



- 收藏
- 加入书签

粘胶纤维牵伸机的设计与运行策略
 打开文本图片集
打开文本图片集
摘 要:本文以粘胶纤维牵伸机设计和运行作为研究对象,首先从牵伸机辊体、压酸机结构、牵伸力和功率确定等方面探讨了粘胶纤维牵伸机设计的要点。随后,从唐山化纤产品性能要求出发分析了粘胶纤维牵伸机的运行方式,为国内粘胶纤维牵伸机的合理设计及运行方式选择提供参考。
关键词:粘胶纤维牵伸机;设计要点;运行策略
牵伸机是化纤生产中的重要设备,在我国粘胶纤维生产中已有近60年的历史,其制造工艺较为成熟,各种化纤产品的理化性能在现有的生产流程和设备布置、电气控制中也较为理想。笔者对粘胶短纤维牵伸机辊体设计、牵伸力、运行状态等进行分析,以优化牵伸机制造工艺、设备设计、电仪配合,满足多品种粘胶纤维制造工艺需求。
1、粘胶纤维牵伸机的设计分析
1.1牵伸机辊体设计
(1)辊体绕丝机理分析
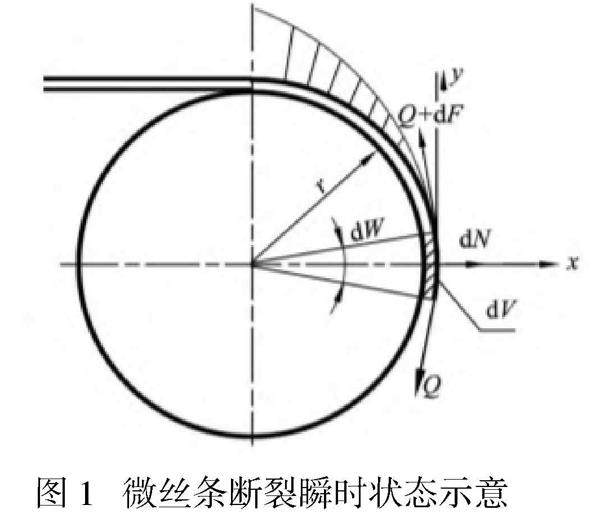
纤维卷绕在牵伸机辊体上是生产中的常见问题,简称辊体绕丝,在开车生头时更易发生。辊体绕丝会导致纤维浪费,更严重的是,割丝操作不安全,会引发电气跳停,甚至威胁操作工生产安全。假设丝束在牵伸机拉伸过程中由于辊体刮伤、 丝条有疵点等原因,有一微丝条断裂,其瞬时状态如图1所示。所以,对辊体绕丝机理进行分析,对理解牵伸机辊体设计要求很有必要。
(2)牵伸机辊体材料选择
牵伸机辊体最重要的设计难点是材料选择,要求材料耐硫酸腐蚀、抗刀具割伤,且刀具勾拉不产生火花等。丝条拉伸张力的梯度变化和牵伸机辊体表面摩擦因数有关,而摩擦因数大小和辊体表面形状有关,辊体表面形状又与辊体材质以及表面处理方法密切相关。尽管60多年来,牵伸机在不断进行改进,但仍存在一些问题。常用牵伸机辊体材料存在的问题有:①花岗岩石磨面辊,刀具勾拉易产生火花;②金属骨架包硬胶辊,不抗刀具磨损,易勾伤;③环氧树脂基体辊,会发生老化起层,使用寿命短;④碳钢表面搪瓷辊,不抗敲打易掉瓷;⑤碳钢表面镀硬铬,表面摩擦因数小,镀层易剥落;⑥整体陶瓷辊,模具成型后加工困难,易破碎;⑦工程塑料(聚苯醚)注塑辊,不抗老化寿命短;⑧特种不锈钢辊(904L),目前许多厂家在使用,但造价高。
(3)牵伸机辊体直径确定
随着粘胶短纤维单线产能的提高,其丝束总旦数成倍增加。早在20世纪70年代,邯郸纺织机械厂制造的R382型集束机(牵伸机)单线年产5000t,牵伸总旦数仅为200万D;之后单线产逐渐增长至8万t;发展至今,单线年产12万t,牵伸总旦数已高达1400万D,数值可观。牵伸机辊体直径也由集束机φ300mm辊体直径发展至20世纪90年代由奥地利兰精集团(下文称“兰精”)引进的四辊牵伸机φ500mm辊体直径,再到年产8万t的五辊体牵伸机φ600mm辊体直径。12万t牵伸机辊体因电机座号增大,在保证丝束包角不小于180°的前提下,最终辊体直径设计为φ650mm,单辊装机功率达到22kW。
(4)牵伸机辊体设计
在科技高速发展的今天,牵伸辊体直径的设计首先要满足生产用户需求,牵伸机辊体直径不宜过大,否则会给生产操作和检修带来诸多不便,增加使用成本。同时,当辊体材料选定后,要根据材料的性质设计合理的表面形状。实践经验表明,在辊体表面设计沟槽,不仅能增加辊体的摩擦因数,而且在发生绕辊时便于用勾刀割丝;但沟槽不宜设计太深,且不宜出现棱角锐口。
1.2压酸机结构设计
(1)结构简介
摆臂安装在摆臂固定套上,由一根转轴和两个压酸轴支撑板焊接而成,材质为316L或904L不锈钢。压酸机构工作时,摆臂在气缸作用下带动压酸辊绕着摆臂固定套转动;摆臂固定套通过法兰安装在箱体的非操作侧,套内装有两个摆臂轴承,摆臂固定套的材质为Q235-A钢,摆臂轴承为GB/T2685—1981中的粉末冶金轴承;密封法兰安装在箱体的操作侧,材质为316L或904L不锈钢,由耐酸碱橡胶制成的油封和垫片进行密封,防止酸液沿着摆臂渗透到摆臂固定套内,避免对摆臂固定套和摆臂轴承造成腐蚀。压酸辊、压酸辊轴承及压酸辊端盖安装在压酸轴上,压酸轴的两端固定在摆臂上;压酸辊由一个904L不锈钢辊体和两个316L不锈钢撑套焊接而成,压酸辊轴承为GB/T281—1994中的调心球轴承;压酸辊端盖材质为904L不锈钢,由耐酸碱橡胶制成的“O”形密封圈和油封进行密封;压酸轴材质为316L或904L不锈钢。
(2)性能特点
原压酸机构基本上能满足使用要求,但也存在若干问题:a)摆臂轴承的润滑性能不良,在负荷较重的工况下容易失效;b)由于刚性压酸辊的减振性较差,且压酸辊轴承为调心球轴承的抗振性不好,因此容易损坏,更换周期较短;c)压酸轴与压酸辊端盖间的油封为普通单唇骨架油封,型号为PD35×60×12HG4-692-67(耐酸碱橡胶),如果油封因发热、磨损、油封质量等因素而失效,生产过程中产生的芒硝有可能沿着压酸轴进入压酸辊轴承内,加速轴承的损坏。
(3)压酸机结构设计
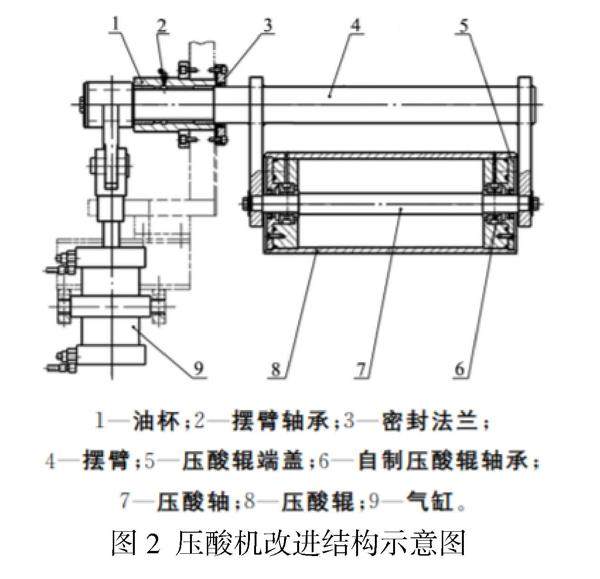
改进后的压酸机构主要由气缸、摆臂、摆臂固定套、摆臂轴承、密封法兰、压酸辊、压酸轴、自制压酸辊轴承、压酸辊端盖和油杯等组成,具体如图2所示。其中,气缸、摆臂、摆臂轴承、密封法兰、压酸轴和压酸辊端盖的结构、材质和型号都与原机构相同,不同主要为摆臂固定套、压酸辊轴承和压酸辊的结构。
原摆臂固定套无注油孔,其内部主要依靠自润滑的两个摆臂轴承,润滑效果较差。为了解决这一问题,保证摆臂轴承的可靠性,改进后的摆臂固定套上增加一个注油孔及油杯,以保证摆臂轴承的润滑。原压酸辊轴承为标准调心球轴承,无论是国产或是进口都普遍存在抗振性较差、轴承使用周期较短等问题。改进后的压酸辊轴承采用自制滑动轴承。自制压酸辊轴承主要由外套和内套组合而成。内套安装在压酸轴上,其内孔与压酸轴间配合为H6/h6;外套内孔与内套外圆间配合为H8/d8,外套外圆与压酸辊内套间配合为H7/m5;外套上设有一个环形槽,槽底有若干个小孔与内套外圆相通;外套由压酸辊撑套和压酸辊端盖固定;除公差配合要求外,要求外套和内套表面硬度达到345HB~432HB。为此,外套和内套的材质都采用高硅铜铸铁,其化学成分:碳为0.8%、硅为15%、铜为8.5%、锰为0.8%、磷为0.07%、硫为0.05%。当自制压酸辊轴承工作时,内套和压酸轴不旋转,而外套、压酸辊端盖和压酸辊一起绕轴旋转,即内套与外套间为相对转动,由润滑脂进行润滑。为了定期给自制压酸辊轴承加注润滑脂,在压酸辊上增加注油孔,注油孔入口处装有紧固螺钉;紧固螺钉材质为904L不锈钢或PP,螺纹规格为M6,安装时螺纹需涂硅橡胶密封剂;给自制压酸辊轴承加注润滑脂时,应先将紧固螺钉取出,换上螺纹规格为M6的油杯即可;油杯的润滑脂先通过注油孔进入外套的环形槽内,再通过环形槽槽底上的小孔进入外套和内套间的缝隙,从而达到润滑的目的。
此外,为了改善压酸轴与压酸辊端盖间油封的密封性能,将普通的PD35×60×12HG4-692-67单唇骨架耐酸碱橡胶油封改为SD35×60×12HG4-692-67双唇骨架氟橡胶油封,氟橡胶油封具有良好的耐热、耐油、耐酸碱及其它化学药品的性能。同时,在双唇骨架油封主唇与副唇间的环形槽内填满通用锂基润滑脂;该润滑脂具有良好的抗水性、机械安定性、防腐蚀性和氧化安定性。要求自制压酸辊轴承也选用通用锂基润滑脂改善润滑性能,实现润滑脂品种一致,便于设备的日常维护。
改进后压酸机构的主要特点:a)自制压酸辊轴承采用滑动轴承形式,由内套和外套组成;b)自制压酸辊轴承工作时,内套和外套之间可以相对转动,并通过润滑脂进行润滑;c)摆臂固定套和压酸辊都增加了注油孔,改善了摆臂轴承和自制压酸辊轴承的润滑状况,提高了轴承的可靠性,延长了轴承使用周期,降低了设备维护保养成本。
1.3牵伸力和功率确定
牵伸机在化纤生产线上有2种作用,一是对分散的丝束进行整束,二是对丝束进行拉伸,使初生纤维截面具有一定张力,促使纤维分子整齐排列,从而使化纤产品具有适用的强力和平整度。因此,必须对牵伸机辊体牵伸力进行理论分析和计算。通过欧拉公式逐个计算出牵伸辊对纤维拉伸力,是同丝束在辊体上成比例减小的,则功率也是逐渐减小的;而在生产车间通过变频器实测出电机电流,据此计算出的功率却是无序的。两种结果完全不同,说明如下两个问题。a)生产在用的牵伸机辊体对丝束的拉伸力从前至后是不均匀的,产生的原因同辊体表面、电机转差率等因素有关。b)欧拉公式不适用丝束在牵伸辊上换位后,再进行拉伸张力的梯级联算,分析认为丝束在牵伸辊面上换位,其内外层丝束张力会发生弹性变化。
1,4牵伸机传动型式的发展
粘胶短纤维最早使用的牵伸机前后均是三辊式,随着生产规模不断扩大,逐步发展为四辊、五辊式牵伸机。早在20世纪六七十年代,由于电气系统不发达,大都采用齿轮箱集中传动,如R382型集束机电机功率为17kW,采用齿链式无级变速器调速,三级齿轮搭配,模数达M10,箱体庞大。1993年由瑞士毛雷尔公司(下文称“毛雷尔”)和兰精公司引进了年产2万t生产线,牵伸机采用单辊液压或变频电机驱动,给生产控制和维修带来便利,这是科技进步的结果。唐山三友集团从兰精公司进口的牵伸机单辊变频功率只有11kW,后来由于纺丝加锭扩产,变为四辊牵伸机,2组电机调整为13.5kW,产能达到8万t的新线五辊牵伸机(单辊电机为18.5kW)。
1.5牵伸机布局和辊体数设置
20世纪90年代之前,国内粘胶短纤维厂采用的集束机辊体数均为3~4只,并在前后两机间设置二浴槽,用于对初生纤维拉伸和回收溶剂CS2。随着技术发展以及用户对产品质量和性能要求不断提高,因此,在粘胶短纤维生产中除了对牵伸机加大产能外,对前后牵伸机的设计以及牵伸辊的尺寸都进行了许多研究和改进。早在1993年~1995年,九江化学纤维厂(现九江金源化纤有限公司)和唐山三友集团兴达化纤有限公司(下文称“唐山化纤”)先后引进了毛雷尔和兰精两条年产2万t的粘胶生产线,为我国国产化和更高产能的研究提供了可靠依据,其具有如下2个显著特点。a)兰精粘胶生产线的牵伸机为四辊机,前后两台牵伸机的辊体尺寸同为φ500mm×420mm,由于在纺丝机内设置了二浴槽,所以两台牵伸机紧密相连,中间辊体中心距只有0.8m。b)毛雷尔粘胶生产线的牵伸机,前机为六辊,后机为四辊,辊体尺寸为φ600mm×600mm,纺丝机后设有10m蒸汽浴,可生产高湿模量纤维;二浴槽设置在前后两台牵伸机中间,长度约15m。
2、粘胶纤维牵伸机的运行分析
2.1产品性能要求
由于唐山化纤年产能只有2万t,并且是普通粘胶短纤维,不要求生产高湿模量,只需要制造工艺设备能保证产品规格和质量要求即可,所以兰精为唐山化纤提供了四辊牵伸机。开车实测前机对丝束拉伸率为60%~63%,缓冲-2%~4%,经后牵伸机拉伸37%~43%,丝束经三辊牵引机截面张力完全消除后才进入水流式切断机。
3.2牵伸机运行方式
兰精四辊牵伸机,单辊变频电机的驱动功率为11kW,并且在每只辊端面设计有编码器,形成闭环控制以保证每个辊体转速恒定不变。当在辊体材质、尺寸、表面状态相同的情况下,牵伸机使用情况较为理想。然而在实际操作中并非如此,当发生绕丝绕辊时,辊体绕丝直径瞬间变大,对相邻辊上的丝束拉力也随之增大,如割丝操作不及时,绕丝辊电机则会跳停。处理后再重新启动又会产生许多新问题。。当纺速为60m/min,辊体转速为38r/min,运行操作分析如下:当牵伸机辊体绕丝时,辊径R增粗,辊体扭矩M增大(若F不变),n会变小,电机功率增大(若v不变),所以,当发生牵伸机辊体绕丝时,必须降速停机对绕丝问题进行处理。
总结
通过对粘胶短纤维生产用牵伸机辊体设计、牵伸力、运行状态等进行分析和计算,认为牵伸辊体不宜过大,否则会给生产操作和检修带来诸多不便。辊体材料选择时要具备耐酸碱腐蚀、抗刀具割伤和钩拉性能,并设计合理的表面形状。牵伸机采用四辊、五辊式,配合单辊液压或变频电机驱动使用,有利于生产控制和维修。生产中,当发生辊体绕丝问题时,应及时降速停机,今后还需科研机构进一步深入研究。
参考文献:
[1]马君志.二硫代焦磷酸酯基阻燃粘胶纤维的协同改性、机理及其产业化研究[D].江南大学,2022.
[2]郑丽娜.粘胶纤维牵伸机的设计与运行分析[J].纺织器材,2022,49(01):30-33.
[3]杨陈,林燕萍,王晨露,孙敏.纺纱工艺对不锈钢纤维/粘胶纤维混纺纱成纱性能的影响[J].毛纺科技,2021,49(09):6-10.
[4]李浩.基于喷气涡流纺的粘胶纤维可纺性的再分析及纤维几何形态优化[D].青岛大学,2021.
[5]张梦黎,张瑞,张传杰,隋淑英,朱平.捻度与后区牵伸对海藻纤维混纺纱质量的影响[J].棉纺织技术,2018,46(07):59-61.
[6]徐斌.高硅高阻燃粘胶纤维的制备及性能研究[D].天津工业大学,2017.
[7]李东昕.高卷曲粘胶纤维技术试验[J].人造纤维,2016,46(05):5-10.
第一作者简介:江滔(1981-),男,湖南邵阳人,邵阳学院硕士研究生,研究方向:机械设计制造及其自动化;
第二作者简介:赵小林(1965-)男,教授,湖南邵阳人,研究方向:机械设计制造及其自动化;

 京公网安备 11011302003690号
京公网安备 11011302003690号


