



- 收藏
- 加入书签

一种冲压实习用垫圈冷冲模的设计
 打开文本图片集
打开文本图片集
摘要:针对工科院锻压实习中冲压工艺的特点,设计了一种垫圈冷冲模,采用连续送料冲裁,在16吨曲柄压力机上,用带料进行冲制圆垫圈,先冲孔,后落料,分两步完成一个垫圈的冲制过程,既可给机类的学生进行操作训练,也可给非机类的学生进行操作演示,对开拓学生的视野和提高学生的操作技能将起到非常大的作用,实际教学中也证明取得了较好的效果。
关键词:冲压;垫圈;冲裁;冲孔;落料;效果
1.引言
江苏大学虽然不是一所双一流髙校,但是历来对教学工作和教学质量非常重视,对金工实习也是如此,并取得了许多非常骄人的成绩。但由于2000年实习厂房翻新,受实习场地面积限制以及根据环保的需求,许多大型的锻压设备被清理出了实习现场,前些年实习现场只有几只铁砧和几台小型的空气锤,原先的火花室、63吨冷冲压设备和模具、400吨模锻设备和模具也都不复存在,锻压金工实习内容从20世纪90年代的手工自由锻、机器自由锻、胎模锻、模锻、冷冲压、钢材火花鉴别等6个部分缩减为只有手工自由锻和机器自由锻。冲压虽然保留了一台16吨的冲床,也因为没有模具和教学方案,实际操作训练也被压缩了。为了不断提高锻压实习的教学质量,激发学生锻压实习的热情,开拓学生视野,我们在锻压实习中通过自行设计制造冲压模具,补上了冲压这块短板,对开拓学生的视野和提高学生的操作技能起到了非常大的作用。
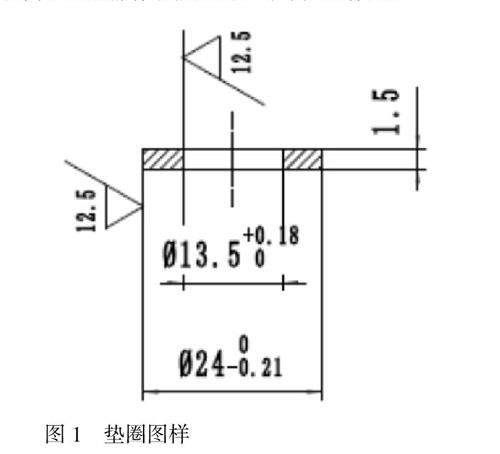
综合考虑冷冲压的特点和经济性等方面原因,决定以学生熟悉的垫圈为冲制件设计制作了冷冲模,在专业知识技能应用上起到以点带面的作用。零件图样见图1。
2.零件的工艺设计
2.1结构工艺分析
所谓冲裁工艺性好是指能用普通的冲裁方法,在模具寿命和生产率较高、成本较低的条件下得到质量合格的冲裁件。因此,冲裁件的结构形状、尺寸大小、精度等级、材料及厚度等是否符合冲裁的工艺要求,对冲裁质量、模具寿命和生产效率有很大影响。
考虑冲裁的各项工艺性及材料成本现采用1.5㎜厚度。
零件精度:零件图上标注公差的按图纸要求加工,未标注公差的,属自由尺寸,可按IT13级确定工件尺寸的公差。
零件材料:选用具有较好冲压性能的普通碳素结构钢Q235,裁成条料。
零件冲裁工艺:冲孔、落料。
2.2确定工艺方案
在结构工艺分析的基础上,根据冲裁件的特点确定冲裁工艺方案。经分析本零件尺寸精度要求不高,形状不大,可以一次冲压成形,生产批量小。根据材料厚度为(2.5㎜)的特点,采用导正钉定位,刚性卸料板装置,手工送料的方式,间隙冲裁结构形式。
因此确定本工件的基本工序为:冲孔、落料。
3.模具主要结构设计
3.1冲裁力的计算
冲裁力是冲裁过程中凸模对板料施加的压力,它是随凸模进入材料的深度(凸模行程)而变化的,通常说的冲裁力是指冲裁力的最大值,它是选用压力机和设计模具的重要依据之一。
(1)冲裁力F一般按下式计算
F=KtLτb
式中:F--冲裁力
L--冲裁周边长度
t--材料厚度
τb--材料抗剪强度
K--系数,考虑到实际生产中,模具间隙值的波动和不均匀、刃口的磨损、板料力学性能和厚度波动等因素的影响而给出的修正系数一般取K=1.3
查《常用金属板料的力学性能》表,可知:
τb =260~360MPa(取310 MPa)
求出冲裁周边总长:L=3.14(24+13.5)=117.75㎜
即:冲裁力C=KtLτb=1.3×1.5×117.75×310
=71.18KN
(2)卸料力Fx、推件力Ft计算
由于本模具采用刚性卸料装置,故
卸料力Fx=0
根据《冷冲压工艺与模具设计》的公式为:
推件力Ft= KtF 查表得 Kt = 0.065
则 Ft = 4.63 kN
故 F总= F+ Fx + Ft =71.18+0+4.63=75.81 kN
3.2初选压力机
根据总压力为F总=75.81kN 卸料,由F压力机≥1.3F总=1.3×75.81=98.55 kN。
压力机型号为J23-16型开式可倾曲柄压力机, 查该压力机的公称压力为160 kN≥98.55kN,压力足够。
3.3排样排样及材料利用率
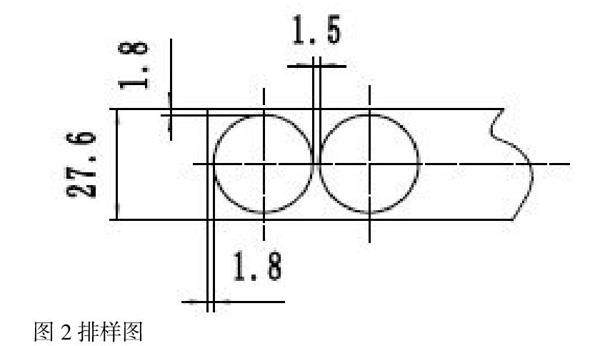
1.排样方法:有废料排样,形式为单排。排样图见图2。
2.搭边:查表得a=2 mm b=1.5mm
3.步距:A=D宽max﹢b=24+1.5=25.5mm
4.条料宽度:B=(D高max﹢2a)=(24+2×1.8)=27.6 mm
5.条料长度:L=1200 mm
6.板料规格:2400×1200×1.5mm
7.每张板料可剪裁的条数:n=2400÷27.6=86条,余26.4mm
8.每条可冲裁数量:1200÷25.5=47件。
9.每张板可冲裁数量:86×47=4042件
10.材料利用率:η=A/BS×100﹪
式中:A——一个步距内冲裁件的实际面积
B——条料宽度
S——步距
η=3.14/4×(242-13.52)/(25.5×27.6)×100
=43.9﹪
3.4计算压力中心
如图1所示,该模具的结构是上下对称,所以Y0=13.8,只需求X0,X0为模柄中心距落料模中心距离。
X0=(l1×X1+l2×X2)/ (l1+l2)
=(3.14×24×0+3.14×13.5×25.5)/ (3.14×24+3.14×13.5)
=9.18
取X0=9mm
3.5模具间隙及刃口尺寸计算
3.5.1模具间隙
(1)冲裁模间隙的影响
冲裁模凸、凹模刃口部分尺寸之差称为冲裁间隙,用C表示,又称单面间隙(双面间隙用2C表示),是冲裁模设计中一个很重要的工艺参数。间隙对冲裁件质量、冲裁力、模具寿命等有着很大的影响。一般来说:
1)对冲裁件质量的影响
间隙小,冲裁件断面质量就高;
间隙过大,板料弯曲、拉伸严重,断面易产生撕裂,光亮带减小,圆角带与断裂斜度增加,毛刺较大;冲裁件尺寸及形状不易保证,零件精度较低。
2)对冲裁力的影响
间隙小,所需的冲裁力大;
间隙大,材料容易分离,所需冲裁力就小;
间隙过大会导致毛刺过大,造成卸料力、推件力等迅速增加,对减小冲裁力不利。
3)对模具寿命的影响
增大间隙,利于减小模具磨损,避免凹模刃口胀裂,提高模具的使用寿命。
实践证明冲裁模的间隙在一定适当的较大范围内都会得到合格的冲裁件,并能使冲裁力降低,延长模具寿命。这一适当的间隙范围称为冲裁模的合理间隙。这个范围的最小值称为最小合理间隙(2Cmin),最大值称为最大合理间隙(2Cmax)。
(2)冲裁模间隙值的确定
确定合理间隙值有经验确定法和查表法两种。
查冲压手册表2-23,提供的经验数据为落料、冲孔模具的初始间隙,可用于一般条件下的冲裁。根据研究与实际生产经验,间隙值可按要求分类查表确定。对于尺寸精度、断面质量要求高的冲裁件应选用较小间隙值,这时冲裁力与模具使用寿命作为次要因素考虑。对于尺寸精度和断面质量要求不高的冲裁件,在满足冲裁件要求的前提下,应以降低冲裁力、提高模具寿命为主,选用较大的双面间隙值。
由该表格查得:此零件的模具刃口初始间隙为2Cmin=0.132㎜,2Cmax=0.24㎜。
2Cmax -2Cmin=0.24-0.132 =0.108㎜。
3.5.2凹、凸模的刃口尺寸
(1)尺寸计算原则
根据落料和冲孔的特点,落料件的尺寸取决于凹模尺寸,因此落料模先决定凹模尺寸,用减小凸模尺寸来保证合理间隙;冲孔件的尺寸取决于凸模尺寸,故冲孔模应先决定凸模尺寸,用增大凹模尺寸来保证合理间隙。
根据刃口的磨损规律,刃口磨损后尺寸变大,其刃口的基本尺寸应取接近或等于工件的最小极限尺寸;刃口磨损后尺寸变小,其刃口的基本尺寸应取接近或等于工件的最大极限尺寸。
考虑工件精度与模具精度间的关系,在选择模具刃口制造工差时,既要保证工件的精度要求,又能保证有合理的间隙数值。一般冲模精度较工件精度髙2~3级。
对于圆形或简单规则形状的冲裁件,一般采用凸模和凹模分开加工的方法计算。
(2)冲孔模尺寸
d凸=(d+x△)-δ凸
d凹=(d+x△+2 Cmin)+δ凹
对冲孔尺寸φ的凸、凹模偏差查表得:
δ凸=-0.020
δ凹=+0.020
磨损系数查表得x=0.75
具体尺寸计算如下:
工件尺寸:冲孔d+△=13.5+0.18
落料D-△=24-0.21
凸模尺寸:
d凸=(d+x△)-δ凸
=(13.5+0.75×0.18)-0.02
=13.64-0.02
凹模尺寸:
d凹=(d+x△+2 Cmin)+δ凹
=(13.5+0.75×0.18+0.132)+0.02
=13.77+0.02
(3)落料模尺寸
凹模尺寸:
D凹=(D-x△)+δ凹
=(24-0.75×0.21)+0.02
=23.84+0.02
凸模尺寸:
D凹=(D-x△-2 Cmin)-δ凹
=(24-0.75×0.21-0.132)-0.02
=23.71-0.02
(4)校核
|δ凸|+|δ凹|=0.02+0.02=0.04<2Cmax -2Cmin
3.6模具主要零部件的设计
每种冲裁模的结构形式和复杂程度各不相同,但其基本级成部分都是相同的,主要有工作零件、定位零件、导料卸料及模架和连接固定零件五部分组成。
3.6.1工作零件
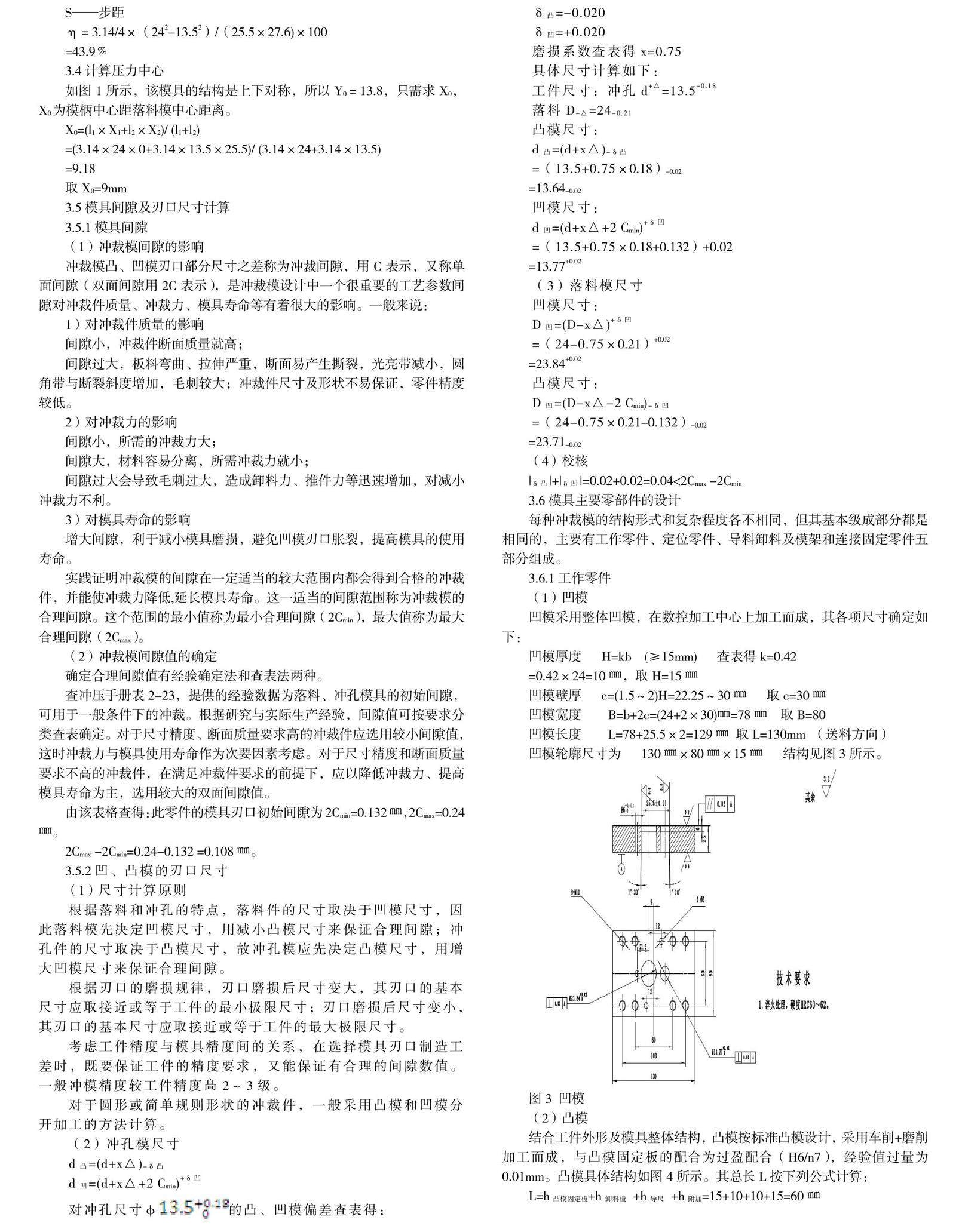
(1)凹模
凹模采用整体凹模,在数控加工中心上加工而成,其各项尺寸确定如下:
凹模厚度 H=kb (≥15mm) 查表得k=0.42
=0.42×24=10㎜,取H=15㎜
凹模壁厚 c=(1.5~2)H=22.25~30㎜ 取c=30㎜
凹模宽度 B=b+2c=(24+2×30)㎜=78㎜ 取B=80
凹模长度 L=78+25.5×2=129㎜ 取L=130mm (送料方向)
凹模轮廓尺寸为 130㎜×80㎜×15㎜ 结构见图3所示。
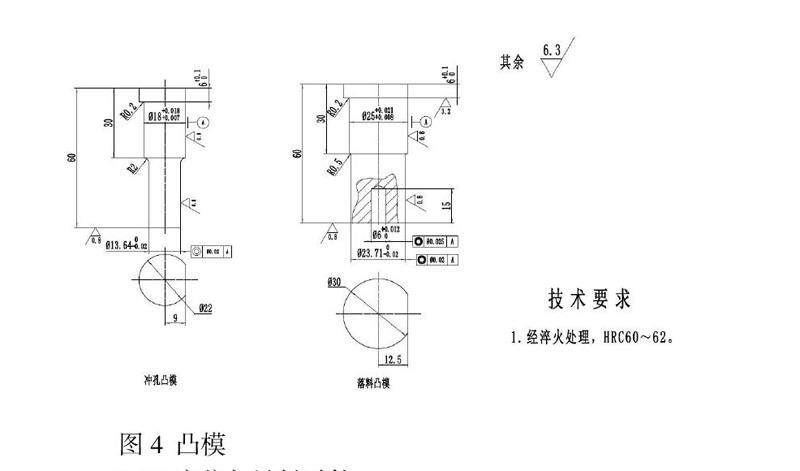
(2)凸模
结合工件外形及模具整体结构,凸模按标准凸模设计,采用车削+磨削加工而成,与凸模固定板的配合为过盈配合(H6/n7),经验值过量为0.01mm。凸模具体结构如图4所示。其总长L按下列公式计算:
L=h凸模固定板+h卸料板 +h导尺 +h附加=15+10+10+15=60㎜
3.6.2定位与导料零件
因本零件为连续冲压,手动送料,根据零件形状特点,在凹模的进料方向上设有一个Φ8的定位销,两侧设两个导尺,完成定位与挡料。
3.6.3卸料部件的设计
本模具采用刚性卸料,卸料板的周界尺寸和凹模的周界尺寸相同,厚度为10㎜。
卸料板采用45钢制造,淬火硬度为40~45HRC。
卸料板安装在凹模板上,中间隔有导尺,通过4个螺钉联接,采用定位销固定位置。
3.6.4模架的选用
大多数冲裁模都采用导柱模。主要是因为其导向精度高,凸模与凹模的间隙容易保证,模具磨损小、安装方便。因此,本模具采用侧向导柱模结构。
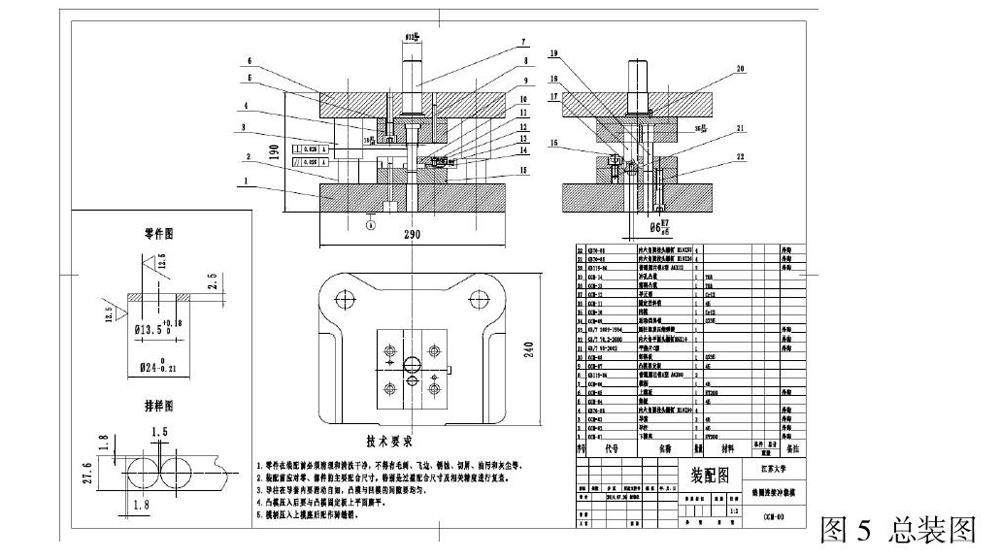
模具的其他零件的设计与选用不再赘述,详见图5
4.结束语
在专家和同事的帮助下,模具设计和制造工作终于完成,并成功应用于实践教学工作中。通过这次设计我充分体验到理论结合实际的重要性,更是感慨做好一付模具是一个系统工程,不仅要有全面的理论知识,熟练运用各相关软件的能力,更要有细致的逻辑能力和灵活解决问题能力。同时在综合性专业知识应用有了新的认识和提高,这也对我今后的教学工作提出了更高的要求。
由于经验和专业能力方面的不足,本设计还有很多需要改进的方面,望各位专家、老师给予指正和意见。
参考文献:
[1]王孝培主编.《冲压手册》北京:机械工业出版社,2009.
[2]陈志毅主编 .《金属材料与热处理》北京:中国劳动社会保障出版社,2007.

 京公网安备 11011302003690号
京公网安备 11011302003690号


