



- 收藏
- 加入书签

基于人工智能的螺纹缺陷检测方法
 打开文本图片集
打开文本图片集



摘要:螺纹在诸多行业生产的过程当中都应用的较为广泛,就目前情况来看,我国虽然在外螺纹表面检测方面的技术水平已经获得了相应的提升,但与发达国家之间仍然存在着显著的差异。本文就针对人工智能算法和图像检测技术应用于螺杆螺纹缺陷检测。
关键词:人工智能;外螺纹表面缺陷;检测技术;
Abstract: Thread in many industries are widely used in the production process.As far as the current situationisconcerned, although the technical level of external thread surface detection in our country has been improved, but there are still significant differences with developed countries. In this paper, the defect detection technology of artificial intelligence deep image detection and artificial intelligence deep learning algorithm is applied to screw thread detection.
Key words: Artificial intelligence; External thread surface defects; Detection technology;
1 引言
根据实际应用需求的不同,在进行螺纹生产的过程当中,所应用的原材料以及螺纹大小规格也会有所差异。将螺纹应用到机械设备当中能够起到固定设备、强化系统稳定性的作用;因此,其在许多设备当中都获得了十分广泛的应用。在进行螺纹生产的过程当中,由于受到多种外界因素的干扰与影响,所生产出的螺纹有几率会存在着一定程度上的缺陷,如果未经检验,将存有缺陷的螺纹应用到实际的设备和器械当中,就会导致部分零件的固结不够稳定,严重时甚至会诱发安全隐患问题。因此利用人工智能算法应用于螺杆零件螺纹检测,检测准确率高,容错率低。
技术上使用了目前典型普遍的计算机视觉检测系统;计算机视觉算法目前普遍用于工业领域,使用的检测系统构成由工件旋转平台、高清摄像机、灯光系统、计算机系统组成;能够准确快速的对螺杆进行检测,再结合分拣系统自动分拣不合格螺杆和合格的螺杆,能够更大程度降低了生产成本,提高了生产效率,适合大规模推广应用。
2 技术路线
2.1设计螺纹检测系统的方案
系统分成软件和硬件两部分,硬件部分对主要是相机、检测台、发光台、转动机构和计算机等构成;
软件部分控制相机和转动机构对待检测件的待测区域进行图像捕抓,并且对图像进行二值化、噪声滤波、膨胀和腐蚀等形态学上的处理;图像的二值化处理主要是为了提取图像中的差异信息,二值图像在进行计算机识别中可以增加识别效率;在图像的二值化处理前先对原始图像做增强和变换操作;
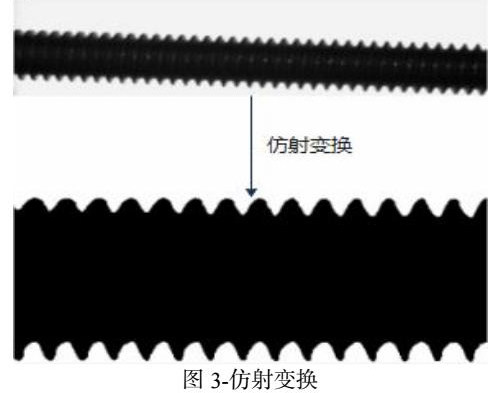
将完整完好的、标准的螺杆螺纹利用高清相机获取螺杆螺纹的纹理、纹路图像;利用图像算法对前期螺杆图像进行图像预处理,接着使用仿射变化对拍出来的螺纹照片进行矫正;然后对标准的图像进行形态学处理,接着对处理完成的螺杆图片进行二值化处理,可获取标准的螺纹二值图,然后裁剪图片中感兴趣的区域,就可以获取得到一个标准的螺纹二值图。接下来我们会对整个螺纹进行拆分,按照顶点之间的距离来截取每一个螺纹牙口的图片,从而把它们做成一个标准的特征图库;
使用上面同样的方式我们也需要创建多个有损坏的或者是纹路有缺陷的螺纹样本库,可以做成多个有不同损坏程度的缺陷样本库;标准的样本库和有缺陷的样本库将会用于接下K-NN最近邻算法的实现。
该方案涉及到实验和创新时,大数据能带来更丰富的数据量, 意味着可以得到一个更好的样本模型,提高模型的可用性和检测准确度;K-NN最近邻算法是机器学习、数据挖掘领域的经典算法,该算法为了判断未知样本的类别,以所有已知类别的样本作为参照,计算未知样本与所有已知样本的距离,从中选取与未知样本距离最近的K个已知样本,根据少数服从多数的投票法则,将未知样本与K个最邻近样本中靠近距离占比最多的类别归为一类。
2.2传感器和光源等采集设备
工业相机具备有高精度、高还原性、低噪声等优点,能够使用计算机进行编程控制像曝光时间、图像亮度、增益等参数,相机每一次采集图像的像素点数,通常相对应于光电传感器靶面排列的像元素。由摄像机获取螺纹零件不同方位的输入图像序列,该图像序列能够对整个待测件进行360°的扫描;
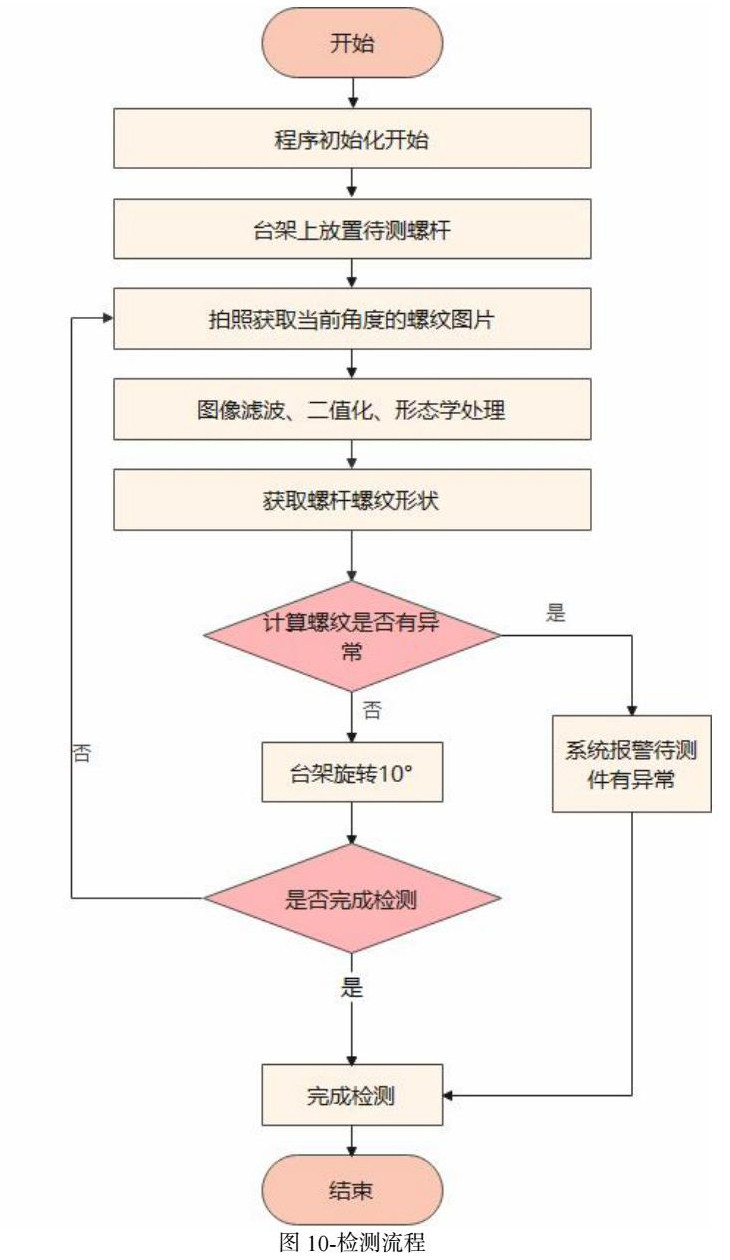
由于机器视觉系统应用在工业生产环境,在不断变化的环境光和其他工况条件下,对不同螺纹零件都可以实时摄取到高质量、高对比度的图像。选择LED光源,因为LED光源具备光谱窄,效能高,寿命长,形状大小可选等优点。同时,由于项目需要同时检测螺纹参数和螺纹零件表面污渍、斑点等缺陷,采用漫反射照明,使得半球面螺纹零件表面光照均匀,以减少阴影及镜面反射。
2.3检测方法
要实现螺纹图片好坏的识别,关键是在于我们的模型训练和训练的数据集;首先对待检测的螺纹进行旋转拍照,获取螺纹图像,设每次旋转改变的角度为ω°,螺纹旋转完一周可以获取到360/ω组的图片;我们使用这种方式来获取标准螺纹杆的图片,利用图像算法对前期螺杆图像进行图像预处理、图像形态学处理,接着使用仿射变化对拍出来的螺纹照片进行矫正,如图所示。
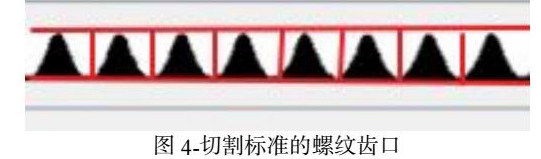
对于处理完成的螺纹图片,使用分割图像的方式把整个图片切分成上下两部分,对整个螺杆部分凹槽部分的一些连续点,然后分割成一组的螺纹齿口标准图;然后统一处理图片,处理过程中将图片大小统一压缩成了16*24像素的二值化图像。
用同样的方式制作有不同缺陷形状的螺纹齿口数据库,生成多种类型图像大小也是16*24齿口图像。比如有缺口、齿口不合格、形状不达标等各类型的非标准数据库。像比如齿口不饱满或者是缺口的螺纹齿口等,做成不同种类的非标准类型的图像数据库。
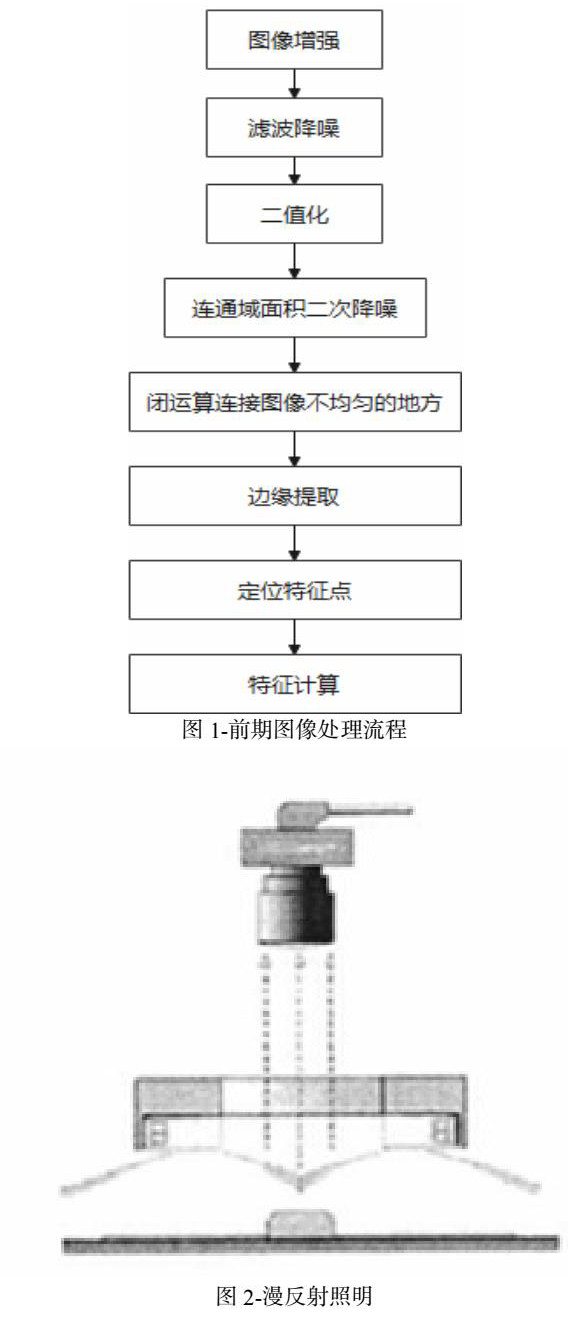
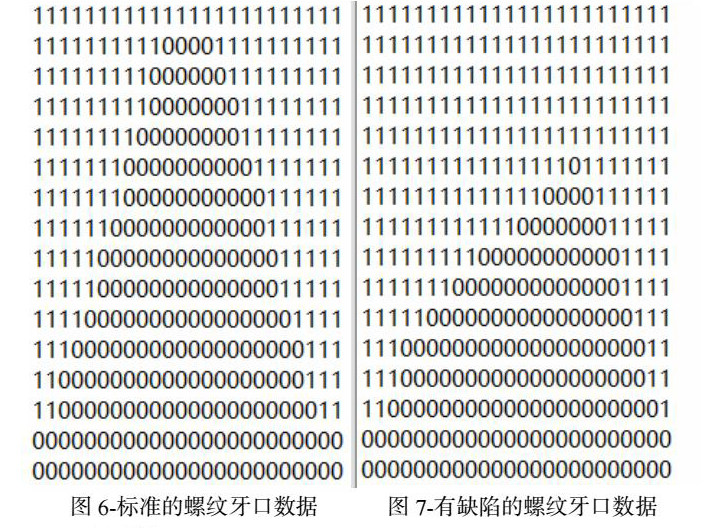
接下来就是对待测物件的图像做图像增强方法、对给定螺纹图像进行增强操作,以获取清晰的图像;增强后的图像进行滤波,然后进行阈值处理,获得清晰的二值图像;对处理好的二值图像进行形态学分析和处理;图片处理后,图片为16*24像素,遍历图片中的每一个像素,计算其灰度值,如果这个像素点的灰度值计算出来大于100(即白色)则标记为1,其他灰度值小于100的统一标记成0。转换后的图片我们将得到的01字符并保存在txt文件中,作为后面算法计算数据。
因为我们统一标准的图片大小为16*24像素,故有386个像素点,txt文件中同样有16行24列共386个数值,我们把这386个数值转换成一个1行386列的矩阵向量,并计算其与各个训练数据的距离。(训练数据同样为0、1组成的txt文件,也转成向量),距离采用欧氏距离公式。
式 1-欧氏距离公式
K-NN最近邻算法是机器学习、数据挖掘领域的经典算法,该算法为了判断未知样本的类别,以所有已知类别的样本作为参照,计算未知样本与所有已知样本的欧式距离,从中选取K个与未知样本欧式距离最近样本点,然后根据少数服从多数的投票法则,将未知样本与K个最邻近样本中所属类别占比多的归为一类型。所以我们的待测螺杆螺牙与测试数据最近的K个训练数据中,哪个类型的螺纹牙口靠近数量是最多的,那么就可以判断这个螺纹的好坏程度了。
2.3.1识别率
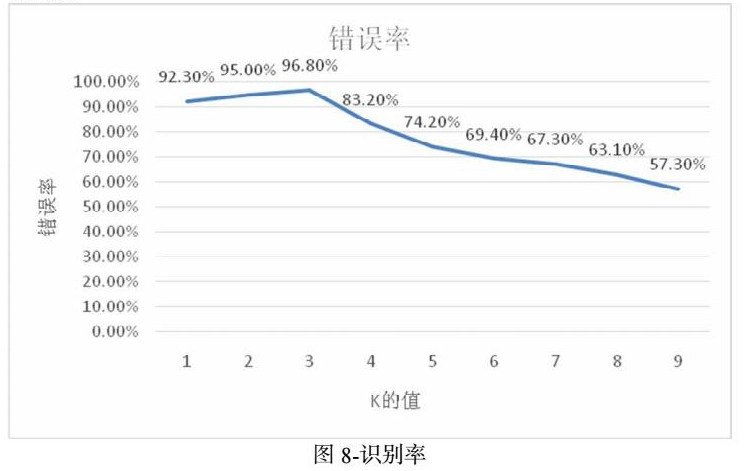
如图所示,当我们K-NN算法的K值选为3的时候,识别率可以达到96.8%。
如图所示,螺纹的存在的常见的缺陷基本都可以检测得出来,像螺纹牙口缺失,螺纹外径高度不够,螺纹偏牙等基本都可以检测出来。
2.3.2识别速度
待测螺纹杆设置为每ω度拍一张,我们现在设ω=10°,可根据不同螺纹的内外径进行调整这个ω角度。所以我们将要处理360/10=36张的照片;每一张照片处理的时间耗时150ms左右,一整根检测耗时在5.4s左右.
2.3.3当前进度和后续
目前能够识别到螺杆牙口缺陷位置,但是准确率还达不到我们工业化的标准。后续我们可以通过更新检测算法,优化系统结构,从而到达更快的检测速度,进而再扩展到检测螺杆两边螺纹,或者是可以对不规则的螺纹进行检测,并且根据检测模型和电机的转速配合算法检测,从而完善系统的开发。
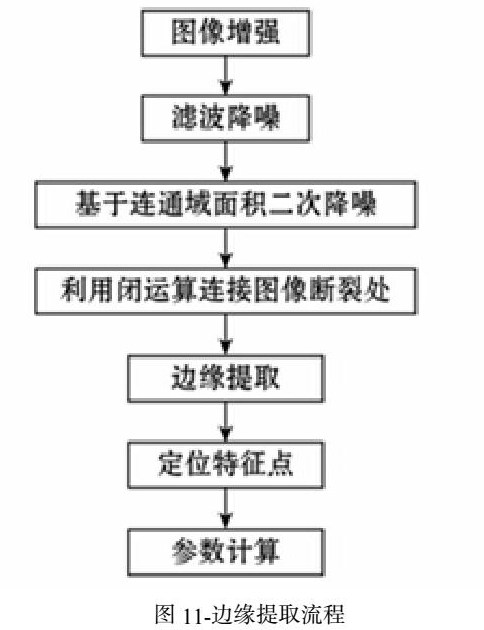
2.4检测流程
2.5螺纹图像预处理的算法
图像检测算法的图像预处理部分主要是通过灰度变换、图像平滑、图像锐化、阈值变换等方法去除图像上的噪点,使用仿射变化对图像进行修正,并且强化边缘细节,修正畸变等,以达到前期螺纹图像的采集,从而保证检测环节检测图像输入到检测算法的质量和样本的检测准确率。
2.6螺纹边缘检测和参数提取算法
螺纹图像经过预处理,减少噪声干扰后,采用双峰法对图像进行二值化处理,并且对一些连通性不强的图像轮廓进行处理。在边缘检测上选用Canny算子对二值图进行边缘的检测,以方便定位轮廓曲线上的特征点位置和其他参数计算;螺纹零件检测重要几何参数包括:牙型角,大径,中径,小径,螺距,导程,螺纹升角,螺纹检测长度等。
2.7螺纹缺陷检测算法
缺陷检测算法采用人工智能机器学习算法,提出了一种基于正样本训练的缺陷检测模型,无需人工标注。通过简单地收集和输入缺陷数据,在训练中,结合人工缺陷和数据增强方法,该模型可以自动修复图案规则的纹理图像的缺陷,并通过比较原始图像和修复图像的特征来获得缺陷的具体位置,也可以在螺纹图像上实时检测缺陷的位置;能够有更好的检测精度,对异常的数值不会很敏感。此外,当训练缺陷的实例很少时,可以获得比监督语义分割更好的检测结果。
3 结束语
综上所述, 基于人工智能的外螺纹表面缺陷系统对于强化螺纹表面检测工作的精准性和可靠性有着十分积极的意义。由于受到文章篇幅的限制,在上文中仅对于基于机器视觉的外螺纹表面缺陷检测系统平台中的重点内容进行了分析,在未来的发展过程当中,我们也可以尝试采用卷积神经网络结合现有的神经网络训练一个螺纹检测好坏的一个分类网络。然后使用数据增强技术解决样本库的数据量少的情况,能够提高我们的模型训练数据样本,并且提高系统检测的准确率。未来我们也需要在智能技术、图像技术以及计算机网络技术的基础之上,开展更为完善的系统设计,从而更大程度上强化螺纹表面缺陷检测技术的提升。
参考文献:
[1]刘本迪,基于机器视觉的工件表面缺陷检测算法的研究[D].哈尔滨:黑龙江大学,2015.
[2]葛恒赫,基于机器视觉的外螺纹表面缺陷检测技术研究[D].重庆:重庆大学, 2014.
[3]王奇,基于机器视觉的外螺纹表面缺陷检测系统研究[D].重庆:重庆大学,2015.
[4]王凡,基于机器视觉的螺纹缺陷检测技术研究和系统开发[D].成都:电子科技大学,2011.
作者简介:黄琪深(1993-),男,壮族,广西钦州人,工程师,主要从事人工智能和嵌入式系统的开发,(电话)18076610502。
梁庆(1969-),男,汉族,广西南宁人,教授,主要从事先进制造技术的研究,(电话)18978901715
基金项目:2019年度南宁市人才小高地研究项目(编号:2019019)

 京公网安备 11011302003690号
京公网安备 11011302003690号


