



- 收藏
- 加入书签

地铁车辆轮对压装曲线异常的成因及解决办法研究
摘要:轮对压装是地铁车辆检修的关键工艺环节,压装曲线作为评价装配质量的核心指标,直观反映了轮对压装过程中产生的异常。本文基于MAE 压轮机压装上海11A01 车型轮对案例,分析了轮对压装过程中跳吨、超吨位、吨位不足等故障导致的曲线异常。从过盈配合、表面质量、工艺设备三个维度分析了曲线异常的成因。从过盈量控制、表面质量控制、工艺标准化等方面进行工艺分析改进,减少压轮故障,保障地铁列车行车安全性与运营可靠性。
关键词:轮对压装;压装曲线;过盈量;工艺改进
一、问题背景
轮对作为地铁车辆走行系统的核心部件,其检修质量直接关系到列车运营安全。轮对压装是将车轮与车轴通过过盈配合连接的关键工序,压装过程中产生的力-位移曲线(简称压装曲线)是评价装配质量的核心依据。在实际生产中,压装曲线异常问题频发,严重影响一次压装合格率。以 11A01型列车轮对压装为例,早期一次压装合格率不足 80% ,其中压装曲线跳吨类异常约占全部情况的 70% ,超吨位或吨位不足问题约占 30% ,导致压装异常的轮对需二次压装,增加了维修成本与质量风险。压装曲线异常不仅造成生产效率低下,更可能引发车轮松脱、轮轴断裂等重大安全隐患。因此,深入研究压装曲线异常的成因机理,提出有效的解决办法,对提升地铁车辆轮对压装质量具有重要的理论价值与现实意义。
二、轮对压装工艺概述
2.1 压装原理
地铁车辆轮对压装采用过盈配合的冷压装工艺。压装过程中,车轮轮毂孔沿车轴轮座轴向移动,配合面产生变形,形成径向正压力。压装力F 需克服配合面摩擦力才能实现相对运动,其基本关系为:F=μPA ,其中 μ 摩擦系数,P 为径向压强,A 为配合面接触面积。压装力大小主要取决于过盈量、摩擦系数及配合面状态。过盈量越大,径向正压力越大,压装力相应增加;摩擦系数受表面粗糙度、材质硬度、润滑条件及压装速度等多因素影响。
2.2 压装曲线的标准要求
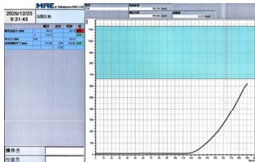
压装曲线以位移为横坐标、压装力为纵坐标,直观反映了压装全过程的力学特性。根据UIC813 标准、EN13260 要求,11A01 型列车轮对压装力范围为 697kN~1189kN,合格的压装曲线应呈连续均匀上升态势,降吨只允许在接近环状沟槽时出现。压装行程中允许压装力在最后 25mm 内有平滑地下降,但最多不能超过 50kN。压装过程中任何点的压装力不应超过最大压装力的 1.1 倍。曲线要求每位移1mm,压力至少上升25kN。
2.3 压装设备与测量系统
赛车场基地采用的进口MAE 全自动压装机,配备高精度压力传感器与位移测量系统,通过集成化的RACOS 技术,将压装位移精度控制在 0.025mm 范围内,压装力控制在满量程 0.1% 范围内,为压装质量控制提供了精准的数据基础。
三、压装曲线异常的主要类型
3.1 吨位不足
吨位不足指最终压装力低于理论最小值。吨位不足会导致轮轴结合力不足,在车辆运行中可能出现车轮松脱、位移等严重安全隐患。吨位不足可能由过盈量不足、润滑过量、表面粗糙度过小导致摩擦系数下降等原因导致。
3.2 超吨位
超吨位指压装力超过理论最大值。压装力过高易造成轮座拉伤、轮毂孔塑性变形过度等问题。曲线超过最大压装力通常由配合面异物、对中不良或局部过盈量突变引起,需立即终止压装并退卸检查。
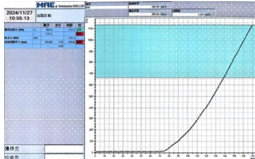
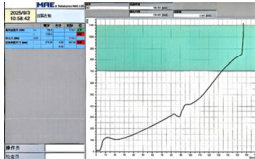
3.3 跳吨
跳吨是指在压装过程中压力曲线出现陡升、陡降或不连续的周期性波动现象。导致车轮相对于车轴出现"时进时停"的振动,在压装曲线上形成突然的波动。跳吨为车轮压装中最常见的故障形式,通常因车轴与车轮存在温差、润滑不当、配合面形状公差超差等因素造成。
四、压装曲线异常的成因分析
4.1 过盈配合因素
过盈量是决定压装力的核心参数,过盈量过小会引起吨位不足问题,过大则引发超吨位风险。实际生产中,车轮磨耗到限后退卸,车轴轮座表面经磨削或等级修加工后直径减小,需重新匹配轮毂孔尺寸。若选配不当或测量误差累积,易造成过盈量偏离设计范围。此外,温度差异导致车轴与车轮热胀冷缩速率不同,未充分同温就进行选配测量也会导致过盈量偏差。
4.1.1 形状公差缺陷
配合面圆周方向的圆度超差,会导致过盈量沿周向分布不均;压装时无法形成全周均匀接触,仅局部高点先接触。随压入行程增加,接触区域与有效过盈量持续变化,压装力出现不规则的锯齿状波动,形成跳吨现象;严重超差时,局部过盈量远超设计值,会引发配合面变形、拉伤,曲线出现超吨或降吨现象。
配合面轴向的圆柱度以及锥度超差,则会导致过盈量沿压装行程方向的突变,改变压装曲线整体斜率。
除圆度、圆柱度、锥度超差外,轮毂孔内表面直线度、圆跳度、居中径向跳动超差都会导致过盈量发生变化从而导致压装过程异常。
4.1.2 温度差异
车轴与车轮材质不同,热膨胀系数存在差异。未将车轴与轮饼置于同一环境充分同温即进行选配,轮座外径与轮毂孔内径测量产生尺寸偏差,会引入过盈量测算误差。
4.2 表面质量因素
4.2.1 表面粗糙度影响
配合面粗糙度对压装力会产生较大的影响。当粗糙度过大时摩擦系数过高,压装力增大导致超吨位。当粗糙度过小时则摩擦系数过低,压装曲线平缓,最大压装力无法达到标准下限,导致吨位不足。当粗糙度不均匀时,压装时易引发跳吨现象。
4.3 工艺及设备因素
4.3.1 润滑条件不当
二硫化钼涂抹偏多会显著降低摩擦系数,导致压装力整体偏小;润滑不均匀则造成压装力局部波动,形成跳吨。若润滑剂在压装末端堆积,会导致局部摩擦系数骤降,进而引发压装力突降。
4.3.2 设备精度与测量误差因素
压装机压力传感器未定期校准、位移测量系统精度不足,会直接导致曲线异常;传统测量工具如外径千分尺、内径千分尺精度仅  ,测量时需人为估读一位,因个人使用习惯及操作方式不同,会引入测量误差。
,测量时需人为估读一位,因个人使用习惯及操作方式不同,会引入测量误差。
五、压装曲线异常的解决方案与优化措施
5.1 过盈量控制
5.1.1 形状公差控制
上赛场基地压装的轮对均为委外加工车轴轮座与轮毂孔,其中轮毂孔加工采用卧式车床形式加工,通过改进卧式车床的主轴精度与刀具路径,锥度、直线度、圆跳度等参数均已高于标准要求。卧式车床在精度控制、切屑清理、稳定粗糙度等方面皆优于立式车床,在实际轮对压装中,因车轴与轮毂孔加工的形状偏差导致的过盈量偏差已较小,对压装曲线的影响也较小。
5.1.2 温度控制
实施同温同测制度,所有待装件在恒温室(20±2℃)放置不少于 4 小时后进行测量配对,消除温度引起的测量误差。同时压装车间也应保持 20±2℃恒温,避免压装时车轴与车轮因温差导致过盈匹配误差偏大。
5.1.3 过盈量匹配优化
11A01 型列车轮对过盈量理论范围为 0.23-0.33mm ,在实际生产过程中,选配过盈量为 0.27-0.29mm 的车轴与车轮更易得到稳定的压装曲线,曲线异常导致的退卸车轮的返工率也较低。
5.2 表面质量控制
5.2.1 粗糙度控制
针对轮毂孔内孔,需用金相砂纸沿 45°方向交叉打磨内孔, 使用清洁剂清除金属微粒并用无尘布擦拭干净,经过打磨后的轮毂孔内表面粗糙度可控制在  范围内;同样使用金相砂纸对车轴轮座表面进行 45∘ 方向交叉打磨,打磨后清洁轮座,经过打磨后的轮座表面粗糙度可控制在 Ra0.8μm 范围内。
范围内;同样使用金相砂纸对车轴轮座表面进行 45∘ 方向交叉打磨,打磨后清洁轮座,经过打磨后的轮座表面粗糙度可控制在 Ra0.8μm 范围内。
对粗糙度的精确控制可避免压装曲线的过于平直,保证压装力随位移均匀上升,有效避免因受力不均引发的压装曲线异常。
5.3 工艺参数标准化
5.3.1 压装速度优化
最佳压装速度范围为 0.5-5mm/s ,在此区间内压力增长平稳,曲线平滑。采用全自动压装机控制压装速度,避免手动操作导致的波动。在压装程序设定中,针对油槽区域的压装速度可适当降低,确保润滑膜充分形成,避免压力骤降。
5.3.2 润滑工艺规范
选用二硫化钼作为轮对压装的润滑剂,通过控制配合面粗糙度、涂抹工艺、温湿度条件,使其摩擦系数稳定在 0.08-0.1。其中涂抹量控制在单个轮饼 5-6 克,涂抹时确保均匀覆盖、无堆积、无漏涂。禁止压装过程中在轮毂孔末端堆积润滑剂,导致末端压装力偏低。
5.4 设备与测量工具校准
对MAE 轮对压装机压力系统与位移传感器每季度进行校准,确保测量精度。
对传统测量工具每周进行校准,确保其精度,并且统一测量工具操作流程,确保不同操作人员采用相同工具测量,数据结果保持一致。
六、工艺改进效果验证
赛车场基地近十年间,针对轮对压装曲线异常问题,根据已知的问题分阶段实施了上述优化措施。
具体改进包括:
①搭建轮对压装恒温车间,实现车轮与车轴等温,保证压装作业环境温度恒定;
② 车床精度调整,形状公差控制稳定性提高约 15% ;
③ 采购使用电子数显千分尺,减少估读误差,使测量④ 规范轮毂孔与车轴打磨工艺,保证配合面粗糙度达到最佳标准;
⑤规范润滑工艺,吨位不足、超吨或跳吨等故障较改进前减少约 40%
通过上述改进,轮对一次压装合格率从改进前的不足 80% 提升至 92% 以上,生产效率方面因曲线异常导致轮对退卸返工率的降低,轮对检修交付周期缩短约 15% ,年节约返工成本超200 万元。
七、结束语
地铁车辆轮对压装曲线异常是结构、工艺、材料多因素耦合作用的结果,其中过盈量控制与表面质量控制是核心环节。通过车床精度优化、精确过盈量匹配、表面精细化处理及工艺标准化等综合措施,可显著提升一次压装合格率。随着工业技术的发展与工艺装备自动化水平的提高,轮对压装未来可结合工业互联网、大数据分析与智能传感技术,搭建轮对压装过程的智能化监测与预警系统,实现压装曲线异常的实时识别、成因自动诊断与工艺参数自适应调整,推动轮对压装工序向自动化、数字化、智能化方向升级。使地铁轮对压装质量迈向更高水准,为城市轨道交通安全运营提供坚实保障。
参考文献
[1] UIC 813 Ed.2:2003, Technical specification for the supply of wheelsets for tractive and trailing stock – Tolerances and assembly[S]. Paris: International Union of Railways, 2003.
[2] EN 13260:2020, Railway applications - Wheelsets and bogies  Wheelsets - Product requirements[S]. Brussels: European Committee for Standardization, 2020.
Wheelsets - Product requirements[S]. Brussels: European Committee for Standardization, 2020.
[3] TB/T 1718.2-2017, 机车车辆轮对组装 第 2 部分:车辆[S]. 北京: 中国铁道出版社,2017
[4] 朱博文,路永婕,王建西,等.基于正交有限元法的轮对压装影响因素研究[J].交通科技与经济,2021,23(5):51-55.
[5] 张磊. 地铁车辆轮对压装工艺及质量研究[J]. 轨道交通装备与技术, 2024(4): 45-47
[6] 李刚. 轮对压装曲线异常的成因分析与工艺改进[J]. 机车车辆工艺, 2022(3): 32-34
[7] 王强. 表面粗糙度对地铁转向架轮对压装质量影响的分析研究[J]. 机械工程师,2022(6):142-144
[8]肖强,孙正士,殷桂明. 广州地铁 B1 型轮对压装故障原因分析与对策[J]. 机车电传动, 2014(6):83-84.

 京公网安备 11011302003690号
京公网安备 11011302003690号


