



- 收藏
- 加入书签

国产碳纤维复合材料复原技术研究
 打开文本图片集
打开文本图片集
摘 要:随着国产碳纤维复合材料在新型装备上的广泛应用,针对碳纤维复合材料制件在使用和周转过程中产生的局部磕伤、压坑、分层、脫粘等问题,开展碳纤维复合材料的复原技术研究,结束了复合材料损伤无法修复而必须整件更换的历史。该技术对于降低修理成本、缩短修理周期意义重大,特别在战时抢修和战训损伤快速修理方面具有广泛的应用价值。
关键词:碳纤维复合材料;复原;关键技术;预浸料
0引言
碳纤维的国产化打破了国际军事强国在碳纤维领域对我国的技术封锁和军事封锁,使我国军工领域的技术发展对国外的依赖性降低。随着国产碳纤维复合材料在固定翼、旋翼和民用装备上的广泛应用,且上述装备已进入大修期,目前国内尚无成熟的碳纤维制件修复技术,使碳纤维制件的损伤修复成为一大难题。
本文针对某型三代机碳纤维复合材料制件不同的损伤情况,采用不同的复原方式开展研究,探索出一套科学、可行的复原技术,叙述了研究、试验验证过程及应用效果,极具推广价值。
1.试验环境及工具设备
试验环境:温度20℃ ~25℃,室内清洁无灰尘,照明良好。
工具设备:热补仪一套,铆装工具一套。
2.碳纤维复合材料复原技术研究内容
针对碳纤维复合材料的不同结构和损伤类型,开展针对性的复原技术研究,实现外表质量、制件刚度和强度与原基材相当的目标。
2.1碳纤维符合材料损伤类型
碳纤维复合材料制件的常见损伤有:磕伤、分层、压坑和脱粘等。
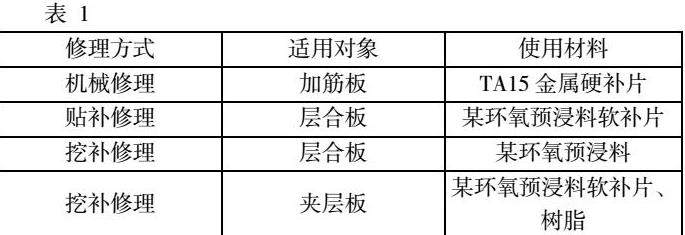
2.2 碳纤维符合材料针对性修理方式,详见表1。
2.3试验验验证过程及效果
2.3.1机械修理
机械修理是用抽钉将金属补片连接到试验件损伤区域,以实现对损伤区进行补强的目的。修理方法见图1。
(1)修理材料
金属补片:30CrMnSiA;104mm×104mm;δ=1.5mm;
抽钉:1S113-4.2-03,19个;1S113-4.2-05,5个。
(2)修理过程
a 损伤区处理
用记号笔圈定损伤区域,用圆规标出需挖除的区域(Φ30mm圆孔);采用A扫无损检测方法找到长桁边界,并以孔、长桁边界为参考,按照图1确定并画出金属补片边界;用套料钻先将挖除区域内部掏掉一部分,然后用磨轮逐步磨到理论尺寸,孔内壁处理平整。
b 金属补片准备
按照图1对钢板画线确定抽钉安装孔,并钻制抽钉安装孔。
c 配钻
将金属补片按修理区预先画好的位置(过程a中所画金属补片边界)用胶带固定到复合材料制件的壁板上;按对角线位置先钻制两个抽钉孔(金属补片与壁板配钻)后安装工艺螺栓以进一步固定金属补片;钻制其余抽钉安装孔;对金属补片上抽钉安装孔进行锪窝处理。
d 安装抽钉
将抽钉插入对应装配位置,用抽钉枪抽紧。
e 表面处理
用打磨机将抽钉断口打磨平整。
f 修理效果
修理后对补片(钢板)周边100mm范围内的区域进行无损检测,未发现缺陷;从壁板内表面(长桁侧)进行验证观察,抽钉位置正确,长短适宜。
2.3.2 贴补修理(湿法)
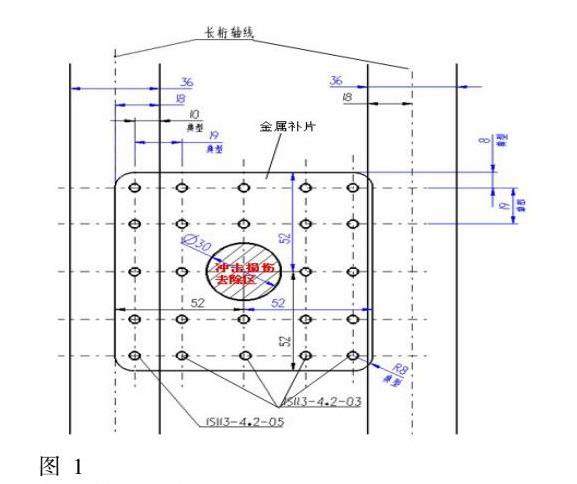
贴补修理(湿法)是将干燥的碳纤维编织物(CF3052)与树脂(J-352)进行现场浸润后,按照一定角度铺贴于损伤区表面并固化,以达到增强结构强度的目的。该方法适用于表面损伤较轻的情况(通常为面积较小的浅凹坑),修理方案见图2。
(1)修理材料
J-352树脂、碳纤维编织物CF3052
(2)修理过程
a 损伤区处理
通过目视确认损伤区;选取适当面积的脱模布,按图2中所需最大圆面积(Φ150mm)裁掉脱模布中心;将脱模布以损伤区为中心,对准裁切圆,粘贴到壁板表面,以保护非修理区域。
打磨损伤区,去除表面毛刺、劈丝等,形成平滑过渡的凹坑,打磨时尽可能少去除原层合板。
轻微打磨修理区中非损伤区(Φ30mm~Φ150mm圆环区)至表面光亮,露出纤维但不损伤纤维层,以提高表面质量,利于粘接。
b 补片制备
按图2计算所需碳纤维编织物面积(留出足够余量),并裁取;根据编织物面积裁取两块足够大的隔离膜,用以包敷浸润树脂后的编织物;称量编织物重量(精确到0.1g);根据编织物重量计算所需J-352树脂重量,并按说明书配备,搅拌均匀;将配好的树脂总量的近1/2均匀地倒在裁减好的编织物上,用刮板将树脂刮涂均匀;将剩余树脂的1/2再次倒在编织物上,重复刮涂;检查织物表面上胶液较少的区域,最终保证树脂与编织物尽可能混合均匀;将浸润树脂后的编织物用两块隔离膜包敷后用刮板或压辊沿径向用力刮压,使树脂充分浸润织物,赶走气泡;按照修理方法裁取相应面积的浸润后编织物,形成湿补片;
c 补片铺贴
用丙酮擦抹修理区,保证表面状态清洁;用浸润后的编织物填充之前打磨形成的凹坑区;按图2将湿补片逐片铺贴到损伤区,形成湿铺层(共5层湿补片),铺贴时注意保证湿补片的平整,中心对正,方向正确。
d 封装固化
铺贴完成后立即进行封装工作。
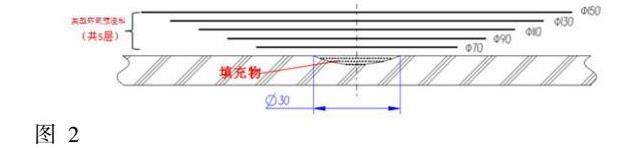
用压辊轻压湿铺层,赶出气泡使湿铺层紧密贴合壁板;在湿铺层上按顺序铺盖一层可剥布、一层隔离膜、一层玻璃布后安放电热毯、热电偶(3个);在封装区外围粘接一圈密封胶带,然后用透气毡盖住电热毯,碳毡外层对角放置两个真空嘴,最外面铺盖一层真空袋,真空袋四周压紧在密封胶带上;安装真空嘴,并连接真空系统,进行抽真空,待真空度稳定在0.06Mpa以上时,开启热补仪加热系统,按照补片的固化工艺参数进行设置,封装区上方覆盖透气毡以减少热量流失,然后开始固化。固化期间,保持对真空度、温度的监视,以保证固化过程可控,保证试验成功。封装顺序见图3。
e 固化后处理
固化完成后,逐步拆除真空嘴、真空袋、辅助材料等,将表面多余胶层去除,并打磨平滑。
f 修理结果
对修理区先进行目视检查,检查表面是否平整,有无缺胶或富脂,然后进行了超声无损检测。经检测固化结果合格,无分层、空隙等缺陷。
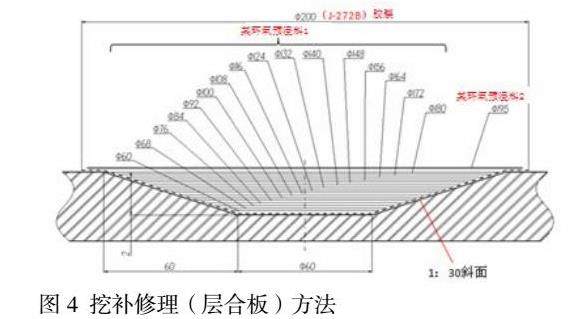
2.3.3 挖补修理(层合板)
挖补修理(层合板)是将层合板损伤区域挖除一定体积的原层合板(面积较大),然后用胶膜+预浸料按照一定角度铺贴于挖除区域并固化,以达到增强结构强度的目的。该方法适用于非贯穿性的较严重损伤。修理方法见图4。
(1)修理材料
某环氧预浸料1、J-272B胶膜、某环氧预浸料2;
(2)修理过程
a 损伤区处理
通过目视确认损伤区,并以损伤为中心画出Φ60mm圆和Φ180mm圆。选取适当面积的脱模布,按图4中所需最大圆面积(Φ200mm)裁掉脱模布中心。将脱模布以损伤区为中心,对准裁切圆,粘贴到复合材料壁板表面,以保护非修理区域。
打磨去除损伤区域(直径60mm,深2mm圆柱空间),然后按长深比1:30将损伤区边缘加工成一定倾斜角度的光滑斜面,即将Φ60mm圆和Φ180mm圆边界连接形成斜面,如图4所示。
轻微打磨修理区中非损伤区(Φ180mm~Φ200mm圆环区)至表面光亮,露出纤维但不损伤纤维层,以提高表面质量,利于粘接。
b 补片制备
按照图4裁取相应面积的预浸料干补片、胶膜(J-272B);
c 补片铺贴
用丙酮擦抹修理区,保证表面状态清洁。按图4将胶膜、干补片逐层铺贴到损伤区,形成干铺层(共1层胶膜,17层干补片),铺贴时注意保证胶膜、干补片的平整,中心对正,方向正确。
d 封装固化
与2.3.2 贴补修理(湿法)“d”条相同。
e 固化后处理
固化完成后,逐步拆除真空嘴、真空袋、辅助材料等。将表面多余胶层去除,并打磨平滑;
f 修理结果
对修理区先进行目视检查,检查表面是否平整,有无缺胶或富脂,然后进行了超声无损检测。经检测固化结果合格,无分层、空隙等缺陷。
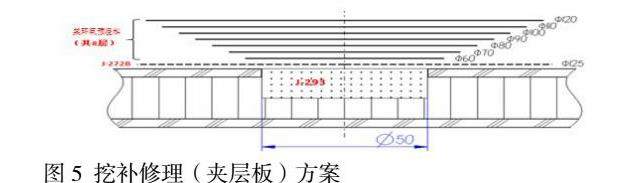
2.3.4挖补修理(夹层板)
挖补修理(夹层板)是将蜂窝夹芯板损伤区域挖除一定体积的面板与蜂窝芯,然后用填充物替代蜂窝,用预浸料贴补与表面的一种方法。该方法适用于夹芯板中蜂窝芯局部损伤的情况,可以达到恢复原结构强度与刚度的效果。修理方法见图5。
(1)修理材料
J-293填充胶、J-272B胶膜、某环氧预浸料;
(2)修理过程
a 损伤区处理
通过目视确认损伤区,并以损伤为中心画出Φ50mm圆,选取适当面积的脱模布,按图5中蜂窝去除面积(Φ50mm)裁掉脱模布中心,并预制Φ125mm轮廓切割线,将脱模布以损伤区为中心,对准裁切圆,粘贴到夹层板蒙皮表面,以保护非处理区域。
用磨轮将损伤区蒙皮去除,然后用美工刀、磨轮将变形的蜂窝去除至剩余完好蜂窝,清除蜂窝内杂物。
轻微打磨修理区中非损伤区至表面光亮,露出纤维但不损伤纤维层,以提高表面质量,利于粘接。
b 制备与填充J-293
制备填充胶J-293,并填充于表面清洁后的损伤去除区,保证J-293嵌入蜂窝内不小于5mm,凸出蒙皮表面不小于2mm。
c 固化J-293
将填充物J-293上铺覆一层隔离膜,覆盖电热毯、透气毡,然后按照J-293固化工艺参数进行加热固化。为缩短固化时间,此处采用90℃固化,可在185min内完成。
d 补片制备
在J-293固化期间,可按照修理方法裁取相应面积的预浸料干补片(某环氧预浸料)、胶膜(J-272B)。
e 补片铺贴
打磨固化后的J-293至与蒙皮表面平齐(保证表面曲率一致)。
按预制轮廓切割线去除脱模布,露出Φ125mm圆以进行补片铺贴;轻微打磨修理区中非损伤区(Φ50mm~Φ125mm圆环区)至表面光亮,露出纤维但不损伤纤维层,以提高表面质量,利于粘接;用丙酮擦抹修理区,保证表面状态清洁;将胶膜、干补片逐层铺贴到损伤区,形成干铺层(共1层胶膜,7层干补片),铺贴时注意保证胶膜、干补片的平整,中心对正,方向正确。
f 封装固化
与2.3.2 贴补修理(湿法)“d”条相同。
g 修理结果
对修理区先进行目视检查,检查表面是否平整,有无缺胶或富脂,然后进行了超声无损检测。经检测固化结果合格,无分层、空隙等缺陷。
2.4 试验验证总结
2.4.1 经统计,四种损伤修理方法平均修理用时为300.25min(约5h),挖补修理(夹层板)用时最长,总时长493min,机械修理用时最短,总时长109min。除机械修理外,其余修理方法均存在固化工序,固化工序用时长,占比大
2.4.2修理方法中,贴补修理(湿法)所涉及到的工序较为复杂,工艺质量要求较高,修理后的表面状态不好控制,需要反复练习以熟练掌握修复方法。
2.4.3 机械修理重点在于找准损伤周边结构位置,因此需要有无损检测技术人员进行辅助,除此之外皆为常规性操作,整体难度较低。
2.4.4 其他三项修理操作重点在损伤区的处理、真空度与固化参数的保证,难度一般。
参考文献:
[1]张西萍,张为芹,田艳红等.碳纤维用上胶剂的研究[J].纤维复合材料,2001,3(3);3—4
[2]贺福,碳纤维及其应用技术[M].北京:北京化学工业出版社,2004
[3]关蓉波,杨永岗,郑经堂等.上浆剂对CF/EP界面粘结的影响[J].纤维复合材料.2001,23(1):23-26
[4]肖霞,温月芳,张寿春,等.碳纤维乳液上浆剂[J].新型碳纤维材料,2006,21(4):337-342.
结束语:
本文的研究成果和编写过程,得到了沈阳飞机工业(集团)有限公司和沈阳飞机设计研究所的指导和帮助,并参考了国产碳纤维复合材料的制造技术理论及相关资料,在此一并表示感谢。由于作者水平有限,文中难免有不妥之处,恳请广大读者批评指正。
作者简介:王喜生 男 高级工程师 出生 1972年10月 从事飞机维修专业

 京公网安备 11011302003690号
京公网安备 11011302003690号


