



- 收藏
- 加入书签

高精度长度光纤熔接与辅助工具设计及应用
 打开文本图片集
打开文本图片集


摘要:现代光信息系统的发展对光纤长度高精度控制要求越来越高,有时需控制在毫米量级。因此在微波光子光纤长度测试系统的搭建基础上,对光纤长度测试的影响因素进行分析,提出了高精度光纤长度剪切熔接工艺流程,并设计了辅助工具。结果表明,熔接精度可以达到±0.25mm。
关键词:光纤长度测试;光纤切割;光纤熔接;辅助工具
1.引言
现代光通信系统中,光纤是必不可少的组成部分。大多数情况下光纤只作为光传输通道使用,对光纤的长度精度要求很低。但一些同时具备光传输通道及光学真延时功能的应用对光纤长度有很高的精度要求。例如基于真时延网络的光学波束形成系统,为了保证波束形成效果,需要将每个通道的延时光纤长度精度控制在毫米量级。目前对于光纤的长度控制手段主要分为两种方式,一种是用研磨的手段控制光纤端面的长度[1],一种是用剪切熔接的方法控制光纤长度。研磨方法精度高,但对光纤研磨长度有限制,研磨技术的要求也很高,同时在系统中控制链路长度相当于增加一对光纤接口,既占空间也降低可靠性。而剪切熔接的方法对控制光纤的长度不设上限,同时易操作,更符合系统集成需求。
高精度长度光纤剪切熔接直接受测试精度、剪切精度、切割工艺流程的影响。本文将针对这几方面,根据需求进行在线测试系统搭建,并针对高精度长度光纤熔接工艺流程,辅助工具设计及应用进行阐述。
2.高精度长度光纤熔接前测试系统搭建
2.1光纤长度测试方法分析
光纤长度测试是高精度长度光纤剪切熔接的关键环节。光纤长度测试方法有很多种,目前国内外光纤长度测试大多采用时域法[2-3]和频域法[4]。
时域法是通过对光脉冲的测量来计算通道的时间延迟。时域法按照光纤通过的方向,可细分为光脉冲反射技术和光脉冲延迟技术。光脉冲时域反射技术是利用光纤后向反射原理,根据发射的光脉冲信号在光纤中反射回来的信号,分析判断与发射光脉冲信号的时延,利用光在光纤中传输的时间计算出光纤长度。光脉冲延迟技术是利用发射的光脉冲信号在光纤中传输至光纤另一端,通过测试信号延迟量,间接计算出光纤长度。时域法较为成熟,目前已成为常用的光纤长度测试技术,但该技术对实际使用环境要求很严格,不适合生产线应用。
频域法是利用矢量网络分析仪的扫频特性测量不同长度延迟线的时间延迟。频域法又可分为光学频域测试法和微波光子测试法。光学频域测试法多是利用光的干涉原理,不同频率的光在同一光纤中传输时产生的相位延迟会产生相位差,进而在耦合时发生干涉,再根据干涉光路中的频移量和干涉条纹数计算光纤长度。而微波光子测试法是将射频信号调制到光上,利用不同频率的射频信号通过某一长度光纤延时线产生的相位差计算光纤长度。由于微波光子方法使用的射频信号频率相对光信号频率低很多甚至接近直流,而且对光源要求不高,所以测试操作更容易,对测试环境和条件的要求更简单,更适合生产使用。
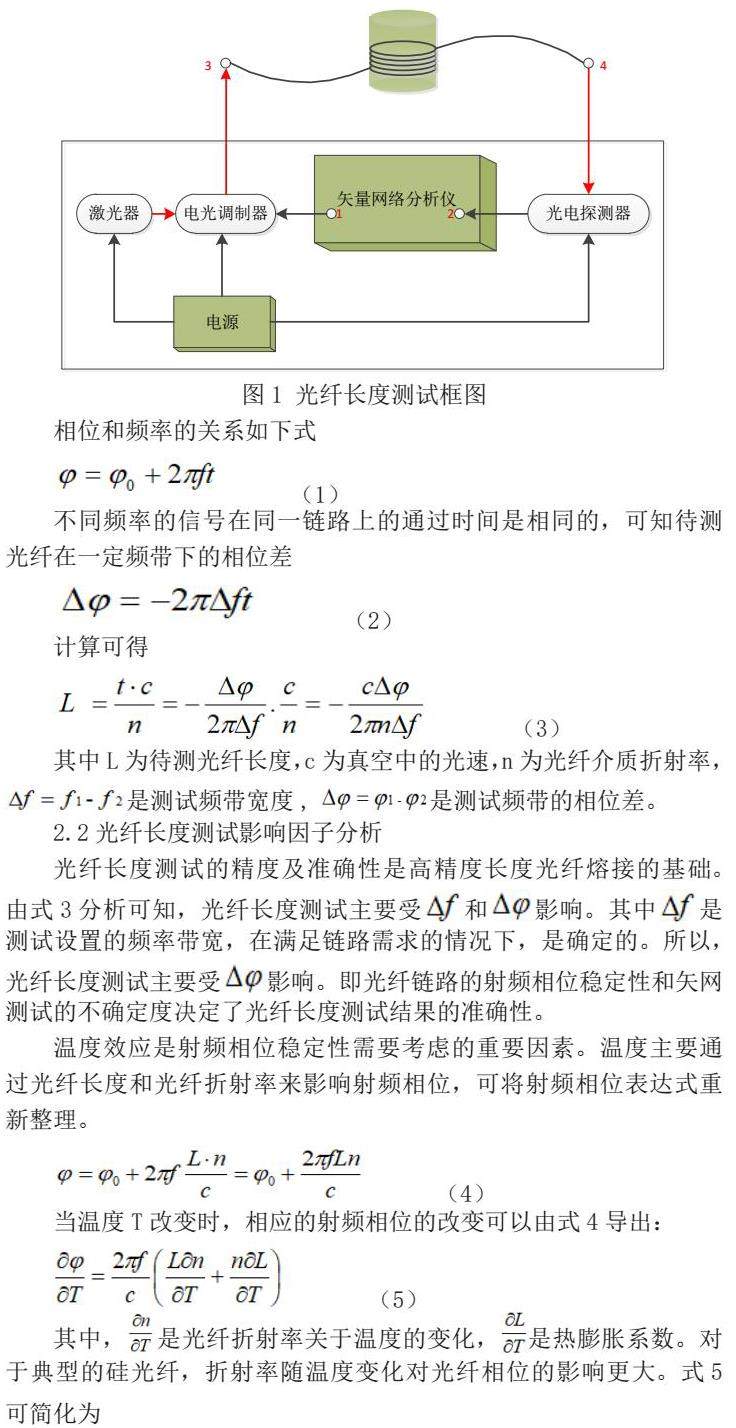
搭建的光纤长度测试系统以微波光子测试法为基础,由矢网、激光器、电光调制器、光电探测器及供电的直流电源构成,具体框图如图1。矢网发射的射频信号通过电光调制器加载到光信号上,通过待测光缆后进入光电探测器解调为射频信号,回到矢网的接收端,与矢网激励端的源信号进行比较测量。矢网设置S21为测试通道(如图1所示)即1口为发射端,2口为接收端。在未连接待测光纤的情况下,直接对接3、4接口,联通S21通道,将S21相位曲线归零,实际测试时所有的相位变化都是待测光纤长度引起的。此时接入待测光纤,记录相位曲线。
相位和频率的关系如下式
其中L为待测光纤长度,c为真空中的光速,n为光纤介质折射率,是测试频带宽度,是测试频带的相位差。
2.2光纤长度测试影响因子分析
光纤长度测试的精度及准确性是高精度长度光纤熔接的基础。由式3分析可知,光纤长度测试主要受和影响。其中是测试设置的频率带宽,在满足链路需求的情况下,是确定的。所以,光纤长度测试主要受影响。即光纤链路的射频相位稳定性和矢网测试的不确定度决定了光纤长度测试结果的准确性。
温度效应是射频相位稳定性需要考虑的重要因素。温度主要通过光纤长度和光纤折射率来影响射频相位,可将射频相位表达式重新整理。
当温度T改变时,相应的射频相位的改变可以由式4导出:
其中,是光纤折射率关于温度的变化,是热膨胀系数。对于典型的硅光纤,折射率随温度变化对光纤相位的影响更大。式5可简化为
在-40℃~+67℃温度范围内,约为1×10-5/℃[5]。
由此可知,≈12︒/(km﹒GHz﹒℃)
对于200m光纤,2~18GHz工作频段,温度变化10℃,相位差变化约为384︒,光纤长度测试结果变化约为13.6mm。因此,测试环境是否恒温决定了光纤长度测试结果的准确性。
矢网的测试准确度主要由矢网自身误差、测试误差、链路噪声等因素影响。
其中矢网自身误差主要分为三大类:漂移误差、随机误差、系统误差[6]。漂移误差是由测量仪器测量系统在校准之后的性能改变引起的。主要原因是测量仪器内连接电缆的热膨胀和变频器的热漂移。稳定环境温度的测试环境后通过进一步校准能将漂移误差消除。随机误差是不可预示的,以随机形式存在,会随着时间变化,因此不能通过校准消除。随机误差的主要来源:仪表内的噪声,如信号源噪声、采样噪声、中频接收机本振噪声等,测量过程或校准过程中的连接端口的测量重复性和开关重复性等也属于随机误差。系统误差是由于仪表内测试装置的不理想引起的,不随时间变化,可以通过校准进行消除。矢网仪的大多数误差来源于系统误差,因此大部分矢网自身误差是可以通过校准来消除的。现在常用的系统误差校准包括响应校准、响应与隔离校准、单端口校准、校准和全二端口校准。
矢网的测试误差来源于测试人员在测试过程中对矢网的使用不当。矢网是扫频测试模式,在工作频段中根据不同的采样数量,对不同的点频进行测试。矢网测量的相位结果在±180°之间,所以如果采样数量不够,两个测试点之间相位发生翻折,最终解算相位差时就会漏掉n倍360°,其中n未知。因此,在特定的测试条件下,对矢网采样数量的设置对矢网测试结果影响很大。在实际测试中,当满足下式时,矢网测试曲线在两个采样点之间有翻折,测试结果发生错误。
其中m是矢网采样点数量,L是测试光纤长度,是矢网测试频率带宽。因此在实际测试中,需要测试人员针对不同的测试光纤长度及测试带宽来合理设置矢网采样点。
除此之外,矢网的测试精度还与测试链路噪声有关。当链路噪声偏大,矢网的测试曲线噪声会造成读数时产生偏差。这个问题可以通过降低整个链路噪声水平和采用多次测量平均来解决。测试中,对于电光—光电转换基础链路噪声,采用噪声系数较低的外调制方式,可以得到有效降低。同时,如果测试链路中包含较大插损,则需要在链路中前置光纤放大器,来提高整体链路信号强度,降低链路噪声系数,提高矢网测试准确度。
3.高精度长度光纤剪切熔接工艺流程
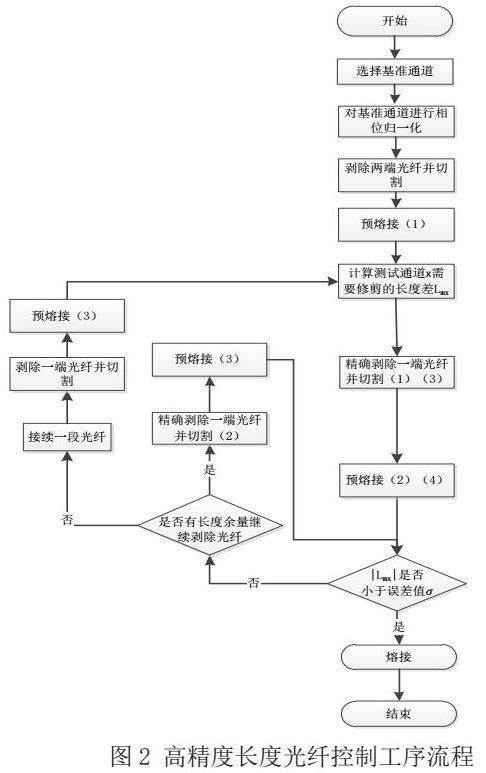
高精度长度光纤控制的经典工序流程(如图2所示)。
在进行高精度长度光纤剪切熔接时,首先做测试准备,即搭建测试环境,并对测试基准通道进行相位归一化;其次剥除护套并清理切割待操作光纤尾部(注意剥除护套前套入光纤熔接保护热缩套管),进行预熔接,并精确测量光纤长度;根据测量结果对光纤进行再次剥除护套和切割,(切割时注意光纤端面制作三要素a剥除光纤涂覆层、b清洁、c切割),光纤切割端面制作质量直接影响到熔接质量。因此光纤端面制作工艺a、剥除光纤涂覆层:(如图3 所示)
b.清洁光纤:仔细观察光纤剥除部分的涂覆层是否全部剥除,若有残留应重剥;如有极少量不易剥除的涂覆层,可以用酒精无尘纸擦洗。
c.光纤端面切割:要求切割光纤后端面要平整、无毛刺、无缺损,切割时稳、准。
端面制作好后,并进一步进行预熔接,判断是否满足长度要求;如果不满足则根据长度需要重新进行切割预熔接等步骤;满足要求的情况下,熔接完成操作。
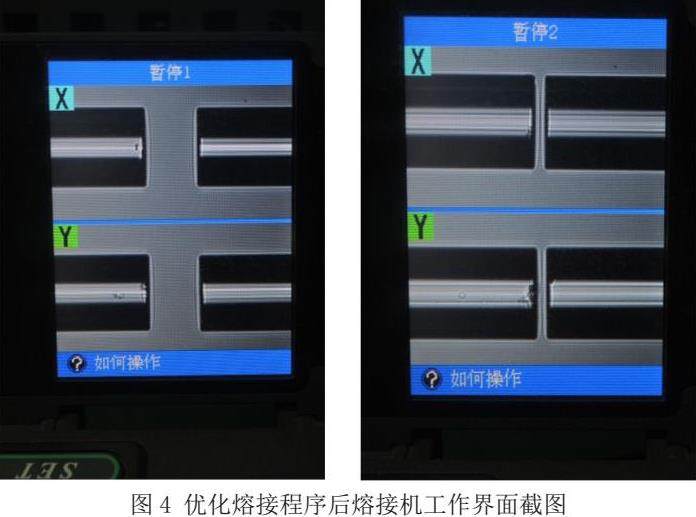
其中,每次剪切之前都需要进行预熔接来精确测量光纤长度。预熔接操作如下:将切割后的光纤放入熔接机中,按下“确认”键后,熔接机会一次性完成对准及熔接操作,但是实际熔接机具备暂停功能,在程序设定正确的情况下,熔接机在粗对准后会自动暂停,当按下确认键后再进行精细对准,精对准成功后会再次自动暂停,在精对准的情况下对通道进行测试,若测量结果满足要求即可按下“确认”键进行熔接,若不满足要求可按“取消”键,即可取出光纤并对其进行相应的操作(如图4所示)。
预熔接的目的是借助熔接机的高精度对准功能,在不实现物理熔接的情况下完成整个通道的测试,若测试结果不满足要求,仅对一端光纤进行操作即可,因此可大幅度优化整个工序,提高效率,同时因为仅对一端光纤进行精确剥除并切割,可大幅度提高光纤长度控制精度。除此之外,预熔接也避免了重复熔接剪切造成的操作误差累积。
4.高精度长度光纤熔接辅助工具设计及应用
在整个高精度长度光纤熔接工艺流程中,对光纤进行精确剪切是保证精度的关键。
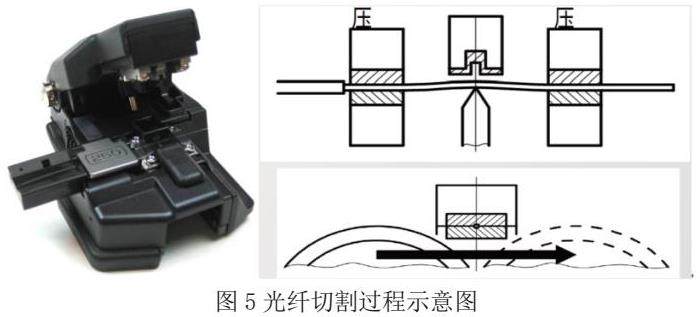
系统使用的是按压式切割刀,刀片为圆形刀片。切割光纤时,刀片垂直于光纤且与光纤的相对高度保持不变,然后在其表面划出一道划痕,再施加张力,就可以获得平滑的切口(如图5所示)。
普通的光纤切割方法在高精度剪切需求下,存在明显的问题:在量具上确定切割点之后挪动并固定夹具在切割刀上时,松套管护套内的光纤会发生移动,造成不可预测的误差。因此一个可以与切割刀固定在一起的量具装置是高精度长度光纤剪切必要的辅助工具。
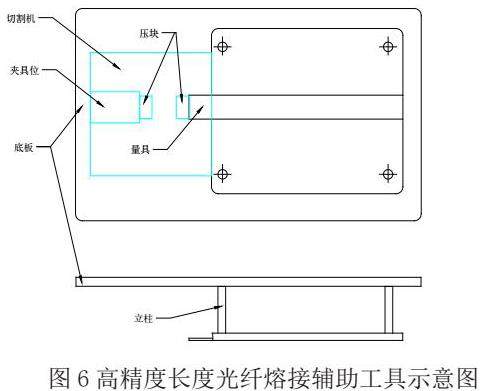
具体高精度长度光纤熔接辅助工具(如图6所示)。其中使用4根立柱将量具表面与压块表面保持水平,即有利于在量具上读取光纤长度数据,还能保证光纤切割端面的角度。使用辅助工具可以将量具和切割刀固定在一起,测试结束直接进行切割操作,避免了移动夹具导致的光纤位置移动,保证了切割精度及效率。
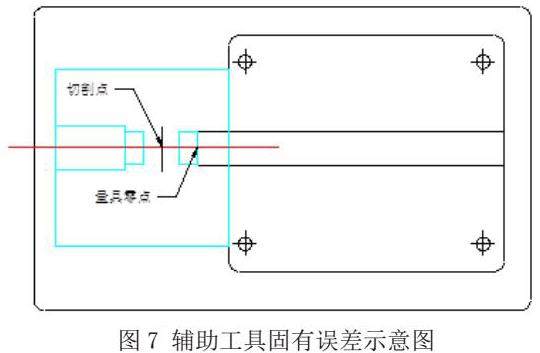
在实际操作中,通过之前的测试确定光纤待切割长度后,需要在标尺上测量具体的待切割量,但由于切割刀的切割位置与尺子的零点位置不在同一处,因此二者之间有一个固定的长度值,在进行需切割的长度值时需要将这一部分固有误差去除。这部分误差主要由切割刀的结构以及量具安装位置精度构成。每个夹具实际情况都略有不同,需要针对不同夹具进行现场确认。可进行精确切割(在量具上有精确读数),预熔接时测试链路实际减少的长度,多次重复后取均值,即可确认辅助工具的固有误差。(如图7所示)
在此基础上,项目组进行了两组高精度长度光纤控制熔接,并对结果进行了复测。测试结果(如图8所示),高精度长度光纤控制精度100%满足±0.25mm要求。
5.结束语
以光纤长度测试系统搭建为基础,通过分析环境温度、矢网测试误差等因素对光纤长度测试的影响分析,进一步提出了光纤长度测试要求与条件。同时通过详细介绍高精度长度光纤剪切熔接工艺流程,引入了辅助工具的必要性,并对辅助工具的设计及使用注意情况进行了阐述。最后在实际操作中得到了±0.25mm的精度要求。
参考文献
[1]裴丽,赵瑞峰,宁提纲等.大长度高精度侧面研磨光纤关键技术及应用[J].红外与激光工程,2010.39(1):86-96.
[2]ZHANG Ying yan,SUN Xiao qiang,FU Dong bo , Precise Measurement Method of Optical Fiber Length Based on Gaussian Optical Pulse Delay Technique[J]. Acta Metrological Sinica,2015,36(1):10-13.
张颖艳;孙小强;傅栋博. 基于高斯光脉冲延迟技术的光纤长度精确测量方法[J].计量学报,2015,36(1):10-13.
[3]Zheng Xiangliang,Sun Quanshe,Zhu Xingbang. Method of measuring fiber length based on optical pulse delaying[J]. ACTA OPTICA SINICA,2014,34(s2):s206003.
郑祥亮,孙权社,朱兴邦.基于光脉冲延迟法的光纤长度测量方法[J].光学学报,2014,34(s2):s206003.
[4]Li Churui,Wang Chao,Xiao Qian. Novel fiber length measurement system based on fiber interferometer[J].Chinese Journal of Scientific Instrument,2011,32(2):415-419.
李楚瑞,王超,肖倩.基于全光纤干涉的新型光纤长度测量系统[J].仪器仪表学报,2011,32(2):415-419.
[5]蔡春平.光纤折射率的依赖因素[J].应用光学,2000,21(5):13-18.
[6]李曼.光控相控阵光延时线的设计与测量[D].大连:大连理工,2008

 京公网安备 11011302003690号
京公网安备 11011302003690号


