



- 收藏
- 加入书签

手工电弧焊接过程中的变形成因及对策
 打开文本图片集
打开文本图片集
摘要:对焊接变形及应力的产生机理、种类及影响因素,提出相应的预防、控制措施。
关键词:手工电弧焊;焊接变形;焊接应力;工艺
在焊接作业中,手工电弧焊因具有操作灵活、待焊接头装配要求低、可焊金属广、焊条的保护特性使这种方法对风和气流不像气体保护电弧那样敏感等优点,使之作为制造、修理的一种重要的工艺方法得到越来越广泛的运用。同时,由于手工电弧焊自身的焊接特点必然引起其焊接变形较大,如不对其变形的原因进行分析并针对其成因提出有效的对策,必将给生产带来极大的危害。
1、手工电弧焊接过程中的变形成因
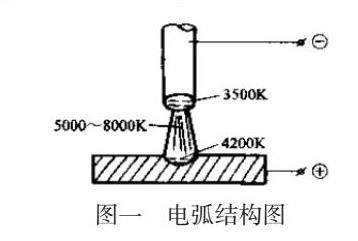
我们知道,手工电弧焊接过程中的焊接电弧由在两个电极之间的气体介质中产生持久的放电现象所产生的。电弧的产生是先将两电极相互接触而形成短路,由于接触电阻和短路电流产生电流热效应的结果,使两电极间的接触点达到白热状态,然后将两电极拉开,两电极间的空气间隙强烈地受热,空气热作用后形成电离化;与此同时,阴极上有高速度的电子飞出,撞击空气中的分子和原子,将其中的电子撞击出来,产生了离子和自由电子。在电场的作用下,阳离子向阴极碰撞;阴离子和自由电子向阳极碰撞。这样碰撞的结果,在两电极间产生了高热,并且放射强光。
电弧是由阴极区(位于阴极)、弧柱(其长度差不多等于电弧长度)和阳极区(位于阳极)三部分所组成。阴极区和阳极区的温度,主要取决于电极的材料。一般地,随电极材料而异,阴极区的温度大约为2400K—3500K,而阳极区大约为2600K—4200K,中间弧柱部分的温度最高,约为5000K—8000K。
焊接接头包括焊缝和热影响区两部分金属。焊缝金属是由熔池中的液态金属迅速冷却、凝固结晶而成,其中心点温度可达2500℃以上。靠近焊缝的基本金属在电弧的高温作用下,内部组织发生变化,这一区域称为热影响区。焊缝处的温度很高,而稍稍向外则温度迅速下降,热影响区主要由不完全熔化区、过热区、正火区、不完全正火区、再结晶区和蓝脆区等段组成,热影响区的宽度在8—30 mm范围内,其温度从底到高大约在500 ℃--1500℃之间。金属结构内部由于焊接时不均匀的加热和冷却产生的内应力叫焊接应力。由于焊接应力造成的变形叫焊接变形。
在焊接过程中,不均匀的加热,使得焊缝及其附近的温度很高,而远处大部分金属不受热,其温度还是室内温度。这样,不受热的冷金属部分便阻碍了焊缝及近缝区金属的膨胀和收缩;因而,冷却后,焊缝就产生了不同程度的收缩和内应力(纵向和横向),就造成了焊接结构的各种变形。金属内部发生晶粒组织的转变所引起的体积变化也可能引起焊件的变形。这是产生焊接应力与变形的根本原因。
2、 焊件的残余变形和应力的危害性
在焊接过程中焊件将发生变形,随着变形的产生,焊件内的应力状态也发生了变化,而焊完并冷却后所留下的变形和应力不是暂时的而是残余的。通常焊件的残余变形和应力是同时存在的,但在一般焊接结构中残余变形的危害性比残余应力大得多,它使焊件或部件的尺寸改变而无法组装,使整个构件丧失稳定而不能承受载荷,使产品质量大大下降,而校正却要消耗大量的精力和物力,有时导致产品报废。同时焊接裂缝的产生往往也和焊接残余变形和应力有着密切的关系。有的金属由于焊后产生了残余应力而使的使用性能大为下降,从而对这类金属的焊接件生产造成工艺上的大量困难。因此,在制造焊接结构时,必须充分了解焊接时内应力发生的机理和焊后决定工件变形的基本规律,以控制和减少它的危害性。
3、影响焊接结构变形的主要因素及变形的种类
3.1 影响焊接结构变形的主要因素
3.1.1 焊缝在结构中的位置
焊缝布局不对称或焊缝截面重心与焊件重心不重合时,容易引起弯曲变形或角变形。
3.1.2 结构刚性的大小
在同样作用力下,焊件刚性较大时变形小,反之较大。
3.1.3 装配和焊接顺序
对于焊接结构较复杂的焊件,一般不能整体装配焊接,而是要边装配边焊接,此时就要选择合适的装配焊接顺序,尽量减少变形。
3.1.4 焊接工艺参数的选择
焊接线能量对焊接变形也有影响,随着线能量的增加,加热宽度增加,焊接变形也增加;另外,在焊接时如运棒速度太快,焊接部位冷却后,收缩应力会增加,变形增加。
3.1.5 坡口型式
坡口角度越大,融敷金属的填充量越大,焊缝上下收缩量差别越大,角变形就越大。
3.1.6 焊缝长度
用手工电弧焊接长缝时,一般来説,焊前要沿焊缝进行点固焊,这样做有利于减小焊接变形和焊接内应力。
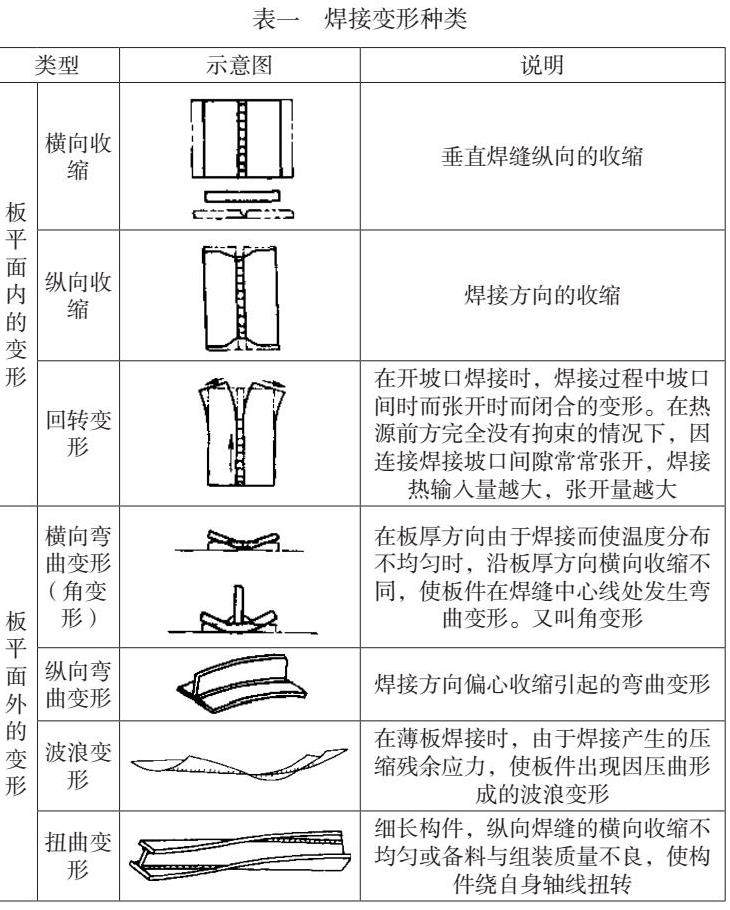
3.2 焊接变形的种类有:
4、防止焊接变形的方法
针对手工电弧焊接变形的原因和种类,应从焊接结构设计和工艺措施等方面上进行改进,可以有效防止和减少焊接变形所带来的危害。
4.1 结构设计
4.1.1 合理选择构件截面提高构件的抗变形能力
设计结构时要尽量使构件稳定、截面对称,薄壁箱形构建的内板布置要合理,特别是两端的内隔板要尽量向端部布置;构件的悬出部分不易过长;构件放置或吊起时,支承部位应具有足够的刚度等。较容易变形或不易被矫正的结构形式要避免采用。可采用各种型钢、弯曲件和冲压件(如工字梁、槽钢和角钢)代替焊接结构,对焊接变形大的结构尽量采用铆接和螺栓连接。
对一些易变形的细长杆件或结构可采用临时工艺筋板、冲压加强筋、增加板厚等形式提高板件的刚度。如从控制变形的角度考虑,钢桥结构的箱形薄壁结构的板材不宜太薄,如起重20t、跨度28m的箱形双梁式起重机,主体箱形梁长度达45m、断面为宽800mm、高1666mm、内侧腹板厚度为8mm,外侧腹板6mm,焊成箱形后,无论整体变形还是局部变形都比较大,而且矫正困难。因此,箱形钢结构的强度不但要考虑板厚、刚度和稳定性,而且制造和安装过程中的变形也是很重要的。
4.1.2 合理选择焊缝尺寸和布置焊缝的位置
焊缝尺寸过大不但增加了焊接工作量。对焊件输入的热量也多,而且也增加了焊接变形。所以,在满足强度和工艺要求的前提下,尽可能的减少焊缝长度尺寸和焊缝数量,对联系焊缝在保证工件不相互窜动的前提下,可采用局部点固焊缝;对无密封要求的焊缝,尽可能采用断续焊缝。但对易淬火钢要防止焊缝尺寸过小产生淬硬组织等。
设计焊缝时,尽量设计在构件截面中心轴的附近和对称于中性轴的位置,使产生的焊接变形尽可能的相互抵消。如工字梁其截面是对称的,焊缝也对称与工字梁截面的中性轴。焊接时只要焊接顺序选用合理,焊接变形就可以得到有效的控制,特别是挠曲变形可以得到有效的控制。
4.1.3 合理选择焊缝的截面和坡口形式
要做到在保证焊缝承载能力的前提下,设计时应尽量采用焊缝截面尺寸小的焊缝。但要防止因焊缝尺寸过小,热量输入少,焊缝冷却速度快易造成裂纹、气孔、夹渣等缺陷。因此,应根据板厚、焊接方法、焊接工艺等合理的选择焊缝尺寸。
此外,要根据钢结构的形状、尺寸大小等选择坡口形式。如平板对接焊缝,一般选用对称的坡口,对于直径和板厚都较大的圆形对接筒体,可采用非对称坡口形式控制变形。在选择坡口形式时还应考虑坡口加工的难易、焊接材料用量、焊接时工件是否能够翻转及焊工的操作方便等问题。如直径比较小的筒体,由于在内部操作困难,所以纵焊缝或环焊缝可开单面V或U形坡口。
4.1.4 尽量减少不必要的焊缝
焊缝数量与填充金属量成正比,所以,在保证强度的前提下,钢结构中应尽量减少焊缝数量,避免不必要的焊缝。为防止薄板产生波浪变形,可适当采用筋板增加钢结构的刚度,用型钢和冲压件代替焊件。
4.2 工艺措施
4.2.1 预留收缩余量
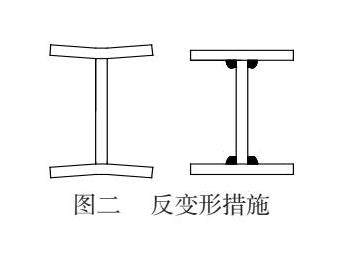
为了补偿焊后的收缩,可预留收缩余量,以抵消变形(反变形法)。图二防止工字梁的翼板产生焊接角变形,可以将翼板预先反向压弯。
4.2.2 采用合理的装配程序
将工件适当地分成若干部件,分别装配、焊接,最后组焊成整体。这样做,使不对称的焊缝或收缩量大的焊缝可以自由地收缩而不影响整体结构。
4.2.3 采用合理焊接顺序来控制变形
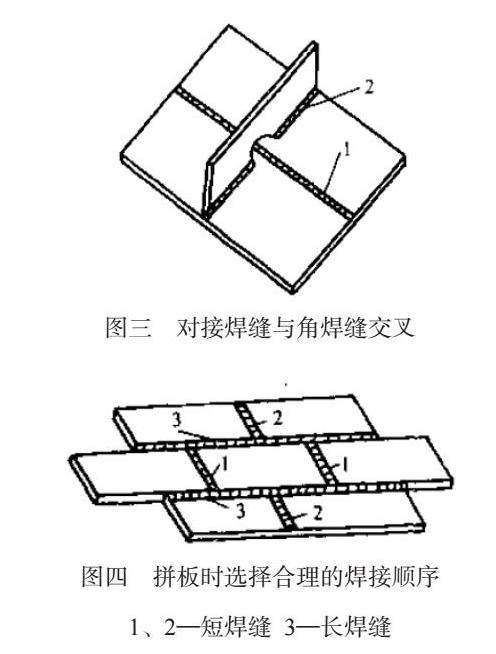
要减小焊接应力就须根据 结构特点和焊缝的分布情况等确定最合理的焊接顺序。其原则是:减小拘束,尽量使每条焊缝能自由地收缩。多种焊缝时,应先焊收缩量的焊缝;长焊缝宜从中间向两头焊,避免从两头向中间焊。
图?为对接焊缝与角焊缝交叉的结构。对接焊缝1的横向收缩量大,必须先焊,而后焊角焊缝2。如果反之,先焊角焊缝2,则焊接对接缝1时,其横向收缩不自由,极易产生裂纹。图?为大面积平板拼装,按图中焊缝1、2、3顺序施焊是最合理的。若按3、2、1顺序焊接,则焊接2、1缝时,他们的横向收缩就受到先焊的缝3拘束,必然产生较大残余应力,严重时在焊缝1、2上产生裂纹,或整个拼板凸起,构成波浪变形。因此,交错布置的焊缝(即T形焊缝)应先焊交错的短焊缝,后焊直通的长焊缝。
有许多结构截面形状对称,焊缝布置也对称,但焊后却发生弯曲或扭曲的变形,这主要是装配和焊接顺序不合理引起的,也就是各条焊缝引起的变形,未能相互抵消,于是发生变形。
焊接顺序是影响焊接结构变形的主要因素之一,安排焊接顺序时应注意:
1)尽量采用对称焊接。对于具有对称焊缝的工作,最好由成对的焊工对称进行焊接。这样可以使由各焊缝所引起的变形相互抵消一部分。
2)对某些焊缝布置不对称的结构,应先焊焊缝少的一侧。
4.2.4 改变焊接方向,控制焊接变形量
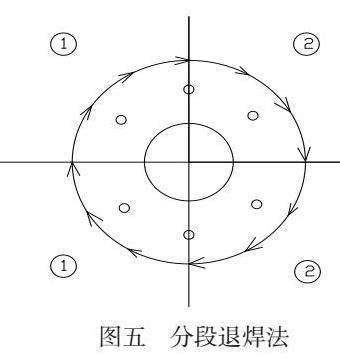
常见的焊接顺序有五种:
a.分段退焊法,这种方法适用于各种空间的位置的焊接,除立焊外,钢材较厚、焊缝较长时都可以设挡弧板,多人同时焊接。其优点是可以减小热影响区,避免变形。每段长应为0.5—1m。如图五
b.分中分段退焊法,这种方法适用于中板或较薄的钢板的焊接,它的优点是中间散热快,缩小焊缝两端的温度差。焊缝热影响区的温度不至于急剧增高,减少或避免热膨胀变形。这种方法特别适用于平焊和仰焊,横焊一般不采用,立焊根本不能用。
c.跳焊法,这种方法除立焊外,平焊、横焊、仰焊三种方法都适用,多用在6—12mm厚钢板的长焊缝和铸铁、不锈钢、铜的焊接上,可以分散焊缝热量,避免或减小变形。钢材每段焊缝长度在200—400mm之间;铸铁焊件按铸铁焊接规范处理;不锈钢和铜由于导热快,每段长不宜超过200mm (薄板应短些)。
d.交替焊法,这种焊法和跳焊法基本相同,只是每段焊接距离拉长,特别适用于薄板和长焊缝。
e.分中对称法,这种方法适用于焊缝较短的焊件,为了减小变形,由中心分两端一次焊完。
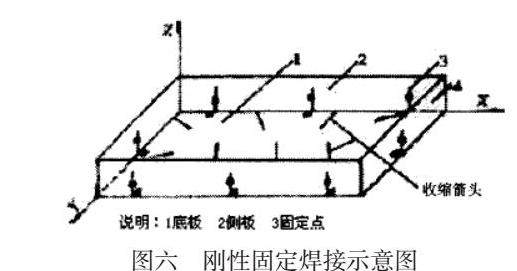
4.3 刚性固定法
用夹具、支撑、专用胎具、定位焊等工具和方法以增加结构的刚性这对减小变形非常有效,且不必过多考虑焊接顺序.刚性固定法对控制角变形和波浪变形有效,但防止弯曲变形的效果远不如反变形法.焊接薄板时,在焊缝两侧紧压固定,加压位置应尽量接近焊缝并保持压力均匀,可采用带一定挠度的压块或者采用琴键式的多点压块(如图六所示).这种方法适用于厚度小于6mm及韧性较好的薄板材料.缺点是遇到大件不易固定,且焊接完毕撤除固定后,焊件还有少许变形和较大的残余应力.此种问题可以通过与反变形法配合使用来解决,或者焊后用火焰枪对焊接区扫动加热来解决。
对于形状复杂,尺寸不大,又是成批生产的焊件,可设计一个能够转动的专用焊接胎具,既可以防止变形,又能提高生产率。 当工件较大,数量又不多时,可在容易发生变形的部位临时焊上一些支撑或拉杆,增加工件的刚性,也能有效的减少焊接变形。
4.4 散热法
散热法又称强迫冷却法,即将焊接处的热量迅速散走,使焊缝附近的金属受热面大大减少,达到减小焊接变形的目的。图3(b)是散热法示意图,用紫铜作散热垫,有的还钻孔通冷却水,这些垫板越靠近焊缝效果越好。但散热法比较麻烦,且对于淬火倾向大的钢材不宜采用,否则易裂。
4.5 锤击焊缝法
锤击焊缝法,即用圆头小锤对焊缝敲击,可减少焊接变形和应力。此法在焊接强度高,塑性差的材料时(尤其在修理工作中)应用十分有效。因此对焊缝适当锻延,使其伸长来补偿这个缩短,就能减小变形和应力。锤击时用力要均匀,一般采用0.5Kg—1.0Kg的手锤,其端部为圆角(R=3—5mm)。温度在800~500℃时锤击为好,此时金属具有较高的塑性和延展性,但对于碳及合金量高的材料,低于500℃,则不宜再锤击。底层和表面焊道一般不锤击,以免金属表面冷作硬化。其余各道焊完一道后立刻锤击,直至将焊缝表面打出均匀致密的点为止。
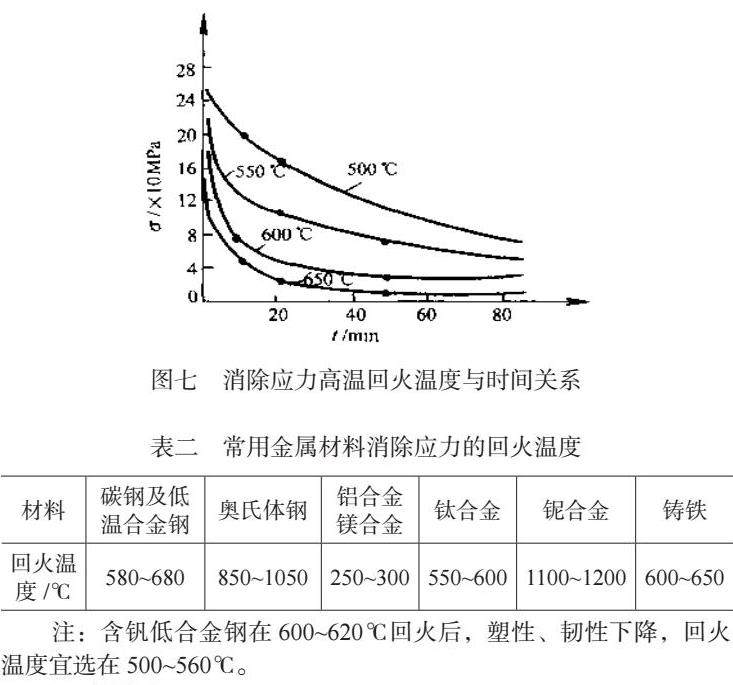
4.6 焊后热处理法
将焊件加热到一定温度,然后保温一段时间,再冷却。消除应力的效果主要取决于加热的温度、材料的成分和组织、应力状态和保温时间等。同一材料,回火温度越高,时间越长,应力消除得越彻底。如图七为低碳钢在不同温度下经过不同的保温时间后的内应力消除效果。
热强性好的材料消除内应力所需的回火温度比热强度性差的高,在同样的回火温度和时间下,单轴拉伸应力的消除比双轴和三轴的效果好。表?常用金属材料消除应力的回火温度。保温温度一般按焊件厚度确认。
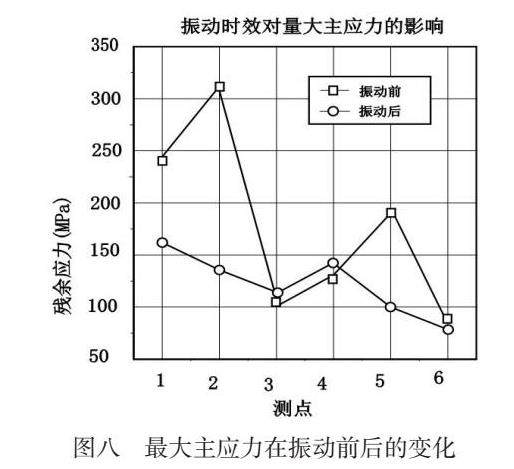
4.7 振动法
振动时效(VSR)就是通过施加振动方法降低或均化构件内的残余应力,从而提高构件的使用强度,减小变形及稳定尺寸的精度。与传统的热时效方法相比,它可以在极短的时间内减小构件的残余应力,不需搬动工件,也不产生氧化皮或锈皮。振动时效以其工艺简单方便、适用性强等突出特点而受到广泛应用。振动时效是一种常温时效工艺,它可使金属结构的焊接残余应力峰值降低,分布均化,从而提高尺寸稳定性。因此,振动时效可以替代以尺寸稳定性为目标的热时效。对于有抗氧化要求、有低温相变的材料以及超大型、易产生热处理变形的构件,振动时效具有热处理无法比拟的优势。
由于振动时效标准中的参数曲线尚不能定量地给出振动时效有效性论证,故我们根据JB / T5926 -91标准的要求还进行残余应力分析。试验采用盲孔法进行残余应力测量。根据304L大底板形状和确定的振动方案,考虑到结构对称性,在焊缝上选取12个典型测点(振前6个,振后6个)进行测量。振动前后分别进行钻孔,使得测点中残余应力得以松驰,从而通过应变片记录各向应变。
5、结语
在进行手工电弧焊作业时,根据焊接的特点和施工环境,采取合适的工艺方法和必要的预防措施,减小焊接变形,保证焊接质量。
参考文献
[1]陈祝年.焊接工程师[M].北京:机械工业出版社,2019.
[2]史光远.焊接结构设计与制造[M].郑州:黄河水利出版社,2025.
[3]田锡唐.焊接结构[M].北京:机械工业出版社,2015.

 京公网安备 11011302003690号
京公网安备 11011302003690号


