



- 收藏
- 加入书签

探索加氢高压空冷器管束穿孔泄漏失效
 打开文本图片集
打开文本图片集
摘要:加氢高压空冷器作为石化装置的核心设备,承担着高温高压加氢反应产物的冷却重任,装置性能直接关系到生产的安全与效率。然而,管束穿孔泄漏失效问题一直是该设备面临的严峻挑战。文章从空冷器的基本情况出发,深入分析管束材质、宏观与微观腐蚀形态、金相组织及力学性能测试等方面腐蚀的原因。在此基础上,探讨加氢高压空冷器管束穿孔泄漏失效的应对策略,涉及焊接工艺、密封结构设计、耐蚀性能研究及质量控制与监测等多个环节。通过综合分析与改进,提升加氢高压空冷器的可靠性和使用寿命的同时,望对相关从业人员的具体实践工作提供有效的参考意见。
关键词:高压空冷器;吸氢腐蚀;失效分析
引言:高压空冷器是加氢裂化工艺中的核心组件,运行环境集高温、高压及富氢条件于一体,较为极端。遗憾的是,加氢空冷器在长期服役过程中常遭遇泄漏困扰,不仅极大地阻碍了装置的连续高效运行,还带来了不可忽视的经济与环境双重损失。尽管目前已有国际权威机构着手从腐蚀特性和流体动力学角度,对反应物流出空冷器(REAC)的管束失效进行深入探讨,但此类研究只是孤立地审视腐蚀因素,未能充分融合流体动力学原理来综合解析失效机制。相比之下,国内对于REAC管系的失效研究亦存在类似局限,大多侧重于腐蚀分析,而忽略了管内复杂流场对失效过程的关键影响,从而限制了对失效机理全面而深入的理解,因此,该问题亟待解决。
一、空冷器基本情况
高压空冷装置的核心特征是特殊设计的冷却系统。管束的入口设计采用了对称均衡的布局策略,主要是为实现流体介质在多管道间的均匀流动。此高压空冷装置的管束翅片管为直径25毫米、壁厚增至3毫米,总长达9000毫米,全部采用优质镍基合金N08825打造,增强了结构的稳定性和耐用性。装置内部由六组管排构成,进一步细分为三个独立的回程,总计装配了273根精密换热翅片管。
在运行参数方面,该空冷器需在高达11.5兆帕的压力环境下稳定运行,同时能够有效处理从200℃降至50℃的冷却任务。每台设备可单独处理每小时2228立方米的循环氢气、20立方米的含有微量硫化氢与氨的复杂油气混合物等。
二、管束腐蚀原因分析
加氢高压空冷器管束穿孔泄漏失效主要受三方面因素影响。首先,管束材料自身的耐腐蚀能力是基础,选择具有更高耐腐蚀性和抗氢脆能力的材料至关重要,如N08825镍基合金材料或镍基合金,同时材料的微观结构和热处理状态也需严格控制,以此避免焊缝硬度过高、残余应力大等导致的硫化物应力腐蚀开裂。以某石化公司2.2Mt/a柴油加氢装置的高压空冷器为例,管箱材质为Q345R,管束材质为20号钢,入口处管头内衬350mm S31603衬管。在装置硫化过程中,尽管严格执行了技术要求,但仍发生了泄漏。经分析,泄漏是由硫化物应力腐蚀开裂引起的。焊缝硬度高达364HB,热影响区硬度达443HB,远超过了控制因素之一的硬度不超过200HB的标准。这表明,尽管材料本身具有一定的耐腐蚀性,但微观结构和热处理状态不当(如焊缝硬度过高、残余应力大)仍会导致硫化物应力腐蚀开裂。其次,物料的腐蚀特性不可忽视,加氢裂化装置中原料杂质形成的H2S、HCL、NH3等腐蚀性气体,尤其在铵盐沉积严重时,会加速管束腐蚀,而湿硫化氢环境也会长期削弱材料性能。因此,了解物料腐蚀特性并采取防腐措施是预防泄漏的关键。在柴油加氢精制装置中,加氢过程中生成的H2S、NH3在一定温度下会生成NH4HS结晶,沉积在空冷器管束中引起系统压降增大。以某炼油厂的一套220万吨/年柴油加氢精制装置为例,在开工过程中就因铵盐沉积导致了空冷器管束的严重腐蚀。此外,湿硫化氢环境对金属材料的长期影响也不容忽视,氢原子会渗透进金属材料内部并与铁素体结合,削弱材料的韧性和塑性。最后,空冷器设备制造过程的质量保证措施同样重要,严格控制焊接工艺和质量,避免焊接缺陷并加强设备的检验和监测,通过无损检测方法及时发现并处理潜在腐蚀问题,是降低泄漏风险的有效手段。以某石化公司的高压空冷器在制造过程中可能存在焊接工艺和质量控制不当的问题为例。如焊缝硬度过高、残余应力大以及焊接过程中可能产生的裂纹、夹渣等缺陷都会增加硫化物应力腐蚀开裂的风险。为避免此类问题,设备制造厂需要重新修订设备制造技术方案,对焊前预热和焊后热处理工艺进行改进并加强产品的检验和监测。例如,可以增加产品试板进行焊接接头的性能测试;使用如超声波检测、涡流检测等无损检测方法来检测焊缝中的缺陷;以及设置焊后热处理试件随设备一起进行热处理并进行硬度及相关性能测试等。
(一)材质分析
经过深度剖析合金管的化学构成,内含诸如镍、铁、钛等微量杂质元素。值得注意的是,尽管合金中微量固溶的铁对吸氢性能影响微乎其微,但管材表面一旦遭受铁质污染,会显著增强表面吸附氢气的能力,此变化会逐步侵蚀原材料原有的保护层,促使内部氢浓度上升,进而增大发生氢脆的风险[2]。与此同时,对管束的化学组分进行细致检测后发现,其中的硫、磷等关键元素含量均维持在既定的标准界限之内,未见超标情况。此结果意味着,在化学成分的合规性方面,管束符合既定的质量控制标准。
(二)宏观观察及微观腐蚀形态分析
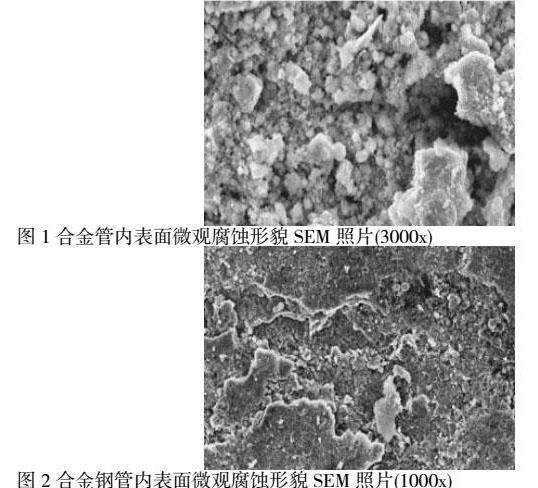
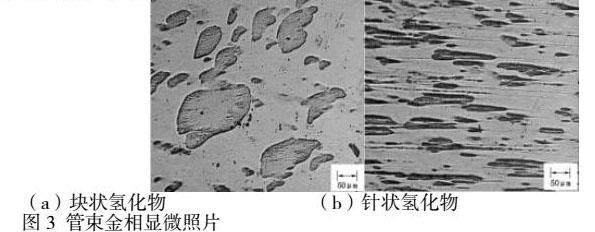
高压空冷器的管束在承受高达200℃并伴随高压的循环氢气流冲刷下,首先遭遇了严重的腐蚀侵害,进而发生了破损。随着内衬保护层的失效,钢管内表面直接面对起了腐蚀性介质,无疑加速了腐蚀进程[3]。结果在特定区域,尤其是与介质接触的部分出现了明显的腐蚀穿孔,而远离该区域的管束表面则相对保持了较轻的腐蚀痕迹,最终导致空冷器管束的泄漏问题。
通过SEM图像(见图1和图2)揭示出管内表面独特的腐蚀微观特征。在图1中,管内壁被一层密布的颗粒状物质所覆盖且颗粒之间布满了微细的裂缝。而硫元素的出现,则推测为管壁与管内腐蚀性流体相互作用的化学产物。图2所展示的管束内部表面,呈现出光滑且均匀分布的腐蚀样貌,未观察到有显著的微裂痕迹象。对腐蚀残留物的详尽分析表明,主要成分为硫化亚铁(FeS),是铁元素在特定条件下与硫化氢气体发生化学反应的直接证据,揭示了腐蚀过程的具体化学路径。
(三)金相组织分析
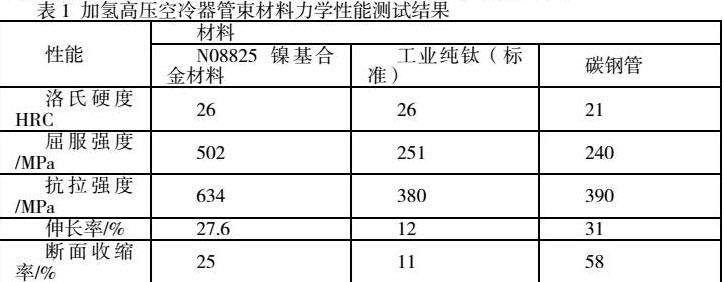
观察管束的金相显微图像(图3),可以清晰辨识出众多针状与块状形态的第二相物质。依据管材的材质属性及所处的高压氢气工作环境,结合金相图谱的深入比对,确定第二相物质实为氢化钛。合金管因自身含有的氢化钛成分而表现出极高的脆性,易于受损、碎裂并经历剥落[4]。结合微观腐蚀特性进行深入探讨可以得出,覆盖于管表面的物质实际上是钛氢化物的积聚层,是由于管内部吸收氢气后,表面发生脆化、裂纹萌生并随之剥落所逐步形成的。在持续受到高温高压流体介质的侵蚀与冲刷之下,钛氢化物的积聚层不断受到破坏并逐渐剥落,导致了管壁的有效厚度逐渐减小,直至达到临界点,最终引发换热管的腐蚀失效。
(四)力学性能测试
参考表1,其中汇总了管束材料的力学性能测试关键数据。通过审视数据,可以观察到,与未经吸氢处理的管材性能指标相比,吸氢后的管材在硬度特性上几乎未发生变化,但在强度特性(如屈服强度和抗拉强度)以及塑性特性(如伸长率和断面收缩率)方面均经历了显著的退化,导致合金管在高速气流的作用下变得尤为脆弱,易于粉化并剥落,从而加速了合金管壁厚的减少,直至发生腐蚀穿孔。
三、有加氢高压空冷器管束穿孔泄漏失效应对策略
加氢高压空冷器作为石化装置中的关键组件重要性不言而喻,尤其在处理高温高压的加氢反应产物时的性能直接关系到生产的安全与效率[5]。然而,管束穿孔泄漏失效问题长期以来一直是困扰业界的难题。为了深入解决此问题,需要从多个角度进行细致地分析和改进。
首先,从焊接工艺的角度来看。加氢高压空冷器的制造过程中焊接是至关重要的环节。特别是对于N08825镍基合金材料此类高性能合金材料,焊接工艺需要特别精细。相关人员通过采用深孔加丝全位置脉冲自动钨极氩弧焊技术,可以确保厚管板与换热管之间的连接质量,不仅提高了焊接的自动化水平,降低了人为因素导致的焊接缺陷,还通过精确控制焊接参数,如焊接热输入和层间温度,有效减少了焊接残余应力。为了进一步优化焊接工艺,还需要建立N08825镍基合金材料焊接残余应力的计算模型并通过实验验证模型的准确性。不仅可以提供更深入的焊接过程理解,还可以优化焊接参数,提高焊接接头的强度和耐久性。其次,加氢高压空冷器的安全稳定运行很大程度上依赖于精密的密封结构设计。然而,传统的密封方案在面临高压高温时往往难以完全规避泄漏的风险,对设备的整体效能构成了挑战。因此,需要对密封结构进行创新设计。相关人员通过建立丝堵与丝堵板结构的密封泄漏计算模型,可以深入分析如预紧力、垫片厚度、密封比压等各种因素对泄漏率的影响,不仅有助于我们理解密封机制,还可以据此设计出更优化的密封结构,如双丝堵密封结构,以提高密封的可靠性和耐久性。最后,确保加氢高压空冷器的制造与运行品质离不开全面而严格的质量控制与监测体系。从原材料的初步检验到焊接工艺的持续监控,再到最终产品的详尽检测以及运行期间的定期维护保养,每个环节都需精心管理。相关人员采用渗透检测(PT)、射线检测(RT)等先进的无损检测技术,可以确保焊接接头无缺陷。同时,对高压空冷器的运行状态进行持续监测,及时发现并处理潜在的泄漏或腐蚀问题,也是确保设备安全运行的重要手段。
结语:加氢高压空冷器作为石化装置的核心部件,稳定运行至关重要。针对管束穿孔泄漏失效问题,需从焊接工艺、密封结构设计、耐蚀性能研究及质量控制等多方面入手,实施综合改进策略。通过技术创新与产业升级,不仅可提升设备的安全性与耐用性,还能推动石化空冷技术的整体进步。未来,应持续加大研发力度,优化设备性能,确保石化生产的高效与安全,为行业的可持续发展奠定坚实基础。
参考文献
[1]许思维,王伟,韩军卫,等. 高压空气冷却器管束的泄漏原因分析与控制 [J]. 化工技术与开发, 2023, 52 (Z1): 88-90.
[2]郭俊峰. 浅谈高压空冷器设计与制造 [J]. 石油化工设备, 2022, 51 (05): 87-91.
[3]宗瑞磊. 加氢装置高压空冷器制造质量分析与改进措施 [J]. 炼油技术与工程, 2022, 52 (07): 35-37+55.
[4]马春生. 加氢裂化装置高压空冷器的阻垢与防腐 [J]. 中外能源, 2021, 26 (04): 76-79.
[5]葛丽君. 高压空冷器失效机理分析及优化措施 [J]. 能源化工, 2019, 40 (03): 68-73.

 京公网安备 11011302003690号
京公网安备 11011302003690号


