边位置与深度;图 4b 为背面塌陷缺陷示意图,标注塌陷深度)五、焊后检验
焊后检验按“自检-专检-无损检验”流程进行,超标缺陷需规范返修。
5.1 焊后检验流程(1)外观检验
焊工1 小时内自检:焊缝无裂纹等缺陷,余高 0.5-1.5mm ,咬边深度 ≤0.5mm 、长度≤焊缝 10% ,背面成形均匀。专检用≥10 倍放大镜抽查,比例不低于 30% 。
(2)无损检验
高压管道焊缝 100%RT 或 UT 检测,执行 NB/T 47013.2-2015 或 NB/T 47013.3-2015 标准,合格级别Ⅱ级及以上。
(3)力学性能试验
首焊或首批焊缝需做拉伸、弯曲、冲击试验:拉伸强度不低于母材下限;弯心直径 3 倍壁厚、弯曲 180∘X 裂纹;常温冲击吸收能量≥27J。
六、结论与展望
6.1 结论
5G 小径管GTAW 单面焊双面成型是技术密集型工艺,质量受多因素影响,研究得出:
1. V 形坡口(角度60°-65°,钝边1-2mm,间隙2-3mm)配合精准装配(错边≤1mm)是质量基础
2. 分层优化参数(打底 80-100A、填中 90-110A、盖面 90-100A,氩气 8-10L/min)是质量核心;
3. 规范操作(打底内加丝、填中锯齿运弧、盖面月牙运弧)是质量关键;全流程管控可实现焊缝一次合格率≥98%。
6.2 展望
未来发展方向:①智能化辅助:开发参数监测设备与机器视觉系统,辅助焊工操作;②新型材料:研发高纯度焊材与混合保护气体,优化特殊材质工艺; ③ 技能提升:建立虚拟仿真培训系统,缩短焊工培训周期。参考文献:
[1] 王敏. 手工钨极氩弧焊单面焊双面成形技术在小径管焊接中的应用[J]. 焊接技术, 2022, 51(8): 68-71.
[2] 刘兵, 张磊. 5G 位置小径管氩弧焊焊接缺陷分析与防控[J]. 石油化工建设, 2021, 43(4): 56-59.
[3] 中华人民共和国国家标准. 承压设备焊接工艺评定: GB/T 22137-2022 [S]. 北京:中国标准出版社, 2022.
[4] 李艳梅. 水平固定管对接钨极氩弧焊操作要领与质量控制[J]. 机械制造与自动化, 2020, 49(3): 189-191.
[5] 陈立军. 氩弧焊常见缺陷成因及预防措施[J]. 焊接与切割, 2024, (3): 45-48.
[6] 王建国. 5G 水平固定管焊接技术及实操训练[M]. 北京:机械工业出版社, 2021: 78-92.

 京公网安备 11011302003690号
京公网安备 11011302003690号


