



- 收藏
- 加入书签

铝合金铸件与型材焊接工艺及性能
 打开文本图片集
打开文本图片集

摘要:在新形势的大背景之下,众多的新技术、新工艺、新材料应用而生。对于环保、质量、减重等多项内容非常重视,铝合金作为一种具有轻量化特点的材料,将其加入到高压开关制造过程当中去,必然能够帮助高压开关制造业获得更好的发展。而传统大型母线罐体,通常采用铝合金纯砂型或金属型整体铸造。其中母线产品因为重量大、尺寸长以及铝合金本身局限性,容易造成缩松、裂纹等缺陷,使得铸造罐体整体合格率降低。为了提高产品合格率及减少产品重量,本文采用铝合金铸件与型材焊接方式形式替代纯铸造工艺。
关键词:铝合金;铸件;型材;焊接工艺;性能;
国家在发展过程当中,提出碳中和、碳达锋要求,现如今零部件加工工艺更向着轻量化、精密化的方向发展。特别在高压开关产品制造中,由传统黑色金属制造逐步向铝合金制造所转变,在制造罐体、屏蔽罩、导体等多个方向,都可以见到铸造铝合金的身影。但大型罐体的整体铸造仍然存在着很多问题,例如热节处产生的缩松、裂纹问题,使得整体铸造产品合格率、生产效率都不尽人意。因此通过铸造铝合金与型材结合,通过焊接方式,可大大节省生产成本,提高产品质量。
1、实验方法
采用AlSi10Mg铝合金铸件和6005A型材焊接成型,此件具有重量大、尺寸长等特点,见图1。以往主要通过整体铸造,最终成型。随着铝合金焊接工艺的愈发成熟,通过焊接技术,完全可以将铝合金铸件及型材组合,真正实现节约制造成本的目标。
法兰筒为AlSi10Mg铸造成型,AlSi10Mg具有良好的铸造工艺性,密度小,抗腐蚀性及加工性。筒体为6005A无缝管, 6005A铝合金是Al-Si-Mg系变形铝合金,其具有优异的热挤压性能及焊接性能。AlSi10Mg成分:Si 9.94%,Mg0.28%,Ti0.06%,Be0.01%,Fe0.21%,Zn0.01%,Cu0.01%,Mn0.04%,Al余量;6005A成分:Si0.55%,Mg0.24%,Ti0.04%,Fe0.15%,Zn0.01%,Cu0.03%,Mn0.24%,Cr0.12%,Al余量;ER 4043成分:Si5.1%,Mg0.04%,Ti0.1%, Fe0.20%,Zn0.01%,Cu0.09%,Mn0.01%,Al余量。
通过分析焊接试板力学性能,分析焊接产品的抗拉强度、延伸率;通过实体焊接,对产品焊缝进行无损探伤和水压试验,确保产品满足技术要求。采用TIG交流板-板对接,焊丝直径ϕ5mm,板材尺寸为400×125×10mm,V型坡口,钝边1-2mm,保护气体氩气,气体流量18-24(L/min),预热100-150℃。底层:电流320-360(A),电压17-25(V),焊速:16-26(cm/min);中层:电流300-340(A),电压17-25(V),焊速:16-26(cm/min);盖面:电流280-340(A),电压17-25(V),焊速:20-30(cm/min)。
2、铝合金焊接质量检测
(1)渗透探伤试验
铝合金在焊接的过程当中,非常容易出现热裂纹倾向,主要因为铝合金是共晶型合金,因为焊接热输入,晶粒发生变化,熔点降低,在凝固过程中,易发生裂纹倾向。通过着色渗透试验,可以检验产品焊缝是否存在裂纹。
(2)X射线实时探伤
由于铸造母材即使通过变质、细化处理,仍然容易出现组织粗大及晶粒组织成分不均等多方面问题。故铸件焊缝更容易产生各种各样的缺陷问题。这时通过应用X射线探伤,特别是x射线实时探伤,直接电子显示内部探伤图片,可直接、直观找到焊缝内部的缺陷。
(3)水压试验
压力试验的目的是为了检验产品耐压能力和密闭性,是对产品质量的综合性检查,主要是通过观察焊接产品在规定水压下,是否存在变形、破裂特别是型材与铸法兰焊接连接处是否有渗漏等问题,来验证产品的耐压性和严密性。
3、结果分析
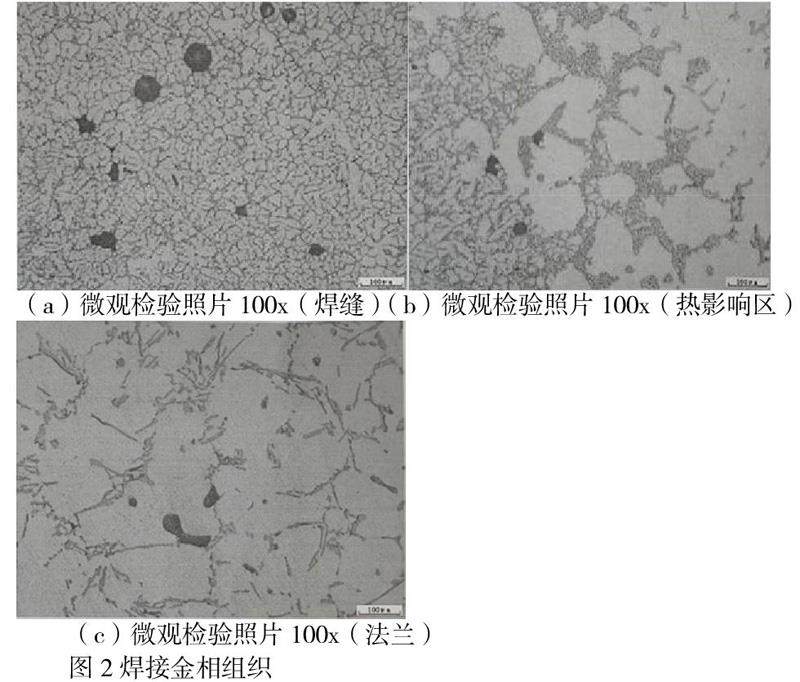
通过表面探伤可以得知,在显像剂作用之下,焊缝未出现裂纹问题。通过X射线实时探伤,产品内部无未熔合等缺陷。可见在该焊接参数下,产品焊缝内外部质量满足要求。对焊缝进行力学性能检测,试棒1抗拉强度157MPa,延伸率2.5%;试棒2抗拉强度142MPa,延伸率2.5%,此可以看出,产品力学性能合格,达到使用标准。焊接试板通过拉伸试验,发生断裂的断口均位于铸造法兰处,可以看出焊接接头焊缝处强度远高于铸造母材的强度。主要由于铸造法兰内部组织粗大,而焊缝区域组织更为细小致密,热影响区组织大小在二者之间。在拉力作用下,更容易在粗大组织的铸造法兰处发生断裂。图2为焊接金相组织。
母线罐体的设计压力为0.75Mpa,型式试验为3倍设计压力(2.25Mpa),在2.26Mpa水压下,产品及焊缝均无渗水、裂纹及变形等缺陷。可见产品通过铸件和型材焊接成型替代铸造整体成型,其抗压性满足设计要求。水压试验见图3。
结束语:
铝合金高压开关满足了高压电气系统输电部件整体尺寸大,壳体壁薄,密闭要求高的特点,铝合金铸件与型材焊接的工艺,解决了大型铸件难以通过传统方式铸造的问题,可以有效降低企业生产成本并且大幅度改变大型铸件缺陷多的弊病,大大提高产品的合格率,由于整个工艺过程易操作,方便执行,对操作者也有着巨大的帮助。
参考文献:
[1]倪海海.铝合金构件焊接变形研究及焊接工艺优化[J].建材与装饰,2020,(2):209-210.
[2]张洋.在用压力容器定期检验中常见问题与处理对策探讨[J].科技创新与应用,2016,6:90-91.
[3]陆锡永.轻工机械制造工艺学[M].北京:中国轻工业出版社,1994.

 京公网安备 11011302003690号
京公网安备 11011302003690号


