



- 收藏
- 加入书签

基于辊系空间测量技术的带钢纠偏方法与应用
摘要:带钢跑偏是轧钢过程中常见且严重影响产品质量与设备安全的问题。传统的CPC 自动纠偏系统在应对复杂跑偏因素时存在局限,尤其在跑偏量超出其纠偏范围时效果不佳。本文提出一种基于辊系空间测量技术的带钢纠偏方法,通过全站仪或激光跟踪仪对辊系进行三维空间位置测量,精确计算辊子的水平度与垂直度偏差,并据此进行机械调整。文中详细阐述了辊子空间位置的测量原理、计算方法及调整策略,并结合实际数据验证了该方法的有效性。应用结果表明,通过精确调整辊系空间位置,可显著降低带钢跑偏量,提升轧制过程的稳定性和产品质量。
关键词:带钢跑偏;辊系空间测量;纠偏方法
Abstract:Strip steel deviation is a common issue during rolling that significantly affects product quality and equipment safety.Traditional CPC automatic correction systems have limitations when dealing with complex deviation factors,especially when the deviation exceeds their correction range.This paper proposes a strip steel correction method based on roll spatial measurement technology.By using a total station or laser tracker to measure the three-dimensional spatial positions of the rolls,the horizontal and vertical deviations of the rolls can be accurately calculated and mechanically adjusted accordingly.The paper details the principles of roll spatial position measurement,calculation methods,and adjustment strategies,and validates the effectiveness of the method with actual data.The application results show that precise adjustment of roll spatial positions can significantly reduce strip steel deviation,improving the stability of the rolling process and product quality.
Keywords:strip steel deviation;roll spatial measurement;correction method
前言
在轧钢工序中,带钢跑偏是一个频发故障,且影响较大。冷轧带钢跑偏时,纠偏装置纠偏时容易引起带钢边部受力大从而引起边浪、撕裂或断带。热轧带钢跑偏时容易磨损和撞击导卫板、侧导板、护板等。在带钢卷取过程中,跑偏的带钢卷侧边容易参差不齐。同时纠偏过程中也容易引起如纠偏辊等运行设备故障。因此,带钢跑偏不仅影响带钢的产品质量,也影响运行设备的使用寿命。此外,因跑偏引起的故障和停机,也会造成经济上的损失和维修成本的升高,严重时,高速飞出的带钢会威胁到设备和人员的安全。
轧钢工艺对产品的质量要求较高,因此带钢跑偏的问题也不容忽视。目前,带钢最常用的纠偏方式是 CPC自动纠偏,但在实际应用中,CPC 纠偏系统可实现局部纠偏,带钢在运行中跑偏是多种因素综合作用的结果,带钢跑偏量容易超过 CPC 对中装置的纠偏范围 。因而对轧制设备的三维空间测量技术也逐渐广泛应用于各轧制产线上,针对带钢跑偏问题通过对辊系包括卷取机卷筒的测量,可解决较多带钢跑偏的问题,特别是跑偏量较大的情况下。
一、辊系空间位置测量方法
1.1 辊道位置对带钢跑偏的力学分析
带钢轧制线辊道分为多种类型的辊道,如热轧的层流辊道由连续排布约 60 至 100 根辊子组成的带钢输送辊道,每根辊子均由独立的电机驱动。如冷轧或硅钢轧制的薄带钢辊道有转向辊、夹送辊、纠偏辊、张力辊组、连退辊道等等 [2],有的辊子由电机驱动,有的辊子被动转动。电机驱动的一般称为主动辊,而被动转动的一般称为从动辊。主动辊对带钢的跑偏影响要大于从动辊。主动辊在驱动带钢传送时,带钢与辊面形成滚动摩擦,辊子和带钢之间没有相对滑动,即相互接触的辊面及带钢表面的瞬时运动方向和线速度相同[3]。带钢受到牵引力,均速情况下牵引力与静摩擦力方向相反大小相等,从而达到力的平衡状态。但若带钢运行方向与辊子轴线不垂直或辊子驱动端,即与电机连接的一端,与非驱动端不在同一水平高度时,静摩擦力方向和理想牵引力不平衡,会产生横向力使得带钢跑偏。
假设辊子驱动带钢运动的牵引力为 F1,带钢受到辊面的静摩擦力为 F2,而 F1 与 F2 的合力为F3,则在主动辊驱动带钢时,若辊子驱动侧两端不在同一水平高度时带钢的受力分析如图 1 所示;若辊子轴线与带钢传送方向(也称轧制方向)不垂直时,带钢的受力分析如图 2 所示。
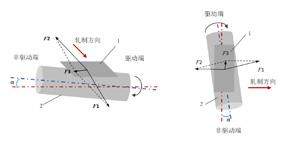
图1辊子两端不在同一水平高度时带钢受力分析
图2辊子轴线与带钢线速度方向不垂直时带钢受力分析
如图 1 所示的转向和轧制方向时,若非驱动端较驱动端水平高度要高,则带钢所受合力 F3 的方向指向非驱动端,则带钢会往水平度高的非驱动端方向跑偏,且在辊子转速不变的情况下,辊子两端水平高差越大,带钢跑偏越严重。如图 2 所示的转向和轧制方向时,若带钢运行方向与辊子轴线不垂直,辊子的非驱动端较驱动端向轧制方向倾斜的时候,带钢所受合力 F3 指向驱动端,则带钢会往驱动端的方向跑偏,且垂直度偏差越大,带钢跑偏越严重。
综上分析,通过调整纠正辊子的水平度和垂直度,将会改善带钢跑偏的情况。
1.2 辊子与辊系的空间位置测量
辊系的空间测量分为单辊或辊道的水平度测量与辊系的垂直度测量。本文采用全站仪或激光跟踪仪来测量上述参数。测量水平度时,将激光反射镜置于辊子驱动端或非驱动端的上表面,通过水平仪寻找上表面的最顶端。而测量垂直度时,将激光反射镜置于辊子的侧面,通过水平仪寻找侧表面的最外端 [4]。测点分布如图 3所示。
因辊系在空间上的物理位置分布在上下楼层或相隔上百米,或相互之间有障碍物遮挡,全站仪或激光跟踪仪在同一站点无法同时测量所有的测点参数,因此需要通过测量产线旁边预埋的基准点来确定轧制中心线的同时,构建转站控制点,如图 3 中的控制点 K1 和 K2 所示,从而将不同站点,如图 3 中的站点 1 和站点 2,通过坐标转换原理转换到同一空间坐标系内[5]。
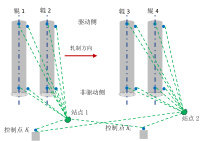
图3 辊子与辊系的空间测点分布示意图
全站仪或激光跟踪仪测量到各测点的三维空间坐标后,通过计算可以得到每个辊子的水平度和垂直度。水平度的测量与计算如图 4 所示。
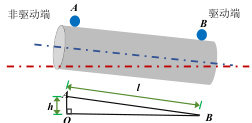
图 4 辊子水平度的测量与计算示意图
通过测量辊子驱动端顶点测点 A 和非驱动端顶点测点 B 的三维空间坐标值,可计算出 A 点与 B 点的水平高差h,单位 mm,和 A、B 两点间的距离 l,单位 m,计算得到辊子水平度为:
水平度 =h/1 (单位: mm/m) )
辊系垂直度的测量与计算与水平度的测量计算原理相似,也即是辊子两端侧面顶点在水平面的投影点在轧制中心线方向上的偏差值,单位 mm/m ,如图 5 所示。
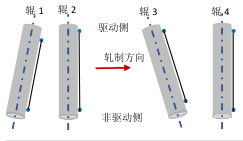
轧制中心基准线
图5辊子垂直度的测量与计算示意图
假定非驱动端高于驱动端,则水平度为正值,否则为负值;非驱动端较驱动端向轧制方向偏移为正值,否则为复制。通过测量计算,图3 中的4 根辊子与辊系的水平度和垂直度如表1。
表1 辊系水平度测量值

二、辊系位置调整与带钢纠偏
2.1 单辊水平度调整
辊子水平度与垂直度偏差的调整方式和方向均不一样。水平度的调整通过加减轴承座与基座之间的垫片调整轴承座两端的高差从而实现辊子水平度的调整 [6]。因此需要将水平度偏差量换算成可调整的量值。如图 6所示为辊子水平度的调整原理示意图。
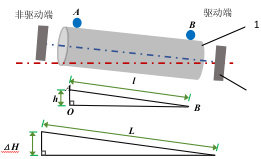
1—辊子;2—轴承座
图6 辊子水平度的调整原理示意
通过相似三角形原理,当两端轴承座之间的距离为L 时,轴承座高差调整量
ΔH= 水平度 ×L ,单位mm
一般轧线两侧轴承座在 2m 左右,假设 L 为 2 米,根据表 1 中计算的水平度,计算出各辊轴承座高度对应的调整量如表 2 所示。每一次增加或减少轴承座垫片后辊道均要复测一次,直到最终测量的水平度满足要求,但即使调整量严格按照计算值进行加减,最终的调整量也会因环境、安装、测量等存在不可避免的误差,表 2中列出水平度初测值和复测值,生产现场一般情况下要求水平度不超过0. 1mm/m 。
表2 各辊子水平度测量与调整数据

2.2 辊系垂直度调整
垂直度的调整通过扭动轴承座侧边的固定螺丝与螺母实现水平方向的位移调整。因此需要将水平度偏差量换算成可调整的量值。根据垂直度允许偏差 0. 1mm/m ,结合辊子支座中心距 L,假设为 2m,可计算出对应方向的位移调整量
ΔV= 垂直度 ×L ,单位 mm/m
通过松紧侧边螺栓,微调轴承座左右位置,使辊体轴线与产线中心线垂直。每次调整后需使用全站仪或激光跟踪仪复测,确保四辊垂直度均控制在 0.1mm/m 以内,且相互平行。调整完毕后紧固螺母并再次确认无变化。
表3 各辊子垂直度测量与调整数据

说明:调整量为正,非驱动端往轧制反方向调整:调整量为负,非驱动端往轧制方向调整。
三、结束语
通过对辊子和辊系水平度和垂直度的测量调整,辊道设备的功能精度能够得到有效提高,可从设备安装与维护方面,很大程度上降低轧制带钢的跑偏量。本文系统阐述了基于辊系空间测量技术的带钢纠偏方法及其在轧制产线中的应用。通过全站仪或激光跟踪仪对辊系进行三维坐标采集与处理,能够精确识别辊子的水平度与垂直度偏差,进而通过调整轴承座垫片与侧向螺栓,实现对辊系空间位置的精准校正。实际调整数据表明,该方法能够将辊子水平度与垂直度控制在 0.1mm/m 以内,有效改善了带钢运行轨迹,减少了因跑偏引起的边浪、断带、设备磨损等问题的发生。该技术已在热轧、冷轧、硅钢等多种轧制产线中得到成功应用,具有较高的工程推广价值。未来可进一步结合智能诊断与自适应调整系统,实现辊系状态的实时监控与纠偏优化。
参考文献:
[1] 李 良 洪 , 徐 攀 , 余 浩 . 硅 钢 CPL 推 拉 式 酸 洗 线 带 钢 跑 偏 分 析 及 设 备 改 进 [J]. 冶 金 设备 ,2016(1):64-65,73
[2] 傅作宝主编. 冷轧薄钢板生产[M]. 北京: 冶金工业出版社,2005
[3] 陈建华, 邹鹏程, 张长富等. 冷轧连续退火线带钢纠偏系统的研究[J]. 甘肃科技,201
[4] 李广云. 工业测量系统原理与应用[M]. 北京: 测绘出版社,2011.
[5] 邵佩 , 毛净 , 沈雄伟等 . 应用空间测量技术完成产线设备回装的方法研究 [J]. 冶金动力 ,2025(1):11-14.
[6] 左玉璞 . 冷轧硅钢连退机组带钢跑偏分析与处理措施 [J]. 科技创新与应用 ,2019(29):121-122.

 京公网安备 11011302003690号
京公网安备 11011302003690号


