



- 收藏
- 加入书签

基于IO-Link的矿用磨机电气自动化控制系统的设计与研究
摘要:本文针对矿用磨机电气自动化控制系统存在的安装布线复杂、通信效率低、仪器仪表故障诊断困难、维护量大等问题,提出了一种基于IO-Link 的矿用磨机电气自动化控制系统设计 方案。该方案利用 IO-Link 技术实现了传感器、执行器与控制器之间的智能传输,提高了系统的实时性和可靠性。通过基于IO-Link 的矿用磨机电气自动化控制系统的总体设计、硬件选型与配置、 软件设计以及系统性能分析的研究发现:该系统具有通信效率高、参数配置快捷、故障诊断精确及设备维护便捷性等特点,为矿用磨机电气自动化控制系统的发展与应用提供了一种新的思路。关键词: IO-Link;磨机控制系统;智能通信;故障诊断;
1 引言
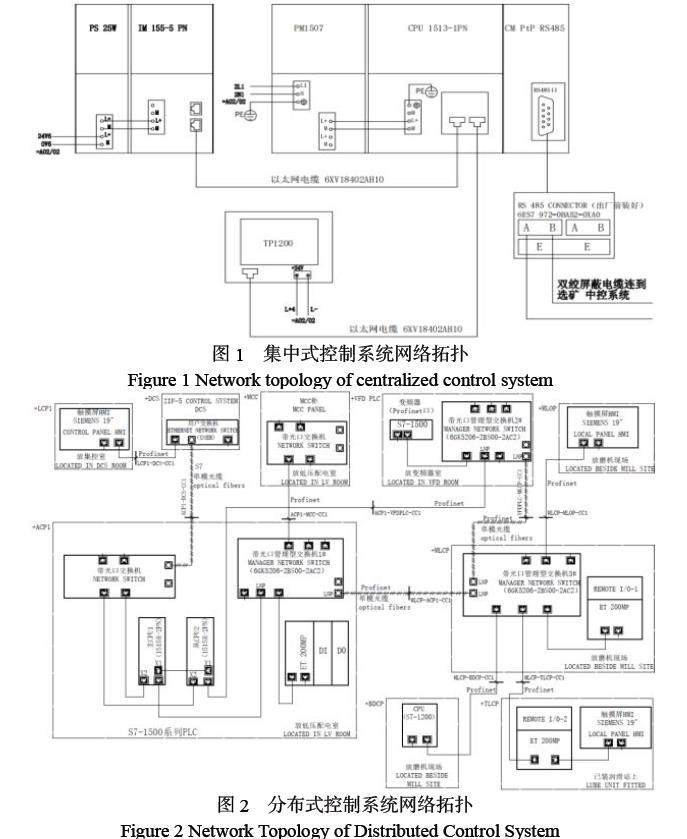
目前,矿用磨机电气自动化控制系统的控制架构主要有集中式如图1 和分布式如图 2 二种形式。集中式控制系统所有现场传感器的输入信号、状态输入信号和输出控制信号都通过一一对应的线入/线出电缆传输,控制设备比较集中,易于管理,一次性投资小,但这种方式也有明显的缺点:可靠性依赖于 1 台 PLC,一旦 PLC 或外围关键设备出现故障,就会影响整个系统的工作;所需电缆较多,现场安装工作量大;扩展性较差;出现问题检修不便。分布式控制系统每个功能装置分别作为独立的系统,并采用单独的柜体,各个控制柜之间以及控制柜和控制室之间的接线仅为动力线和通信线,可以节省大量材料费、安装费用和节省控制室空间[1]。
传统的磨机控制系统中的振动、温度、压力、流量等传感器信号主要通过远程 I/O 或者拓展I/O 模块的转换传送给磨机控制器,磨机控制器进行统一处理与运算,最终实现磨机系统的控制与保护。磨机控制器没有直接访问振动、温度、压力、流量等传感器的底层数据,仅访问到远程I/O 或者拓展 I/O 模块,即使传感器有很多底层数据信息,如仪表基本参数、诊断信息、配置信息、过程数据等,控制器也只能够获取到测量值,没办法获取到传感器的参数、诊断以及更多的功能,使传感器的潜力受到了束缚,IO-Link 作为一种新型的工业通信技术,可通过控制层设备直接访问现场层设备,实现各种数据的交互,具有设备连接与布线方便、设备智能化维护、较强的兼容性与扩展性等优势。为工业控制系统的升级提供了新的解决方案。
本研究旨在设计一种基于IO-Link 的磨机电气自动化控制系统,通过IO-Link 技术的引入与研究,实现了磨机系统中现场层、执行层与控制层之间的智能通信,提高了磨机电气自动化控制系统内数据的采集实时性、现场仪表设备的可维护性与整个系统的稳定性。本研究推动了矿用磨机电气自动化控制技术的发展,提高了磨机电气自动化控制系统的智能化水平。
2 IO-Link 的概述
2.1 IO-Link 系统组成[2]
IO-Link 是一种用于工业自动化领域的点对点通信协议,它采用标准的三线制连接方式,支持数字信号传输和参数配置。IO-Link 系统由主站、从站和通信线路组成,具有以下技术特点:支持双向通信、可实现远程参数配置和诊断、兼容传统数字量设备、具有较高的抗干扰能力。IO-Link 技术广泛应用于传感器、执行器与控制器之间的通信。它简化了布线结构,提高了数据传输效率,并支持设备状态的实时监控和故障诊断。相比传统通信方式,IO-Link 具有更高的灵活性和智能化水平,为工业控制系统的升级提供了新的可能。IO-Link 系统的结构如图1 所示。主要由不同的IO-Link 设备、传感器、执行器或者它们的组合通过标准 3 线制传感器/执行器电缆连接到 IO-Link 主站设备上组成,主站可以是一个具有不同设计和不同保护等级的设备。

2.2 IO-Link 协议[2]
IO-Link 是一种通讯协议,利用现有的点对点连接技术增加网络效率,增加设备间的信息交换能力。基于应用广泛的三线技术,IO-Link 协议使用户快速运行现场装置,维护更加简便。仅仅使用一根电缆就可以完成数据传输和供电,IO-Link 协议简化了连接程序, 减少了电缆投入。而且,允许从一个传感器下载设置的参数提供给替换的传感器产品,不再需要携带操作手册到现场进行设置。 其交换数据类型有 3 种:周期性数据(也称为过程数据)、非周期数据或者服务性数据、事件型数据。只有 IO-Link 主设备发出请求后,IO-Link 设备才发送数据,IO-Link 主设备会明确地发出非周期数据和事件的请求,在主设备的空闲报文后才发送周期数据。
3 基于 IO-Link 的矿用磨机电气自动化控制系统的设计
3.1 硬件实现
基于 IO-Link 的磨机控制系统采用分布式控制架构,引入IO-Link 技术,由 PLC 控制器、远程 I/O、IO-Link 主站、传感器等组成。作为多协议设备,IO-Link 主站可在采用 Profinet、EtherNet/IP、Modbus TCP 协议的以太网网络中运行,本文设计的系统通过 IO-Link 网络实现各设备间的智能通信,同时保留传统现场总线接口,通过 Profinet 协议连接PLC 和远程I/O,确保了系统的兼容性和扩展性。
在硬件设计方面,系统选用支持 IO-Link 协议的智能传感器和主站模块,如温度传感器、振动传感器、压力传感器、流量传感器等。IO-Link 主站模块集成在PLC 中,负责管理IO-Link网络通信,磨机电气自动化控制系统的网络拓扑结构如图4 所示。其中各个柜、盒的详细介绍如下:
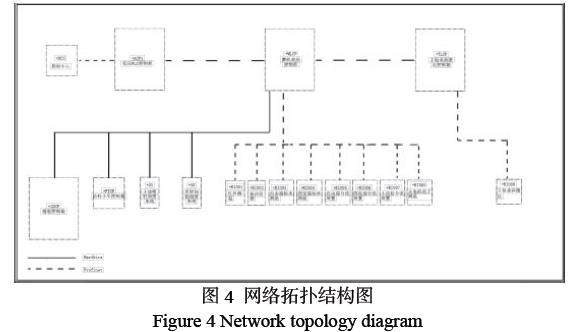
(1)PLC 控制柜(ACP1)为磨机电控系统的核心,采用SIEMENS 1500 系列可编程控制器来执行磨机的所有逻辑控制功能,其中PLC 为磨机电控系统的主站。同时PLC 控制柜(ACP1)配有 ET200SP 接口模块,主要实现磨机控制系统、驱动系统及集控系统(DCS)之间的控制、保护与联锁。
(2)磨机就地控制柜(MLCP)采用“ET200SP 接口模块+液晶触摸屏”控制形式,主要用来实现辅助设备信号的采集、处理、显示与控制,并负责完成磨机就地启、停功能。磨机就地控制柜(MLCP)内的ET200SP 接口模块设置为磨机电控系统的从站,与主站通讯。主要采集干油喷射、密封加脂、慢驱、现场开关等数字量信号。
(3)主轴承润滑站就地控制柜(TLCP)内的 ET200SP 接口模块为磨机电控系统的从站,与主站和触摸屏之间通过通讯实现数据交换。并负责完成磨机主轴承润滑站所有油泵电机的就地启、停操作,操作箱面板上设置有泵的运行指示灯、润滑站油泵自动/单动选择开关。
(4)红外测温接线盒、振动接线盒、自由端轴承测温接线盒、固定端轴承测温接线盒、自由端分流装置接线盒、固定端分流装置接线盒、小齿轮分流装置接线盒、主电机定子测温接线盒、主轴承润滑站接线盒等接线盒内配有 TURCK 以太网协议模块 TBEN-LL-8IOL(含有 8 个 IO-Link Master 通道)作为 IO-Link 主站,与 PLC 主站通讯。使用专用的通信线缆或基本的 3 芯非屏蔽线缆连接 IO-Link 传感器。IO-Link 主站、IO-Link 传感器信息如表 1 所示:

表 1 IO-Link 传感器信息表Table 1 IO-Link Sensor Information Table
3.2 软件实现
研究中使用西门子TIA Portal V19 来实现软件设计,包括硬件配置、IO-Link 设备配置、参数分配、编程实现等。系统通过IO-Link 协议的灵活性和可维护现场设备参数的远程配置和实时监控,提高系统性能。
西门子提供了多种支持 IO-Link 主站功能的 PLC 模块:ET 200SP 的 IO-Link 主站模块6ES7137-6AA00-0BA0 、 ET 200MP 的 IO-Link 主 站 模 块 6ES7137-6BD00-0BA0 、S7-1200/S7-1500 的 IO-Link 主站模。
(1)硬件配置:在TIA Portal 项目导航中打开"硬件配置"、添加IO-Link 主站模块到相应站、设置模块参数。硬件配置如图5 所示:
图5 硬件配置Figure 5 Hardware Configuration

(2)IO-Link 设备配置:在硬件目录中选择IO-Link 设备、拖放到主站模块的端口上、配置设备参数(如 I/O 数据长度、设备参数等)。设备配置如图 6 所示:
图6 设备配置Figure 6 Equipment configuration

设备参数分配如图7 所示,主要设置过程数据和设备参数、配置事件和诊断选项
图7 设备参数配置
Figure 7 Equipment parameter configuration

(3)编程实现:使用标准 I/O 访问方式访问设备数据、可选使用专用功能块进行高级控制。在程序中可以直接I/O 访问,像访问普通 I/O 一样可以直接访问IO-Link 设备数据。
4 系统性能分析
IO-Link 设备作为磨机电控系统的关键组件,为磨机控制系统开辟了全新可能,基于IO-Link 的磨机控制系统在通信效率、控制精度和故障诊断能力等方面均优于传统系统。基于IO-Link 设备的磨机电控系统具有以下优点。
(1)IO-Link 设备连接简单,便于传感器安装更换
IO-Link设备仅使用专用通信连接器或基本的3/4/5 芯非屏蔽线缆就能轻松即插即用连接,从而排除接线错误引起的故障,提高设备的可操作性和灵活性,安装时间可以缩短 50% 以上。当使用 IO-Link 主站时,它可以保存相连传感器的所有参数,若后续更换相同的传感器,保存的参数就会自动写入新传感器,而无需查询所需的传感器设置。
表 2 安装与布线成本对比表 Table 2 Comparison Table of Installation and Wiring Costs

(2)高效的传输率[3]
传统模拟量传感器的模拟信号( 4–20mA/0–10V )无固定速率主要依赖信号变化率,信号变化速率受制于 RC 电路时间常数,如: 4-20mA 环路响应时间通常 >20ms⨀ 。
IO-Link 国际联盟(IEC 61131-9)标准明确定义了三种传输速率(波特率),并规定COM1/COM2/COM3 三种通信模式。一个 IO-Link 设备会支持其中一个波特率,IO-Link 主站必须支持这三种波特率。周期时间由报文长度和主站与设备间的延时所组成,当波特率为 4.8kbps 时,典型的周期时间为 5-20ms ,使用于低速设备(如温度传感器、普通开关);当波特率为 38.4 kbps 时,典型的周期时间为 2-5ms ,适用于中速设备(如压力传感器、流量传感器);当波特率为 230.4kbps 时,典型的周期时间小于 1ms ,适用于高速设备(如高速计数、动态称重)。
表 3 通信性能对比表
Table 3 Communication Performance Comparison Tabl

(3)准确且无干扰的测量值传输和更高的可靠性
传统传感器的测量值需要经过多次转换得到数字量和模拟量数据,才能在PLC 进行处理,这会导致测量值不准确。而IO-Link 可利用 24V 信号发送完全数字化的信号,因此既无需转换,也无信号损耗。此外,IO-Link 信号传输对外部影响不敏感,避免了电磁干扰,无需使用屏蔽电缆及进行相关接地。
表 4 可靠性对比表
Table 4 Reliability Comparison Table

(4)实时的状态监测/诊断[3]
利用 IO-Link,可以同时传输过程和维护数据。利用可非周期性检索的诊断数据,如最小值、最大值、断线或短路错误等,可以实现基于状态的维护,确保更长的正常运行时间。诊断数据甚至可以在运行期间访问,传感器故障可以立即发现,便于对传感器损坏或检测错误进行预测性维护。
表 5 维护效率对比表 Table 5 Comparison Table of Maintenance Efficiency

5 结论
本研究成功设计了一种基于 IO-Link 的矿用磨机电气自动化控制系统。该系统充分利用了IO-Link 技术全球开放的通信标准,实现了现场仪表层、执行层与控制层之间的智能通信,提高了系统的实时性、可靠性和可维护性。该系统在通信效率、控制精度及故障诊断能力等方面均优于传统的矿用磨机电气自动化控制系统,为矿用磨机电气自动化控制技术提供了一种新的发展思路。
参考文献:
[1]吴永强, 王希娟, 高海燕, & 花建新. (2015). 分布式远程 i/o 通信在大型矿用磨机上的应用. 矿山机械(1), 4.
[2]高朝中. (2011). Io-link 技术及实现方法. 自动化博览(10), 3.
[3]王臣日.工业物联网底层通信技术IO-Link 的应用研究与开发[D].沈阳理工大学,2024.
作者信息:赵汉青,男,1989 年,助理工程师,主要从事电气设计工作。

 京公网安备 11011302003690号
京公网安备 11011302003690号


