



- 收藏
- 加入书签

浅谈多轴精密数控系统关键技术的研究与开发
 打开文本图片集
打开文本图片集
摘要:本文基于五轴自由曲面机床的机械平台,围绕多轴精密数控系统的软硬件架构设计、设备通信、1/O管理等内容展开分析与研究。
关键词:多轴精密;数控系统;关键技术
自由曲面光学元件具有优良的光学性能,能有效简化结构,提高光学系统可靠性,在测量、航天、军事等领域有着广泛的需求。随着光学技术的发展,光学自由曲面需要更高的轮廓精度和表面质量,而传统的数控加工技术已无法满足精密零部件和精密光学的需求。为了提高精密加工的效率和质量,研究高精度的光学自由曲面设计与研发,实现高性能的精密数控系统和设备势在必行。
一、多轴精密数控系统技术发展综述
为应对多变的市场,提高制造业的竞争力,世界各国已广泛采用精密数控技术以提高自身制造的能力和水平。目前,美国、日本和德国等发达国家已把发展精密数控技术作为发展国家制造技术的重要战略,把精密数控加工装备列为国家的战略物资,并在精密数控加工技术上处于领先地位。
一些工业发达国家在高端数控关键技术及装备方面对我国实行封锁和限制,而由于我国的高端数控机床以进口为主,致使我国制造业的发展面临严峻的考验,因此,迫切需要研发出国产的高端数控装备,实现高精尖的数控系统技术。精密数控加工,自二十世纪七十年代提出以来便一直受到美国、英国和日本等发达国家的重视并得到快速发展。美国是世界上最早开展精密数控加工技术研究的国家,至今一直处于国际领先地位。为满足航天、军事、测量等领域对光学零件的加工要求,美国率先发展了单点金刚石车削技术,开发出精密加工机床。
到了八十年代,美国的劳伦斯·利弗莫尔国家实验室研发的DTM-3卧式金刚石超精密车床和LODTM立式光学金刚石机床成为当时精密数控机床最高水平的代表。其中,LODTM采用高压液体静压导轨,由油喷淋冷却系统将油温稳定在20℃,并以多路高精度的激光干涉仪进行反馈控制和修正,使其加工面形精度达到28nm。到目前为止,LODTM依然是世界上加工精度最高的大型精密数控机床。而在商品化实用精密机床方面,全球最负盛名的是美国Moore公司和Precitech公司。英国是继美国之后,较早进行精密数控加工技术研究的国家之一:OAGM-2500六轴精密磨床是英国Granfield大学精密工程研究所研制的大型非球面超精密磨床,其最大加工尺寸为2.5m×2.5m×0.61m,离轴非球面加工精度可达2.5μm,与LODTM并称超精密加工领域的两面红旗。
在微电子和家电工业的巨大需求下,日本精密数控技术迅速发展。其以民用为主要目标,而美国则专注于发展国防军事技术,因此,日本在相机、电视、复印机、投影仪等小型与超小型光学和电子零件的精密加工技术方面占有优势,其小型精密数控机床技术已经能赶上甚至超越了美国。
二、我国精密数控研究发展方向
我国的数控技术起步晚,经过半个世纪的发展,已初步形成自己的数控产业,但是核心技术中的自主创新成分少,并且对引进技术的消化不足,导致数控产品在稳定性和可靠性上与国外技术的差距较大。国产的数控系统平均无故障时间只有3000-6000小时左右,而国外的数控系统平均无故障时间基本都能保证在10000小时以上。国内的数控系统无法与进口的系统全面抗衡,只能在低端市场中占据一些份额,难以支撑我国数控产业。
由于研究起步较晚,再加上技术封锁,我国精密数控技术相对落后。为满足航天、集成电路等尖端领域的需要,我国投入了大量的人力物力支持研究所和高校进行精密数控加工技术基础研究。近年来在精密加工设备制造方面取得了一些进展。北京机床研究所已研制出多种类型的精密机床和部件以及相关的测试仪器,如回转精度优于50nm的NAM-820精密数控车床,精度达25nm的精密轴承,精密振动-位移测微仪等。北京航空精密机械研究所研制的NANOSYS-300非球面精密复合加工系统控制系统分辨率有1.25-5nm,最大加工尺寸达300×200mm,加工精度达到0.3μm。哈尔滨工业大学提出了多尺度集成设计方法,并对机床内外环境因素耦合设计理论、精密机床动态精度设计理论、KDP晶体精密加工理论等展开研究,为精密机床设计提供理论支持。
由于组成精密加工设备的基础是精密零部件,包括空气静压主轴、高压液体静压导轨以及精密光栅等,所以我国各家研究单位也正是以精密基础部件及精密切削加工用的天然金刚石刀具等为突破口,经过了几十年的努力,在精密数控技术方面取得一从目前精密数控加工技术发展的大环境看,精密数控研究发展方向主要集中在以下几个方面:
(1)高速高精化。高速加工可以有效的缩短产品的生产周期,提高工件的加工质量,降低生产成本,而加工精度是精密数控加工的关键性能指标。凭借高性能硬件设备以及先进的复杂算法,并且改善机床动态和静态特性,使得数控系统的加工速度、精度以及效率不断提高。
(2)多轴化和工艺复合。多轴联动有利于获得满意的控制精度和加工效率,而工艺复合有助于减少工件装夹和辅助加工时间。如德国DMG公司的DMUVout1/On系列机床可以五轴联动,实现五面加工。
(3)开放智能化。开放性是指数控系统拥有统一的接口用于重新配置、修改以及扩充,具有很好的可移植性、可扩展性、可操作性、可重用性和可交换性等特点,实现不同档次和品种的数控机床的个性化和专业化:而智能化体现在数控系统具有工艺参数自动生成,自适应控制加工效率和加工质量,可远程监控和在线故障诊断等智能化功能。
二、硬件系统的构架与设计
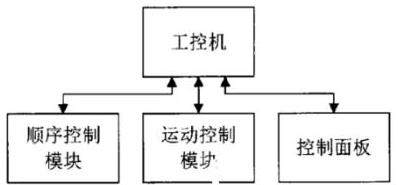
本文设计的多轴精密数控硬件系统包括两个层次,第一层次是工控机,它处于主导地位,属于硬件系统的中央处理器,对信息进行逻辑运算,并且向其他的下层功能模块发出指令和命令。处在第二层的功能模块,分别为顺序控制模块、运动控制模块和控制面板。工控机是为了实现数据采集、测量控制、系统管理而进行构架的一种微型计算机,能够完成工业生产的现场生产控制。
工控机对环境的要求比较高,特别是需要抗击一定的震动性、粉尘度和电磁干扰,基于这一设计要求,在工控机系统设计中,机箱采用研华工业设计的IPC系列,这一机箱会专门配置cpu风扇,而且配备空气过滤网和抗震动的驱动器脱架,确保工控机系统能够长期稳定的工作。至于计算机系统,采用的是I5处理器WIN7操作系统,内存为4GB大小,具有运算效率高、处理速度快的特点。
工控机下设三个子模块,最关键的是运动控制模块,用于控制机械部件的运动位置和运动速度,它根据相关的运动参数进行机械运动设置。常用的运动控制结构包括三种形式,开环、闭环和半闭环。在多轴精密数控系统的设计中,因为闭环系统具有比较高的精密性,其速度和运动性能呈现出很强的抗干扰状态,所以在多轴精密数控系统的运动控制模块中,采用闭环控制模式。运动控制器通过给定的电磁脉冲收到位移和速度指令,经过伺服驱动器对信号进行转换和放大之后,给予执行部件快速的运动执行。
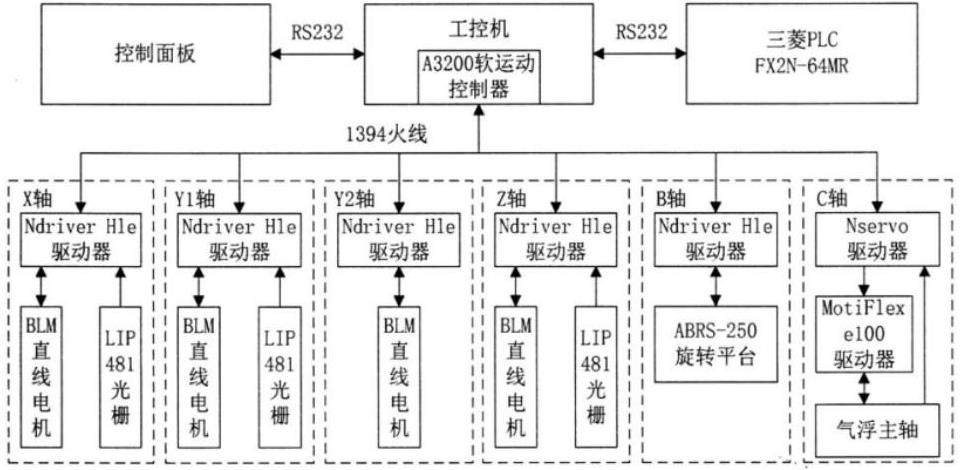
作为数控系统的核心系统,运动控制器很大程度上决定了整个数控系系统的关键性能,从运动模块的运动控制模块的组成来看,主要包括三大结构,第一个是驱动器,第二个是伺服电机,第三个是位置检测装置。伺服驱动器与电机为关键的组成部件,伺服驱动器在多轴精密数控系统的设计中采用了带有1394火线接口的网络数字驱动器,它是一款线性放大器,对于位置、速度和电流可以独立进行处理,可以减少通信线缆的配备和使用,使分布控制结构更合理,使系统更加稳定。
工控机下设的电机是伺服型,伺服型电机增量远动控制电机带有位置增量控制的精密定位系统,典型应用是数控机床。对于无刷伺服电机的控制用到了逆变技术、数字控制技术和传感技术等多种技术。电力电子器件的发展推动着逆变器的发展。各种新型的晶体管大量出现,对于各种新电力电子技术的研究都推动着电机驱动技术的发展。本文多轴精密数控系统采用的伺服性电机采用直线电机进行平台搭建,动子系统是非刚性的,这种设置是推力磁线,使线圈和磁轨之间没有干扰产生,而且惯性小,运动轴有着非常高的加速度,因为直线性电机,不需要经过中间的转换装置就能产生直线运动,离开了离心力的约束,可以达到较高的速度。
第二个子模块是顺序控制模块,它采用PLC模式,实现对机床的机床的顺序控制,它具有以下几个优点:一、通用性比较强。PLC模式根据控制对象的不同编制相应的软件就能实现不同的功能控制,输出能力比较强,所以在相同的硬件条件下,只要采用简单的结构和基本的工作原理,就能实现与微型计算机匹配的性能;第二,接线比较容易,只要将开关、按钮灯、传感设备接入到PLC的输入端,而输出端可以接入继电器、接触器、信号指示灯、电磁阀等设备即可以完成全部的接线工作;三、编程也比较简单,PLC模式采用继电器形式。由于在机电器的选择中使用软继电器代替了硬继电器,编程逻辑也实现了软性编辑代替硬性编辑的布线逻辑,所以比较形象直观、容易掌握。输出的梯形图与电路图原理比较相似。同时,PLC具有很强的抗干扰能力,大量的集成电路均采用了隔离措施,并且采用高效的锂电池作为后备电源,能够应对各种恶劣的工作环境。以上PLC的诸多优点均采用模块化的结构进行配置,整体的硬件形态体积小、重量轻,并且具有自动诊断功能,可以根据需要随时扩扩容,维修期间更换相应的模块即可实现功能替代,成本比较少,功能消耗比较低。
根据以上硬件系统的设计,最终完成工控机控制器,运动控制器,顺序控制和控制面板的硬件连接,硬件连接图如上图所示。
三、软件系统的构架与设计
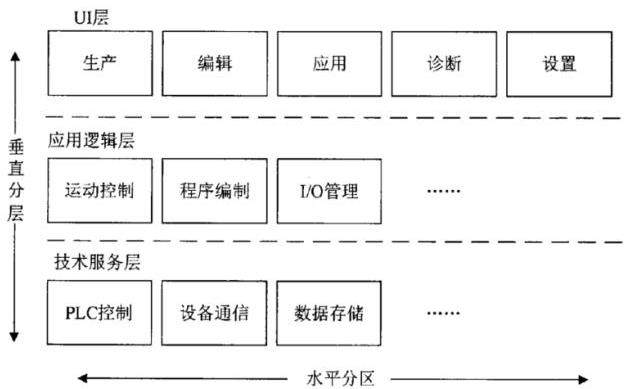
多轴精密数控系统的软件组织设计结构采用如上图所示,从垂直方向上将多轴精密数控系统的软件层次分为以下几个内容,技术服务层包括PLC控制层、通信设备层、数据存储层;应用逻辑层包括运动控制,程序编制和1/O管理;Ui交互层包括生产、编辑、应用、诊断和设置。越靠近下面的层次,内容包含的一致性越强,高层模块可以对低层模块进行调用,技术服务层的模块能够存储数据,并且对数据进行改变。应用逻辑层作为主要的核心,控制器对业务模块进行梳理,并且对相应的工作进行委派,实现不同功能模块的协同与协调控制。而UI层的模块主要是显示段,采用人机交互的模式,为用户显示相应的数据和图形。
整个软件设计结构,最重要的核心模块在于逻辑应用层,它采用定制任务管理策略,将多任务并行处理,满足实时性要求,它具有位置控制、插补运算、刀具半径补偿等特点。因为很多任务要进行并行处理,所以系统的运动控制器选择A3200系列,如果指令输入程序中时,可以实时的写入输入内容,当需要加工的时候,也可以显示加工信息状态。基于制定任务管理策略,每一个接口1/O设备都带有cpu智能部件,所以每一个任务都带有中央处理指令系统,任务之间并行工作,拥有自己独立的调配资源。从这个角度出发,每一个1/O设备对象在工作过程中,每一个设备针都能对自己的线程内循环,不断的刷新自己的状态。
多轴精密数控系统对于现成的处理采用事件队列的方式进行处理,一旦设备的物理状态发生改变,就会向设备传递信息,设备接收到改变信息之后,将改变信息插入到事件队列中进行等待处理,如果事件队列为空,相应的线程会自动挂机,插入新的事件后,线程会自动恢复工作。
四、通信逻辑与设计
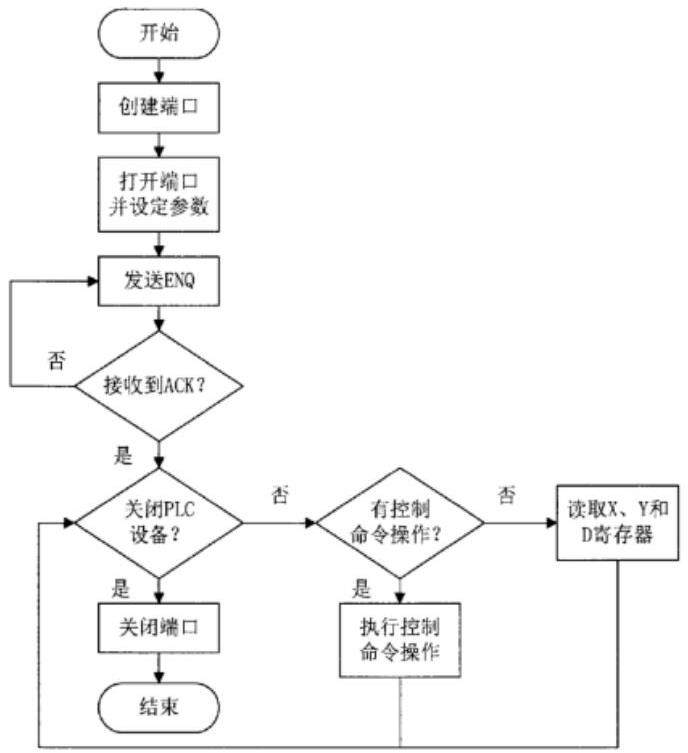
本文多轴精密数控系统采用的PLC是三菱的FX2N-64MR,其有32点输入和32点输出,系统与PLC间通信的内容主要是向PLC读取X、Y继电器和AD端口的状态信息,以及对Y继电器进行置位、复位和写操作。多轴精密数控系统采取一种间接获取AD数据的方法,即通过PLC扩展模块读指令FROM,将AD的数据读取到PLC的D寄存器中,然后采用上述协议的读命令读取D寄存器。由于PLC的通信完全是被动的半双工通信,系统必须循环向PLC索取相应的数据,同时也可能根据需要向PLC发出控制命令。PLC的通信流程如图所示。
理论上,因为PLC半双工的限制,当PLC向系统传送X、Y和D寄存器状态的时候,系统无法向PLC发送命令,而且X、Y和D寄存器状态信息较多,在这段时间内系统可能已经下达了多个控制命令。因此多轴精密数控系统设置了控制命令队列,将堆积的命令按序排好,当读取完状态信息后,立刻将队列的命令发送过去。
总结:
综上所述,随着制造业的发展,制造业的产品结构日趋复杂,其性能和加工精度的要求也日益提高。为满足高精度、高效率和高自动化的要求,迎合工业技术的快速发展,先进制造技术应运而生。而精密数控技术是当今先进制造技术和装备的基础和核心技术,其综合了计算机、自动控制、机械制造等领域的最新成就,在制造业自动化、柔性化、复合化、智能化的实现中起到关键的作用,其发展水平已成为衡量一个国家的制造技术发展水平的重要标志。
参考文献:
[1]谭伟美刘燕萍凌海全. 多轴数控系统在曲面加工中的应用[J]. 中国新技术新产品, 2022(18):28-30.
[2]刘强, 王健, 孙鹏鹏,等. 多轴联动数控激光刻型加工关键技术及装备研发[J]. 中国激光, 2022, 49(10):17.
[3]徐金亭, 牛金波, 陈满森,等. 精密复杂曲面零件多轴数控加工技术研究进展[J]. 航空学报, 2021, 42(10):24.

 京公网安备 11011302003690号
京公网安备 11011302003690号


