



- 收藏
- 加入书签

轻合金激光焊接技术及其在航空航天领域的应用
 打开文本图片集
打开文本图片集
摘 要:本文详细介绍了激光焊接的特点,总结了国内外先进激光焊接技术。对铝合金、钛合金以及镁合金三种轻合金激光焊接的研究现状进行了分析,对焊接难点和解决方法进行了总结,重点介绍了轻合金激光焊接技术在航空航天领域的应用。
关键词:激光焊接 轻合金 焊接难点 航空航天
前言
近几年来,一些高效自动焊接技术,如变极性等离子焊、搅拌摩擦焊、激光焊接技术、真空扩散焊,高频感应钎焊等已在航空航天结构件的研制生产中使用[1-2]。然而,目前对于形状较为复杂的空间曲线焊缝,仍以手工钨极氩弧焊为主。手工钨极氩弧焊在实际生产存在焊接热输入量大,容易出现气孔、裂纹、夹渣等焊接缺陷。由此可见,该方法已不适合航空航天结构件高可靠性的制造需求。激光焊接技术具有激光束能量密度高,焊接熔深大,接头性能优异,焊缝表面成形美观等优点。激光焊接易于实现不同空间位置下复杂轨迹和低热输入的加工,对新材料激光焊接技术进行研究具有重要意义。
本文介绍了目前先进激光焊接技术,分析了铝合金、钛合金以及镁合金激光焊接的研究现状,重点分析了三种轻型合金材料的激光焊接难点。总结了不同材料激光焊接技术在航空航天领域的应用。
1 先进激光焊接技术
目前一些高效、高适应的先进激光焊接技术,如激光自熔焊、激光填丝焊、激光-电弧复合焊、激光熔钎焊等已成为国内外重点研究内容,拓展了激光焊接技术的应用范围。
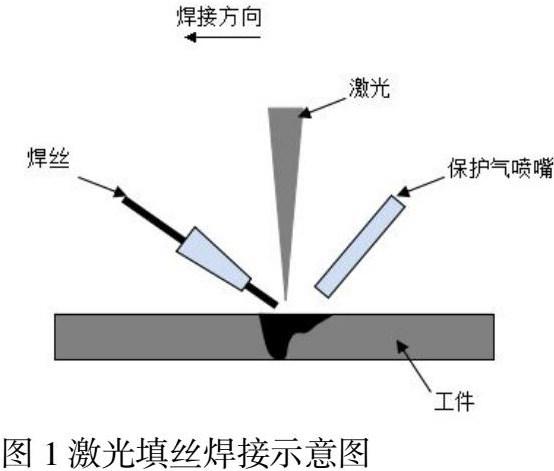
如图1所示,为激光填丝焊接示意图。该技术是以金属丝材作为填充材料,材料利用率高,在增材制造和结构件修复方向域具有广阔的应用前景,飞机壁板是双侧激光同步填丝焊典型的应用。较多研究表明,激光填丝焊接过程中焊丝几何位置、送丝速度及热输入是影响其焊缝成形及接头性能的主要因素[3,4]。
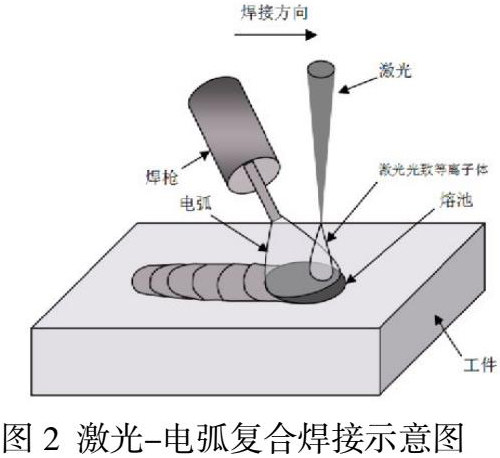
激光-电弧复合焊接技术是将不同激光热源(CO2、YAG等)和不同的电弧热源(TIG、MIG等)相结合,通过两种热源与工件相互作用的焊接方法,具有良好的焊接性,提高了焊接效率。两种热源充分利用各自的优势,具有“1+1>2”的效应[5]。如图2所示,为激光-电弧复合焊接示意图,该技术是目前国内外最具发展潜力的轻合金材料熔焊技术。
激光熔钎焊技术常应用于钢/铝异种合金焊接。通过添粉、填丝、过渡层等填充材料加入合金元素,对抑制接头金属间化合物的脆性有了较大的研究进展,已实现铝合金/镀锌钢、工业纯铝/紫铜等异种材料的高效、优质连接[6]。
2 轻合金材料激光焊接难点
2.1 铝合金激光焊接难点
铝合金具有密度小、比强度高、导电性优异等优点,常用于轻量化的承载结构材料。铝合金的化学性质活泼,焊后接头的综合性能有所降低,焊接时应采用能量集中的热源[7,8]。然而,铝合金激光焊接仍有以下难点亟待解决:
(1)由于铝合金对激光的反射性较高,能量利用率很低,需采用大功率激光器设备进行焊接。
(2)铝合金的热膨胀系数大,激光焊接时熔池的冷却和凝固速度很快,易产生热裂纹,导致零件变形。
(3)铝合金焊缝易产生气孔缺陷。水分在焊接高温下分解产生氢,融入熔池,而冷却速度快导致氢无法及时释放,形成气孔。因此,焊前需清除表面氧化膜,焊接过程中注意环境条件,降低气孔的形成。
(4)高强铝合金激光焊接容易产生接头软化,缩短结构件的使用寿命。研究发现,热输入越大,接头软化越严重。
为解决铝合金激光反射,易产生气孔、裂纹和软化等问题,目前国内外采用激光-电弧复合焊接技术进行铝合金焊接,提高了接头质量和焊接效率。
2.2 钛合金激光焊接难点
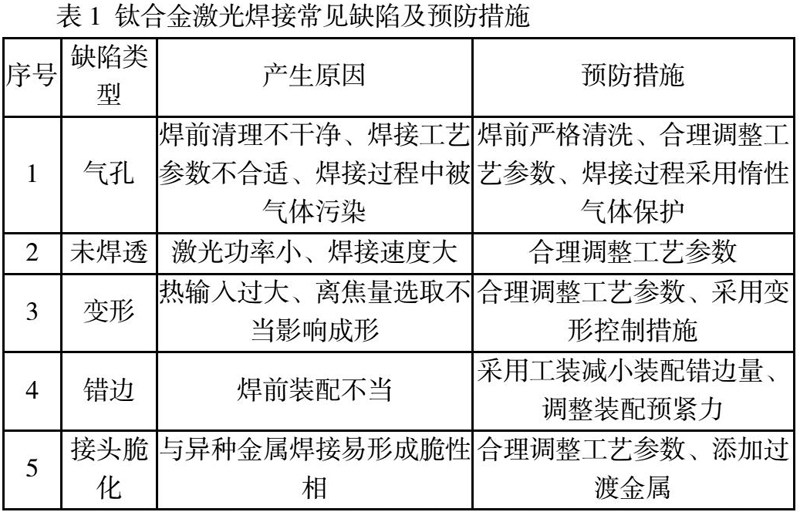
钛合金具有强度高、耐腐蚀性优异等优点。由于钛合金也具有较高活性,焊接时在高温环境下能与空气中的氧、氮、碳等元素反应,生成脆性相,易产生裂纹、气孔等缺陷。钛合金激光焊接常见缺陷及预防措施,如表1所示。
解决上述问题需要在焊接前从环境、材料、制备坡口和工艺参数等方面进行改善。影响焊接质量的关键工艺参数包括焊接功率、焊接速度和离焦量[9]。陈伟等[10]采用氩气保护激光焊接方法对1mm厚TA18薄板进行焊接,优化参数下可抑制焊缝表面氧化物形成,获得无缺陷的接头,且抗拉强度达到母材的92.46%。孟圣昊等[11]对比了大气和真空环境下TC4钛合金激光焊接接头成形,发现在大气条件下10 kW激光功率熔深仅为10 mm,而在真空条件下7kW激光功率可实现20mm厚度的深熔焊,说明气压的降低使得激光焊接能力大幅增强。Lei等[12]采用时效处理对TB8钛合金激光焊接接头组织和性能的影响,结果表明,通过时效处理后拉伸强度可提高到了1301MPa。
2.3 镁合金激光焊接难点
镁合金具有密度小、比强度高、尺寸稳定性好等特点。但镁合金焊接性较差,焊缝中易形成热裂纹、气孔、氧化和蒸发等问题。目前镁合金激光焊接技术常用于镁合金铸件的补焊。目前采用激光-电弧复合焊接技术来降低激光焊接过程中极高的温度导致的镁的氧化、氮化和蒸发[13]。采用激光熔钎焊技术实现镁合金与铝合金、镁合金和钢异种金属的高效焊接[14]。
国内外对镁合金焊接研究主要集中于AZ(Mg-A1-Zn)系列和AM(Mg-Al-Mn)系列合金,方栩强[15]采用了激光焊和三种激光复合焊接方法对AZ31B镁合金进行焊接,研究结果表明激光复合焊接技术可以有效减小焊缝中的气孔缺陷,且激光+超声的气孔率最低,细化焊缝晶粒尺寸,提高接头力学性能。曹海涛[16]采用光纤激光焊对稀土镁合金进行焊接,研究表明激光功率对接头高温力学性能影响显著,优化的工艺参数下焊缝无气孔、裂纹等缺陷,平均高温抗拉强度是母材的82.7%。此外,激光焊热输入小,熔池凝固速度快,能够有效抑制晶粒的长大,控制焊缝热裂纹的产生[17]。总之,目前镁合金激光焊接的研究重点是从工艺方法、工艺参数、焊后热处理等方面减少焊接过程中缺陷的产生。
3 激光焊接技术在航空航天领域的应用
新结构、新材料和新技术是实现航天件减重的途径,激光焊接技术在发射箱、空气舵、发动机壳体等产品上应用广泛。近年来将超塑成形与先进连接技术如扩散连接、激光接和搅拌摩擦焊等组合的技术受到了广泛关注[18-19]。该工艺可节省装配工序,提高零件的整体性能,降低成本。
铝合金、钛合金和镁合金等轻量化材料是航天航空领域的理想结构材料。铝合金激光焊接技术常应用于飞机的蒙皮、隔框和翼肋等。高强铝锂合金、铝钪合金等新材料和铝合金特种结构焊接已应用到航天各型号轻质结构中[20]。钛合金激光焊接技术主要应用于金属舵面蒙皮和骨架的焊接[21]。目前镁合金在航空航天领域的研究集中于新型镁合金材料和复杂形状镁合金成型的新工艺[22],而镁合金激光焊接技术的应用则集中于铸件的补焊、异种材料和复杂形状构件的连接。
除铝合金、钛合金和镁合金外,高温合金在航空发动机中应用广泛。NiTi-Al金属间化合物基高温合金比传统的镍基或钴基高温合金减重约20%[23]。轻质耐高温结构材料Ti2AlNb合金高能束焊接是目前的研究热点[24]。总之,激光焊接技术已日渐成熟并成为航空航天领域制造重要加工技术之一,轻合金材料激光焊接技术的研究、引进及推广对产品批量生产具有重要的实际意义。
4.结论
激光焊接技术具有能量集中、接头性能优异等优点,在轻合金材料或精度要求高的零件焊接上具有明显优势。轻合金激光焊接技术的研究重点主要体现在以下几个方面:
(1)深入研究高性能轻合金材料激光焊接难点。铝合金激光焊主要存在激光反射,气孔、裂纹和软化等问题。钛合金激光焊的主要问题是存在气孔、应力大与变形严重等。镁合金激光焊形成气孔、热裂纹、氧化和蒸发等缺陷。
(2)与常规的焊接方法相比,先进激光焊接技术以及合适激光焊接工艺参数可以很好地解决铝合金、钛合金、镁合金等轻合金结构件焊缝缺陷多、焊接质量差等问题,实现异种材料和复杂结构件的焊接。
(3)深入开展铝合金、钛合金、镁合金、新型高温合金等高强度、耐高温、耐腐蚀的轻量化材料及其先进激光焊接技术研究,有利于航空航天产品性能的不断提高。
参考文献:
[1]苏雅洁.航天器舱体结构变极性等离子弧穿孔立焊关键技术与应用[M].北京教育年鉴,方志出版社,2017,368.
[2]高友价.不锈钢空气舵真空扩散焊工艺[J].机械制造,2022,60(1):64-66.
[3]苏国兴,石玗,刘琛珩.激光填丝焊焊丝熔入行为研究[J].电焊机,2018,48(6):13-18.
[4]王伟,黄坚,赵耀邦.2A14铝合金光纤激光填丝焊热裂纹敏感性研究[J].焊接,2015,(4):27-30.
[5]Meng X M,Qing L,Su Y H,et al. Numerical simulation of large spot laser+MIG arc brazing-fusion welding of Al alloy to galvanized steel[J].Journal of Materials Processing Technology,2015,222(4):307-314.
[6]李妍,刘宁,黄健康,等.添加不同合金粉末激光熔钎焊铝/钢异种金属接头的组织与性能[J].机械工程材料,2018,62(6):30-41.
[7]Bunaziv I,Akselsen O M,Salminen A,et a1.Fiber laser-MIG hybrid welding of 5mm 5083 aluminum alloy[J]. Journal of Ma-terials Processing Technology,2016,233:107-114.
[8]聂鑫,李小宇,黄瑞生,等.铝合金万瓦级激光-MIG电弧复合焊缝成形[J].机械制造文摘(焊接分册),2022,(2):36-40.
[9]李明军,陈和兴,陈永城,等.焊接参数变化对TC4钛合金激光焊接成形的影响[J].应用激光,2018,38(4):550-555.
[10]陈伟,张宇鹏,董勇,等.激光焊接参数对钛合金薄板组织及力学性能影响[J].精密成形工程,2022,14(5):100-107.
[11]孟圣昊,司昌健,任逸群,等.中厚板TC4 钛合金真空环境激光焊接特性[J].焊接学报,2021,42( 8):40-47.
[12]Lei Z L,Chen Y,Zhou H,et al.Melt flow andgrain refining in laser oscillating welding of β-21S titanium Alloy[J].Optics & Laser Technology,2022,145:107496.
[13]刁卓,宋刚,刘黎明.激光-电弧复合焊接AZ31B/ZM5异种镁合金组织及性能分析[J].焊接技术,2017,46(5):30-34.
[14]戎易,李海涛,熊震宇,等.镁合金/钢异种材料激光熔钎焊接头组织及成形调控[J].材料工程,2022,50(5):166-171.
[15]方栩强.AZ31B镁合金的几种激光焊接特性研究[J].电焊机,2020,50(2):58-63.
[16]曹海涛.稀土镁合金激光焊接接头组织与高温力学性能的研究[D].北京:北京交通大学,2020.
[17]王鑫,潘希德,黄贺贺,等.AZ33M变形镁合金激光焊接接头的组织和性能研究[J].精密成形工程,2020,12(1):123-131.
[18]李川,魏永胜,张文才.TC4钛合金蒙皮骨架结构焊接技术研究[J].航空精密制造技术,2020,56( 3) :35-39.
[19]王飞,陈福龙,韩秀全,等.超塑变形对钛合金激光叠焊接头微观组织的影响[J].塑性工程学报,2017,24(3):96-101.
[20]张澐龙.铝锂合金蒙皮桁条T型结构激光焊接特性和压缩屈曲行为研究[D].黑龙江:哈尔滨工业大学,2021.
[21]梅述文,成群林,胡佩佩,等.TC4钛合金蒙皮骨架结构件光纤激光焊工艺研究[J].热加工工艺,2015,44(3):83-86.
[22]吴海龙,莫雪妍,郑宗文,等.镁合金熔模铸造技术发展现状[J].特种铸造及有色合金,2021,2:236-240.
[23]郑立静,王方方,张虎.NiTi-Al金属间化合物基高温合金的研究进展[J].机械工程学报,2012,539.
[24]吴冲冲.Ti2AlNb合金电子束焊接接头显微组织与力学性能研究[D].沈阳:中科院金属所,2014.

 京公网安备 11011302003690号
京公网安备 11011302003690号


