



- 收藏
- 加入书签

关于安庆某医药公司蓄热焚烧炉技术分析
 打开文本图片集
打开文本图片集
摘 要:蓄热材料直接换热是一项新技术,产生于上世纪九十年代。我司充分消化了蓄换热原理和热力焚烧炉技术的基础,并改进了针对低浓度有机废气处理能力不足,焚烧效率低以及间接换热余热回收效果不佳的问题,研发了具有自主知识产权的三厢反吹蓄热式焚烧炉。该炉型适用于处理成分复杂、含有腐蚀性或卤素、硫、磷、砷等对催化剂有毒物质的低浓度、大风量的有机废气,并可以针对需要高温氧化才能消除气味的某些特殊臭气进行处理。此种炉型工艺先进,长期运行稳定,运行成本低廉,系统还可以实现PLC全自动控制。本文结合安庆某医药科技有限公司30000Nm³/h蓄热焚烧炉项目中使用的三厢反吹蓄热式焚烧炉,分析了蓄热式焚烧炉设备安装技术,以供参考。
关键词:蓄热式焚烧炉;机电安装;自动化控制
引言:安庆某医药科技有限公司现需拟建一套有机废气蓄热焚烧装置,用于满足工厂日常生产需要的废气处理。本项目设计处置废气总量为30000Nm³/h,年操作时间:8000 h,操作弹性:30-110%。项目起点为装置界区线外1米,系统占地面积要求不大于60m×30m。
这项焚烧设备总共有三个热能储存室,它们被排成一行,定期自动地轮流切换。通过这种方式,设备就能够达到国家制定的废气排放标准。该焚烧系统可保证9000~30000Nm3/h的废气能够安全、稳定地焚烧。
一、蓄热式焚烧炉(RTO)工作原理
蓄热式焚烧炉的操作原理是,将有机废气预先加热至大约850℃,加热在燃烧室中升温至900℃以上,以将有机废气中的VOC氧化分解为无害的CO2和H2O。在氧化时,高温气体的热能被蓄热器保存下来,以便于再次预热新进的有机废气,从而节省升温所需的燃料消耗,降低运营成本。
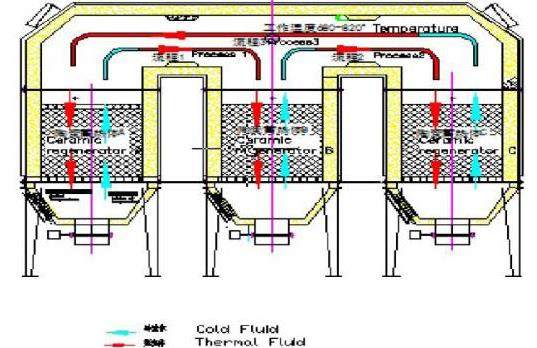
设备的工作过程(参见工艺原理图)介绍如下:
我们的工艺设备是一种三室蓄热陶瓷热力焚烧装置。这个装置包括一个焚烧炉膛和三个能量回用体,也就是陶瓷蓄热体。通过操作阀门,我们可以回收高温烟气产生的热能,以达到节能净化的效果。在我们工艺装置中,待处理的有机废气首先通过废气风机进入蓄热室A的陶瓷介质层中。这个陶瓷介质已经“贮存”了上一个循环的热量。陶瓷体释放出热量,降低温度,而有机废气吸收热量,升高温度,然后废气会离开蓄热室,进入氧化室。在氧化室中,废气由燃烧器进行补燃,使其升温至设定的氧化温度,从而将废气中的有机物分解成二氧化碳和水。因为废气被在蓄热室内预热,燃烧器的燃料用量会大大减少。氧化室有两个作用:一个是确保废气达到设定的氧化温度,另一个是确保废气中的有机挥发性化合物充分氧化,因此本工程设计停留时间大于1.2秒。废气从蓄热室A升温后进入氧化室焚烧,并成为净化的高温气体,之后会进入蓄热室B(在之前的循环中已被冷却),释放热量,降温后排出。而蓄热室B吸收大量热量后升温(用于下一个循环加热废气)。处理后气体离开蓄热室B,经由烟囱排入大气。在循环完成后,进气与出气阀门会进行一次切换,进入下一个循环,废气从蓄热室B进入,蓄热室C排出,能量则被C炉内的陶瓷蓄热体截留,用于下一次循环。如此交替循环,我们所产生的能量则全部被蓄热体贮存起来,用于预热需要处理的废气,以达到节能效果。
处理装置上设定温度检测元件等装置,保证设备正常安全运行。
二、蓄热式焚烧系统流程
1、开车阶段
在开车阶段,首先需要关闭废气进口阀门和反吹阀门,然后依次打开烟气排放阀门,接着自动点火燃烧器,将三个蓄热室逐个加热至运行状态。
2、正常运行阶段
在正常运行阶段,废气首先进入蓄热室A进行预热,使其达到约850度左右,预热后的废气进入燃烧室进行燃烧。在助燃燃料的作用下,废气中所含有机物能够充分分解燃烧,使燃烧温度始终稳定在约900度左右,烟气则进入蓄热室C放热。
放热后的烟气由排烟管路径过烟囱排放到大气中去。同时,通过反吹风机将部分烟气抽取到蓄热室B进行吹扫,以排除蓄热室B中的残留废气。
当切换时间到达后,自动控制装置便会打开蓄热室B的排烟气阀门,同时关闭蓄热室A的废气进口阀门,打开蓄热室A的废气吹扫阀门,经过一段时间后再关闭蓄热室A的废气吹扫阀门。
三、蓄热式废气焚烧炉关键技术
1、蓄热式废气焚烧炉
并且燃烧效率高达99%以上。同时,在燃烧室内设置了高温蓄热式换热器,采用双重间隔式受热面,大大提高了热量利用率。废气蓄热式热力焚烧炉不仅能够有效地治理有机废气,还能够减少二次污染,有效保护环境。其装置结构简单,操作方便,使用寿命长,维护保养成本低,深受企业用户的青睐。从而可以有效避免二厢蓄热焚烧炉进气阀门切换时将未分解的废气直接排放。
2、三通阀
蓄热式热力焚烧炉的各蓄热室间都安装有三通阀,以便对不同蓄热室的进气、出气或反吹进行切换。其中的三通阀大都采用蝶阀。而蝶阀的阀门启闭都是通过阀杆带动阀板旋转来实现的,因此密封性能较差,难以满足蓄热式焚烧炉的密封要求,容易导致有害气体泄漏,对环境造成污染。同时这种阀门启闭控制方式还存在更换密封圈不方便,设备不易维护的缺陷。
针对现有技术的上述不足,可以采用一种扑克式结构的三通阀,通过控制不锈钢阀板与密封圈接触从而实现阀门的启闭,该阀门具有启闭迅速,泄漏量小,寿命长、密封圈更换方便等特点。
3、蓄热体
蜂窝式蓄热体单位体积换热面积大,热效率高,但由于每块蓄热体联接之间不能保证蜂窝孔全部对上呈一直线,在通过交替快速蓄热和放热过程中,相互并排设置蜂窝通道的蓄热体易堵塞,容易引起冷热空气流通不畅,从而使空气阻力过大,造成压力俱增,在达到一定条件下使蓄热体被吹动,形成全部或局部流态化状态,蓄热体受到损坏,而此时蓄换热的稳定状态遭到破坏,节能效果显著下降。为了解决该问题,现有的蜂窝式蓄热体在安装时,于支撑面上放置圆筒状的支撑件,以减小空气的流通阻力。但是这种支撑件的安装受工人安装技术影响很大,一旦出现各层之间支撑件安装错位,会因蓄热体受力不均匀而造成损坏蓄热体的严重后果。
4、焚烧炉气体均布器
在蓄热式焚烧炉内一般都没有设置旋流板均布器,带有一定压力的废气直接进入蓄热式焚烧炉底部,这样就存在气流不均匀的现象,而不均匀的气流进入蜂窝陶瓷蓄热体中,不能使蜂窝陶瓷蓄热体中吸聚的热量得到充分交换,从而浪费了大量的燃料。同时烟气不能均匀地流出蓄热体,使得蓄热体中因气流分布不均导致部分蓄热体局部高温,部分蓄热体局部低温;也不利于蓄热体更多地吸收下次排烟时的热量,从而影响工作效率和使用寿命。
为了克服现有技术中的不足,提供一种结构强度好,安装方便,使气流均匀分布,提高工作效率和使用寿命的废气蓄热式焚烧炉气体旋流板均布器。
5、焚烧炉防爆门
有机废气焚烧炉需要设置防爆门,当炉膛出现气爆时,炉膛内的压力将防爆门打开进行泄压,能有效防止误操作时对人和设备的损害。焚烧炉通常安装于室外,现有的焚烧炉防爆门其门盖与门框直接接触,密封性能不好,同时会引起雨水从门盖与门框的接触面渗入炉体,影响耐火材料的使用寿命。而且,现有的防爆门门盖采用耐火材料,门盖较重,不能及时打开门盖进行泄压;同时当炉内温度800℃,门盖外壁温度要超过350℃,易引起工作人员烫伤。
针对现有技术的上述不足,我公司开发了一种焚烧炉用防爆门,该防爆门采用硅酸铝纤维板作为门盖保温材料,具有隔热效果好,量较轻,泄压及时等优点;采用密封环与硅酸铝纤维板进行密封,提高了防爆门的密封性;增加了防水板,可以使防爆门及废气焚烧炉安装于室外。
四、系统工艺流程设计及设备特点描述
1、系统工艺选择
1.1 RTO焚烧工艺选择
低浓度有氧VOC废气一般选择RTO进行焚烧处理,RTO处理低浓度有氧VOC废气有四大优点,一是去除效率能达到99%;二是能耗低30000Nm3/h尾气,最大天然气消耗(尾气中有机物浓度0)约为65Nm3/h,最小天然气消耗(尾气中有机物浓度2200mg/Nm3)约为0Nm3/h;三是技术成熟,自动化程度高,安全可靠;四是RTO焚烧装置对于输入废气浓度波动适应性强,当废气浓度小于RTO系统热平衡浓度时,燃烧器自动补充燃料满足燃烧需要,当废气浓度大于RTO系统热平衡浓度时,超过平衡部分热量通过燃烧室设置的高温热旁通直接从燃烧室排出(温度为900℃),废气浓度低于15%LEL均能稳定焚烧。本项目设计废气浓度约为2800mg/Nm3,所以比较适合采用RTO系统处理。
1.2 RTO系统处理废气浓度范围设计
生产装置产生废气浓度受工艺过程影响,提交废气浓度为2800mg/Nm3,考虑生产负荷波动、操作差异性波动、夏季气候条件限制冷凝效果等因素,设计最大允许输入RTO系统浓度为15%LEL(约5000mg/Nm3),减少紧急排放的开启频率。
1.3 废气前处理设备选择
本项目涉及的废气来源为车间有机废气、投料废气、中间罐废气和高盐废水蒸发不凝气等,涉及酸性气体,所以在废气输入RTO炉本体焚烧前设置废气碱洗塔去除废气中的HCl等酸性组分,减少酸性组分对焚烧炉低温区的腐蚀;碱洗后废气会带少量碱沫(除雾器对小于20μm的碱沫是没有去除效率的),为了防止碱沫进入RTO炉本体蒸发成盐堵塞蓄热体,所以碱洗后再设置废气水洗除碱(盐)沫;水洗后再设置除雾器减少输入RTO炉本体废气的水夹带,减少水雾影响能耗和水雾造成的露点腐蚀。碱洗和水洗同时对水溶性组分(如乙醇、甲醇)还有浓度缓冲的作用,可以对废气浓度“高峰值”进行削峰减少紧急排放开启频率,同时当废气浓度“低峰谷”时进行释放减少燃料消耗。
1.4 烟气后处理设备选择
有机组分经RTO焚烧后会产生游离酸(SO2),所以RTO焚烧后的烟气设置冷却和碱洗塔,确保SO2等排放指标合格。
2、RTO系统主要设备组成
燃烧室、蓄热室、燃烧器、助燃风机、气体分布室、废气风机、废气碱洗塔、废气水洗塔、高效除雾器、阻火器、反吹风机、烟气混合箱、烟气冷却塔、烟气碱洗除雾塔、烟气引风机、一次性活性炭吸附装置(备选或甲方负责)、空气储槽、烟囱、废气管道、烟气管道、热工控制系统、电控系统等。
RTO系统共分8个单元:
其中废气预处理包括废气碱洗塔、废气水洗塔、高效除雾器
RTO炉本体包括燃烧室、蓄热室、气体分布室、燃烧器
烟气后处理及排放包括烟气冷却塔、烟气碱洗塔、烟囱
应急旁通系统包括旁通活性炭吸附装置(备选或甲方负责)
安全附件包括阻火器、泄爆片、可燃气体检测仪、环境可燃气体报警仪等。
动力输送系统包括废气风机、烟气引风机、反吹风机、助燃风机、循环泵。
3、系统工艺流程
低浓度有机废气由甲方废气收集总管送至蓄热式焚烧炉(以下简称RTO)处理系统界区,通过设置的可燃气体分析报警系统(简称LEL)监测废气浓度。满足浓度要求(安全焚烧要求)的废气送RTO处理系统,高于高限但低于高高限浓度的废气经空气稀释至满足安全焚烧要求的废气送RTO处理系统;不满足安全焚烧要求的废气经碱洗和水洗除雾后由紧急排放管道经活性炭吸附后通过烟囱直接排放。
满足安全焚烧要求的废气由废气风机依次送入废气碱洗塔和废气水洗塔,通过碱洗去除废气中所含酸性气体,通过废气水洗塔去除废气夹带的碱液雾沫,经废气水洗塔洗涤后的废气进入气液分离器,去除废气中的水汽和残留粉尘,再通过阻火器隔离后送入RTO进行焚烧处理。
RTO焚烧装置共设三个蓄热室,三个蓄热室呈条形布置,定期自动轮流切换,废气经蓄热室预热到850℃左右(蓄热体热量传递给废气),进入燃烧室充分燃烧(900℃焚烧温度),产生的烟气进入另一组蓄热室,与蓄热陶瓷填料进行换热(烟气热量传递给蓄热体)后进入排烟管路(三个蓄热室自动轮流实现进气、反吹、排烟三个过程)。
经RTO焚烧装置燃烧室900℃高温焚烧后,有机物完全分解(仅含碳氢氧的VOC 氧化分解成为无害的CO2和H2O,含硫有机物则还会产生SO2)。当废气浓度小于RTO系统热平衡浓度时,所有烟气通过蓄热体并能量回收后降温至70~100℃排入排烟管道;当废气浓度大于RTO系统热平衡浓度时,超过平衡部分热量通过燃烧室设置的高温热旁通直接从燃烧室排出(温度为900℃)。高温烟气和低温烟气经烟气混合器混合后(温度小于160℃)进入冷却塔降温至50℃左右,冷却塔采用稀碱液大循环,不仅能将其中的HCL和SO2等酸性气体大部分中和,同时通过蒸发吸热将烟气温度降至50℃左右。冷却后的烟气进入碱液吸收塔,再次进行HCL和SO2等酸性气体的二次中和吸收。经冷却塔、碱液吸收塔两级碱洗后的合格烟气经烟气引风机送烟囱排放。
废气水洗塔洗涤产生的废水送废气碱洗塔,废气碱洗产生的含盐废水定期排至甲方污水处理处理;烟气碱液吸收塔产生的废液送烟气冷却塔,烟气冷却塔产生的含盐废水根据电导及PH计检测定期排至甲方污水处理处理。
4、设备自动控制和电气系统设计
4.1自动控制系统
(1)控制方式
本焚烧系统采用了PLC自动控制技术,具备集中控制和就地控制两种模式。该系统可以为废气处理设施内的各个动力设备提供供电和自动控制功能。同时,它还能监测氧化处理设备中关键设备的运行状态,以及关键点的温度和压力等参数。为了确保废气处理系统正常运行,本设计采用了温度和压力参数信号采集和传输技术,以达到自控氧化和自控连锁的安全保护功能。这样,既能够提高系统的处理效率和治理能力,又能够确保环境和人体健康的安全。
(2)保护方式
为了确保系统在使用过程中的安全性,我们在系统建设中使用了多种安全保护装置。其中包括系统安装停电保护、过载保护、线路故障保护和误操作等安全保护装置。这些保护装置能够有效地对系统进行保护,从而保证系统在特殊状态下的安全性。除此之外,我们还采用了可靠的接地技术,确保系统的所有电气设备都能够得到有效接地。这一措施能够减少因人为因素、自然灾害等意外因素带来的电气安全隐患,从而提升系统的使用安全性。在系统建设过程中,我们还采用了一系列措施来提升系统的安全性。
(3)控制系统的保护接地
控制系统的接地分为两部分,一种是保护地(交流地),一种是屏蔽地(直流地)。保护地的确切作用是为了在进入控制系统的信号、供电电源或设备本身出现问题时,可以有效地接地系统,让它能够承受过载电流,并快速将其导入大地以保护人员和设备。而屏蔽地的作用,则是提供一个可以去除电子噪声干扰,为整个控制系统提供公共信号参考点的屏蔽层。
(4)线路敷设
电缆是现代工业中用于输送电力、信号和数据的基础设施之一,线路的稳定和可靠性是电缆敷设的重点。在电缆线路中,动力电缆的核心参数是YJV电缆,它负责输送大量的电力能量,而控制电缆则是使用RVV电缆,主要负责输送控制信号。为了保证线路的稳定和可靠性,一些线路需要采用直埋的方式来进行敷设。而在一些室内线路中,我们可以采用穿管埋地、沿墙、梁等处明敷的方式,这样可以大大降低安装难度和增强线路的美观度。
4.2电气系统
本系统采用的是西门子公司的PLC可编程控制技术,实现了对有机废气集中处理设备RTO的自动控制。同时,配置了西门子公司的人机界面,实现了对整个系统运行工况的实时监控,提高了生产的安全性和可靠性。炉膛内的高温传感器能够及时反馈炉膛温度信息,从而能够变比例控制燃烧器的供热能力,使炉膛温度保持稳定。当炉膛温度超过设定温度时,系统将自动报警,当超过上限温度时,系统将自动切断燃料供给,从而确保生产的安全进行。在此基础上,本系统还配置了各种安全保护措施,因此,可以保证执行器的动作符合工艺要求,达到了预期效果。
五、结束语
本项目实施时采用2022年9月完成的江苏省科技成果转化《基于流场智能数值计算与调控耦合的节能高效有机废气焚烧装置的研发及产业化》报告中的全部技术,系统自动化水平、安全性、系统VOC去除效率、能量回收效率、耐腐蚀性能等各项指标均处于行业先进水平。

 京公网安备 11011302003690号
京公网安备 11011302003690号


