



- 收藏
- 加入书签

浓硝酸装置镁尾水回用工艺优化改造
 打开文本图片集
打开文本图片集
摘要:本文依托某公司22万吨/年硝酸镁法制取浓硝酸装置,针对其镁尾水总氮含量及外排废水量有可能达不到现行国家标准的问题,对优化浓硝酸装置的操作进行实验研究。根据研究所得镁尾水总氮含量与pH值的相对关系,对流程进行优化改造,通过在线监测镁尾水的pH值来调节二次蒸汽洗涤塔的操作参数,以实现镁尾水总氮含量及外排废水量低于限制值,实现经济效益及环保效益的共同增长。
关键词:硝酸镁法;浓硝酸;镁尾水;废水回用
0 引言
我国作为浓硝酸的生产大国,现今生产方法有直硝法、硝酸镁法和硫酸法三种,其中硝酸镁法制取浓硝酸的产能占比约为91%,是主流生产工艺[1]。
本装置采用硝酸镁法浓硝酸生产工艺,同硫酸法相比较,差异在于前者选取的脱水剂是硝酸镁,而后者是浓硫酸。硫酸法虽然投资少,成本低,但成品中含硫酸成分,影响产品质量,形成的稀硫酸须提浓,如不提浓,则需要寻找稀硫酸用户。另因硝酸镁法技术自带硝酸镁蒸发提浓系统,可循环使用,具有硫酸法所没有的优越性。
硝酸镁法浓硝酸装置是某公司27万吨/年稀硝酸装置的配套项目。由于其苯胺产能由6万吨/年扩展到18万吨/年,大大提升了公司对浓硝酸的需求,故分别在2006年和2008年建设了两套硝酸镁法浓硝酸装置,现简称为老硝镁装置和新硝镁装置。老硝镁装置有5套系统,单系统设计产能2万吨/年;新硝镁装置为6套系统,单系统设计产能也是2万吨/年。公司现今浓硝酸产能为22万吨/年。
1 原理及流程简述
1.1 原理
稀硝酸是硝酸和水的二元混合物,由于该混合物具有最高恒沸点,所以无法通过直接蒸馏得到浓硝酸。蒸馏是利用气液两相组分含量不同而实现共溶物质分离的。在0.1MPa压力下,当温度达到121.9℃时硝酸和水形成共沸物,此时硝酸在气液两相中质量分数均为68.4%,丧失进一步蒸馏提浓的条件[2]。因此,为了制得浓硝酸,加入硝酸镁作为脱水剂,使气相中水蒸气分压继续降低,得到浓度超过90%的硝酸蒸汽,然后再精馏得到浓度98%以上的浓硝酸。
1.2 流程
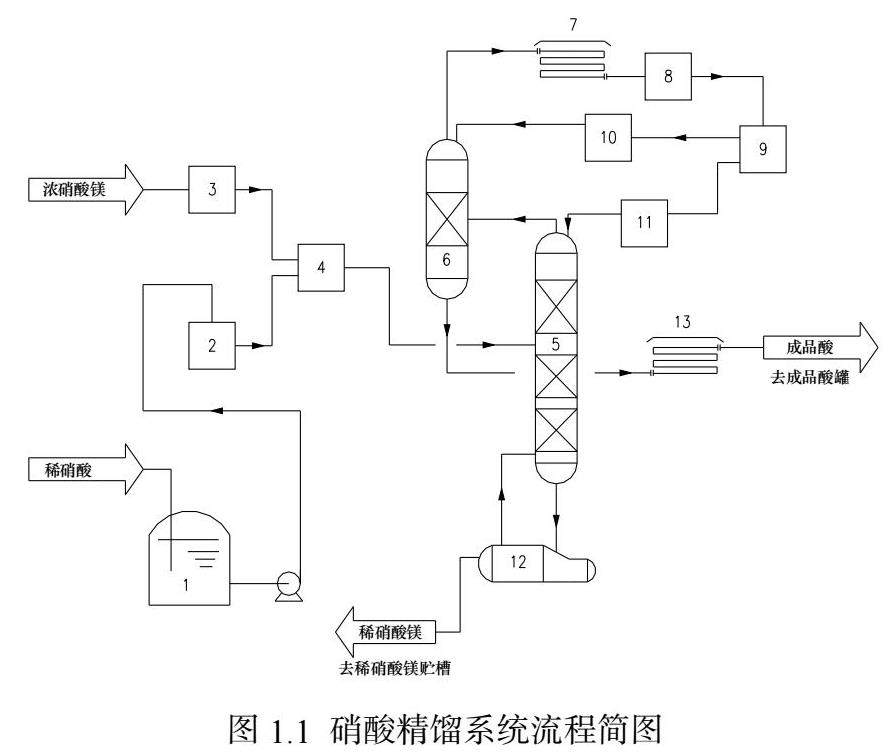
(1)硝酸精馏
由稀硝酸装置制得的浓度约为60%的稀硝酸,首先被送入稀硝酸中间槽,由稀硝酸泵送入稀硝酸高位槽,经由稀硝酸流量阀送入混合分配器;浓度约74%浓硝酸镁溶液由浓硝酸镁泵送至浓硝酸镁高位槽,再经流量阀进入混合分配器。在混合分配器中,稀硝酸与浓硝酸镁按照质量比1:3~1:4混合,随后由中部进料送入硝酸浓缩塔。
浓硝酸镁溶液在浓缩塔提馏段吸收了稀硝酸中的水分,成为稀硝酸镁溶液。稀硝酸镁溶液由浓缩塔底排出,流入硝酸镁加热器,经加热脱硝后溢流入稀硝酸镁贮槽。硝酸镁加热器中产生的二次蒸汽进入浓缩塔底部,提供蒸馏热源。初步浓缩后的含量≥80%的硝酸蒸汽由提馏段升入浓缩塔上部精馏段,进一步浓缩至98%以上浓硝酸蒸汽,从浓缩塔顶抽出进漂白塔。浓硝酸蒸汽在漂白塔底与顶部回流的97%浓硝酸充分接触,脱除亚硝酸后进入浓硝酸冷凝器冷凝冷却至40℃。然后经气液分离器流至分配酸封:其中大约58%浓硝酸经回流酸封返回硝酸浓缩塔用作回流酸;另外约42%浓硝酸经漂白酸封返回漂白塔,脱除氮氧化物后从漂白塔底部流出进入成品酸冷却器,冷却后存入成品酸罐[3]。
硝酸精馏工段流程如图1.1所示。
(2)硝酸镁浓缩
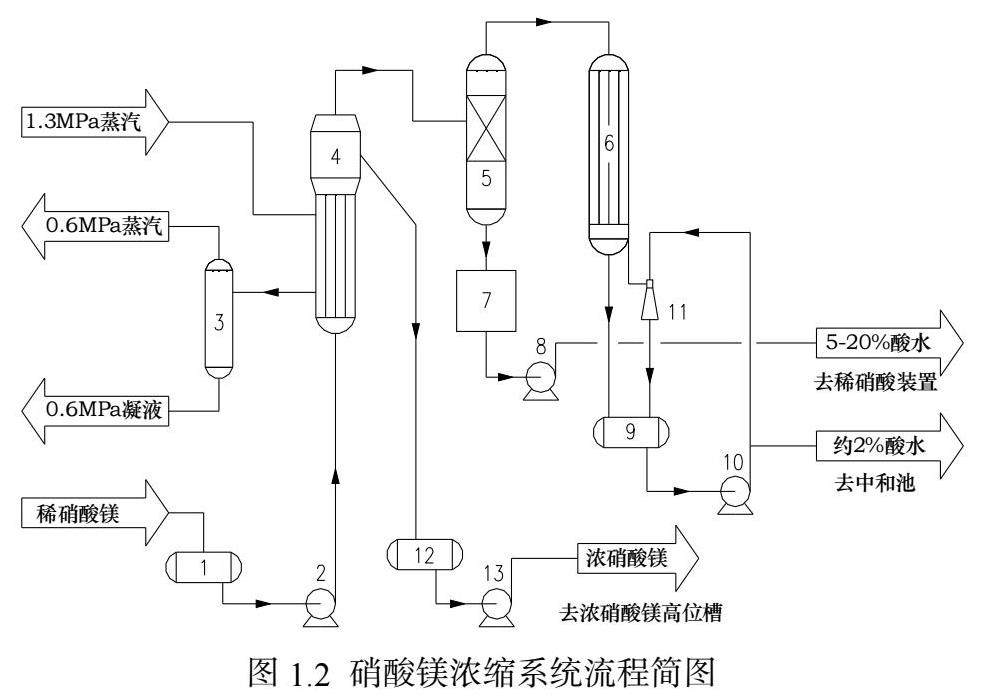
硝酸镁加热器中的约66%稀硝酸镁溶液通过稀硝酸镁泵自稀硝酸镁贮槽送入硝酸镁蒸发器进行真空蒸发(真空度约86.6kPa),浓缩后约74%浓硝酸镁溶液自流进浓硝酸镁贮槽,而后经浓硝酸镁泵送至浓硝酸镁高位槽循环使用。
硝酸镁蒸发器的温度由蒸汽冷凝液(194℃、1.3MPa)调节阀调节。二次蒸汽(140~150℃)经硝酸镁二次蒸汽洗涤塔后进入间接冷凝器进行冷凝冷却,冷凝液进入镁尾水循环槽,未冷凝气体经镁尾水喷射器进行回收,酸性水流入镁尾水循环槽循环使用。多余部分由地沟流入中和池,加碱中和后排出。
硝酸镁加热器和硝酸镁蒸发器的蒸汽冷凝液经冷凝水膨胀槽膨胀汽化,产生的低压蒸汽一部分供本工段用汽,剩余部分送入0.6MPa蒸汽管网,冷凝水排入地下槽或其它需要的地方。
硝酸镁浓缩工段流程如图1.2所示。
2 现状及存在的问题
2.1 现状
新老硝镁装置每小时约产生22m3/h,总氮浓度1500mg/L的镁尾水,加上装置其他废水,外排废水量接近40m3/h。由于装置建设时无污水排放总氮要求,镁尾水是送往1000m3中和池加碱中和,调整pH值至6~9后通过提升泵排放。
2015年公司将此股污水与研究院催化剂含硝氮废水综合考虑,在研究院建设了210t/h硝氮废水处理装置。但由于浓硝酸硝氮废水进入研究院综合污水处理装置后,对污水处理系统影响过大,导致其处理效果下降。
2.2 存在的问题
(1)硝酸装置经过酸碱中和后外排的废水,总氮含量较高。总氮主要以硝态氮形式存在,大量含硝态氮废水排出,不仅使水环境质量恶化,还对动、植物以及人类健康有严重危害作用,故该废水的总氮处理至关重要。
(2)根据国家标准GB 26131-2010《硝酸工业污染物排放标准》规定:现有企业浓硝酸装置外排废水的总氮含量应小于30mg/L,单位产品基准排放废水量应低于1.5m3/t。另有针对企业排口提标管理的要求,即增加总氮在线监控。如浓硝酸装置的废水仅通过简单中和处理后排放,将有可能造成排口总氮超标,所以对废水的处理迫在眉睫。
3 技术改造方案设计
3.1 处理方案的选择
硝酸生产过程中产生的废水pH值较低,呈强酸性,含0.2~0.5%(<2%)硝酸废水传统的处理措施是中和反应池,经过加碱中和后排出,排放废水总氮可达1000mg/L以上,其中以硝态氮为主,此方法在废水排放无总氮要求时可以使用。
当前行业内含硝态氮废水主要的处理方法可分为生化法[4]和物化法。生化法主要利用生物反硝化作用,物化法有反渗透法和电化学法[5]。为了解决此难题,经多次调研技术交流,拟定了三个处理方案:一是传统生物法,采用硝化反硝化技术,在研究院现有硝氮污水处理装置上改造,投资900多万元、年运行费用约1600万元;二是多级膜分离蒸发结晶技术,投资1600万元、年运行费用约1000万元,产生硝酸钠700吨/年;三是采用南京大学提供的电化学除氮提浓回收法,投资1520万元、年运行费用约200万元,日回收硝酸6.8吨(68%)。几种技术方案投资均较大。
以资源化、减量化、无害化为指导思想,经过对浓硝酸装置运行工况的分析研究,考虑通过优化浓硝酸装置的操作,来实现浓硝外排镁尾水中总氮含量低于30mg/L的目标。
3.2 镁尾水的总氮含量与pH的关系实验研究
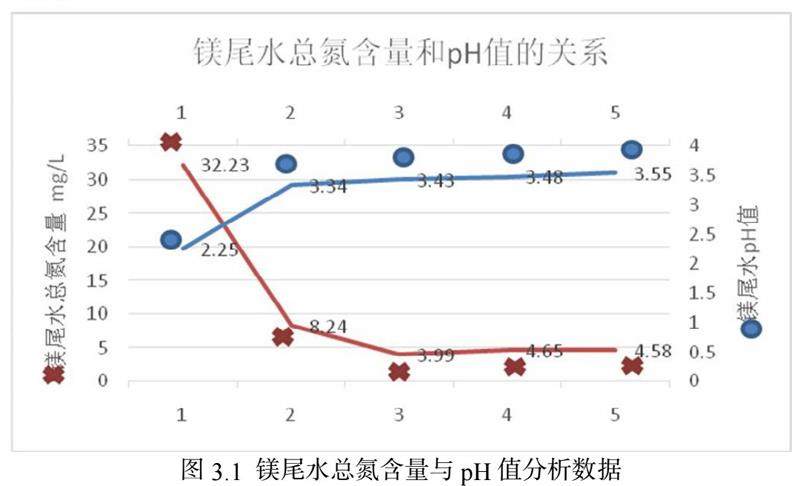
由于总氮主要以硝态氮的形式存在于废水当中,总氮含量高低与硝酸含量成正比,即与pH值成反比。
我们选取其中一套系统间接冷凝器的冷凝液镁尾水作为研究对象,通过连续数日监控分析,将该镁尾水的总氮含量与pH值分析数据作图,列于图3.1。
从图中数据可以看出:随着镁尾水pH值逐渐增大,镁尾水的总氮含量是逐步下降。当镁尾水pH值<2.5时,镁尾水总氮含量超过>30mg/L,不满足排放标准,需收集处理后排放;而当镁尾水pH值>3.3时,镁尾水总氮含量均<10mg/L,只有排放标准限值的1/3,完全满足总氮排放标准,可加碱中和,调节pH值至6~9后排出。
3.3 工艺系统改造
通过上述实验,验证了镁尾水总氮含量和pH值之间的相对趋势关系。考虑到总氮检测没有pH检测方便快捷,故可通过在线监测间接冷凝器出来的镁尾水pH值来确保镁尾水的总氮含量达到排放标准要求。
通过优化浓硝酸装置二次蒸汽洗涤塔操作参数来提高镁尾水的pH值降低总氮含量,还需考虑人为因素及误差,因此将控制目标定为镁尾水中总氮含量低于<10mg/L,即间接冷凝器出来的镁尾水pH值控制在3.3~6之间。
在生产过程中,当镁尾水pH值达到改造效果,即在3.3~6范围内时,可直接加碱中和排放。当镁尾水pH值未达到改造效果,即pH值<3.3时,将镁尾水送往镁尾水循环槽,经1000m3 中和池加碱中和后,再送入研究院210t/h硝氮废水处理装置处理后排放。此时相当于事故工况,需要转去硝氮废水处理装置的废水量较改造之前大大减小,将不再会影响该装置正常运行。
另一方面,在优化操作参数控制镁尾水总氮含量合格的同时,还需控制外排废水量满足标准要求。既然大量合格镁尾水仅含极微量的硝态氮,完全可以加以利用,而非白白排放。由此,在新老硝镁装置内,分别增设一个镁尾水收集罐收集合格镁尾水。这部分合格镁尾水一部分代替脱盐水用于二次洗涤塔的气体洗涤,一部分送至27万吨/年稀硝装置作为吸收补充水。最后,多余的合格镁尾水再从收集罐溢流管线直接排放。
根据国家标准GB 26131-2010《硝酸工业污染物排放标准》规定,新老硝镁装置外排废水量应低于1.5×22×104=3.3×105 m3/年,按8000h/年计算,即应低于41.25m3/h。改造前硝酸装置外排废水量约40m3/h,几乎接近限值,存在排放量超标的可能。改造后,新老硝镁装置每小时约产生22m3/h镁尾水,假设全部为总氮含量合格的镁尾水。该装置硝镁二次蒸汽洗涤塔脱盐水平均用量约11m3/h,稀硝装置脱盐水平均用量约6m3/h,还需外排的镁尾水还剩5m3/h。即使装置内其他废水量保持不变,整个装置外排废水量也已降低至23m3/h,减少42.5%,排放量符合标准。
具体改造实施方案如下:
(1)在新老硝镁装置各增加一个镁尾水收集罐,在现有的单套蒸发系统间接冷凝器出来的镁尾水管线接一路同管径管线至本装置镁尾水收集罐,用于收集单套蒸发系统间接冷凝器出来的pH值在3.3~6之间的镁尾水,两个支路各增加一个遥控阀;
(2)在每套系统间接冷凝器出口镁尾水总管线上增加在线pH计,信号接入浓硝装置DCS系统,便于及时对各二次蒸汽洗涤塔作出调节;
(3)在新增的新老硝镁装置镁尾水收集罐出口管线设管道泵,将收集的镁尾水送往27万吨稀硝酸装置作为吸收塔加水及作为本装置各套系统硝酸镁二次蒸汽洗涤塔加水;
(4)各单台间接冷凝器镁尾水管线的改造,可利用蒸发器清洗或新老硝镁减负荷生产时,单台退出改造,新老硝镁装置不需全系统停车即可完成全部改造。
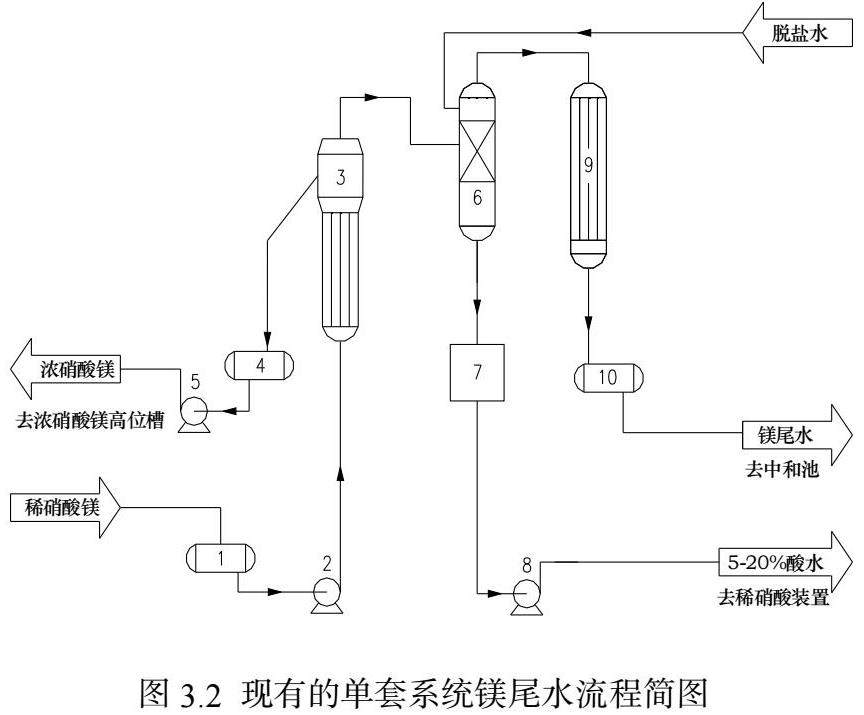
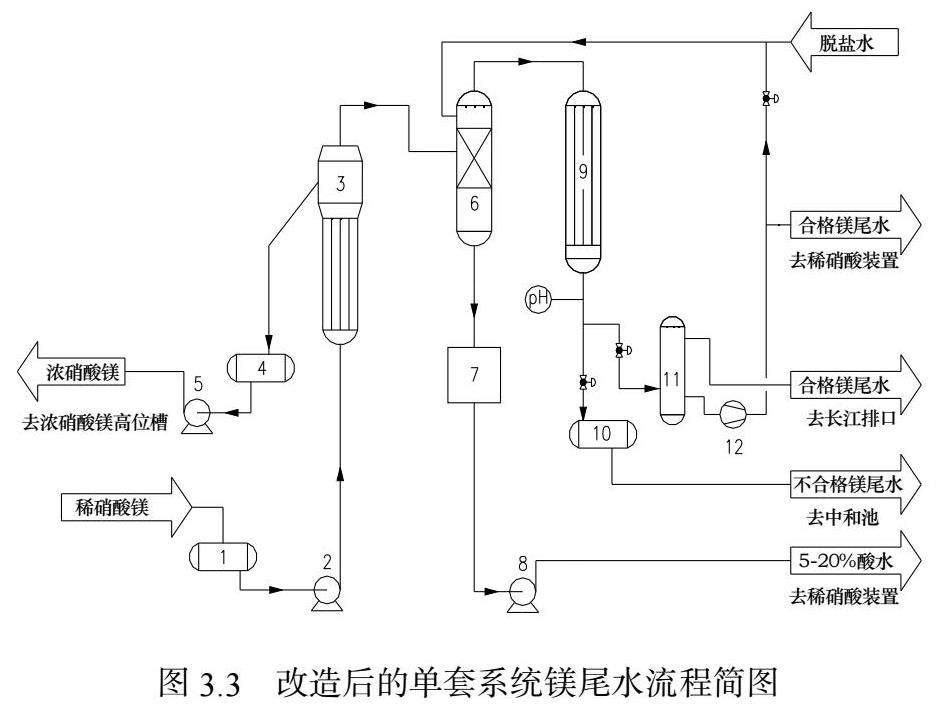
改造前后的工艺流程简图见图3.2和图3.3。
4 安全风险分析及预防措施
本次改造主要涉及的物质是浓硝酸镁尾水,根据危险化学品目录,硝酸镁和稀硝酸属于危险化学品。本项目不涉及高毒物品,不涉及重点监管危化品和重点监管化工工艺。
硝酸镁和硝酸都具有一定的腐蚀性,在设计中根据介质特性选材,选用先进可靠且耐腐蚀的机泵、阀门、管道、管件。稀硝酸如果出现泄漏可能会对人员造成灼伤,现场已设有洗眼器,万一出现泄漏可及时应急处理。
本次改造在现有硝酸装置内进行生产区域内进行施工、安装作业,涉及边生产边施工。施工过程中,要保证施工范围的相对独立性。施工范围应做好隔离围栏,做到施工的所有行为在施工范围内开展,确保施工对生产不产生影响。
5 经济效益预测
5.1 回收高浓度酸性水收益
0.42t/h浓度5%硝酸,换算成60%硝酸约0.035t/h,按年生产时间8000小时技术,则可以回收60%硝酸280t,60%硝酸售价按700元/吨计,则年效益280×700=19.6万元。
5.2 节水效益
老硝镁装置二次洗涤塔脱平均加水量约5t/h,新硝镁装置二次洗涤塔脱平均加水量约6t/h,年节约脱盐水用量约11×8000=80000t,脱盐水按3元/吨计算,年节约费用约80000×3=26.4万元。
按稀硝装置125000Nm3/h低负荷工况下吸收塔平均加水量约6t/h计算,年节约脱盐水用量约6×8000=48000吨,脱盐水按3元/吨计算,年节约费用约48000×3=14.4万元。
综上,两装置年节水效益40.8万元。
5.3 环保效益
通过少量改造,节省新增废水处理装置投资约1000万元左右,就能实现排口总氮含量及外排污水量均达标的目标。
6 结论
在该浓硝酸装置建设初期,因没有污水排放总氮要求,所以大量酸性镁尾水直接加碱排放。现今,在需控制镁尾水总氮含量及外排废水量满足国家标准的前提下,通过对浓硝装置优化操作,增加间接冷凝器出口镁尾水的pH值在线分析仪,对间接冷凝器出口镁尾水的pH值进行监控,分类回收处理合格和不合格的镁尾水,既可实现镁尾水总氮含量不超标,又可大大减少了外排废水量。并且,部分废水的回收利用还将产生可观的经济收益。
参考文献
[1] 唐文骞, 王裴. 硝酸镁法浓硝酸工艺技术及装置大型化探讨[J]. 煤化工, 2014, 172(3): 46~49
[2] 周和珍. 硝酸镁法生产浓硝酸的过程控制[J]. 化工设计通讯, 2014,40(6): 74~76, 88
[3] 陈天君. 100kt/a硝酸镁法浓硝酸装置开车总结[J]. 四川化工, 2007, 3: 25~27
[4] 李振江. 生物强化AO-MBBR工艺处理高硝态氮废水的工程应用[J]. 辽宁化工, 2018, 47(4): 293~295
[5] 叶舒帆, 胡筱敏, 张杨, 董俊. 一种新型电化学法处理硝态氮废水的初步研究[J]. 环境科学, 2010, 8: 1827~1833

 京公网安备 11011302003690号
京公网安备 11011302003690号


