



- 收藏
- 加入书签

铁路货车柔性底架调校及检测装置分析设计
 打开文本图片集
打开文本图片集
摘要:根据货车底架技术条件要求,进行矫正工艺分析,采用标准化、通用化模块分析设计,以精益制造为理念,设计制造一种能够满足敞、棚、平、漏、罐等货车底架柔性矫正装备,减少浪费,节约制造成本。
关键词:货车底架;矫正装备;检测系统
1 前言
随着铁路货车跨越式发展,铁路货车市场需求发生变化,计划经济时代大批量单一通用铁路货车采购时代落下帷幕,市场需求多样化,批量需求剧缩,专一化产品制造装备不能适应市场变化,产品制造成本激增,浪费严重,不符合精益制造理念,为杜绝浪费,需采用柔性化技术装备,适应市场变化。因此,需要设计一种能适应各型铁路货车产品的矫正装置,来适应市场变化,满足生产需要。
2 底架结构特点分析
铁路货车底架由中梁、侧梁、枕梁、大小横梁、端梁、纵向梁及钢地板等零部件组焊而成的全钢焊接结构,主要技术参数为:
(1)底架长度 8700~25100mm
(2)底架宽度 2400~3400mm
(3)底架最大高度 约890mm(含鱼腹梁等箱型结构、H型钢)
(4)心盘距离 5000~21000mm
(5)底架对角线差 ≤8mm
(6)心盘横向偏移 ≤3mm
(7)侧梁旁弯 每米≤3mm,枕间≤6mm,全长≤8mm
(8)侧梁上平面比中梁上平面低3~5 mm
(9)中侧梁枕间挠度 18~22 mm
(10)材料性能:屈服强度σs 275~580Mpa;抗拉强度σb 410~760Mpa。
(11)牵引梁上翘下垂 ≤5mm
虽然底架钢结构各有差别,个别参数相差较大,但大部分技术参数一致,且结构均为型钢、板材组焊而成,因此按最大外形尺寸、最高强度材料的底架配置通用、柔性矫正模块,采取不同模块组合与调整,满足底架矫正需求是可行的。
3 底架矫正装置设计
3.1 总体设计
从底架钢结构参数分析可知,采用组合式、模块化结构龙门与小车矫正结构,龙门与小车上配置液压装置,进行不限于一个焊接变形的矫正。即所有的定位、支撑以及矫正装置等均可调整,以适应不同车型底架的矫正,心盘支撑可根据不同底架对中调整,以满足不同底架心盘距。并且调整简便易行、稳定可靠;底架侧梁可以为平直型和鱼腹型等型钢组焊件或箱型梁,高度不大于0.4 m;中梁可以为平直型和鱼腹型等型钢组焊件或箱型梁,地板至上心盘高度不大于0.5 m。
3.1.1主要矫正项目
根据底架技术条件要求,为保证产品技术参数规定,底架矫正主要矫正项目:底架中梁和侧梁的挠度、底架的扭曲、底架的倾斜、牵引梁的上翘和下垂、中侧梁上平面的高度差(三梁差)、端梁距轨面的高低差、牵引梁的上翘和下垂。
3.1.2主要检测技术参数
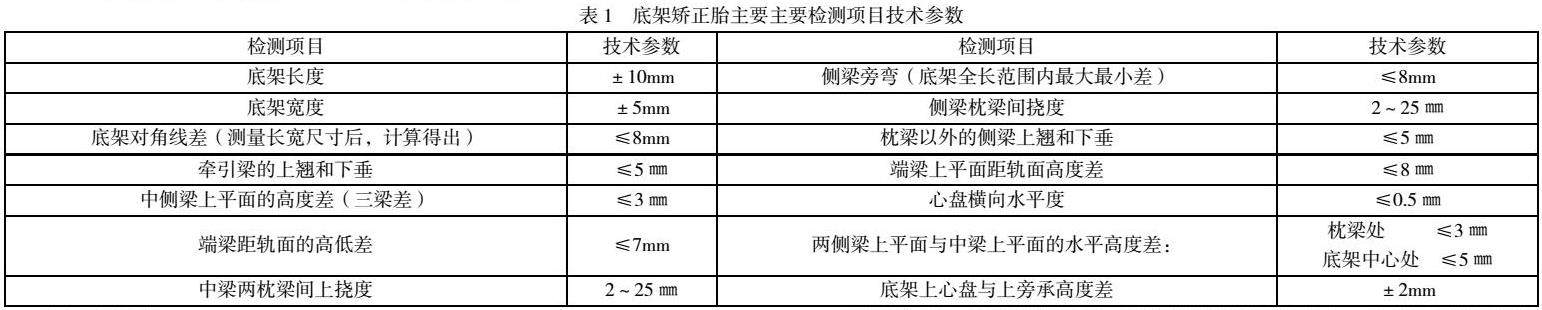
底架矫正完成后,根据底架技术参数规定,底架矫正主要检测技术参数如表1。
3.2 结构设计
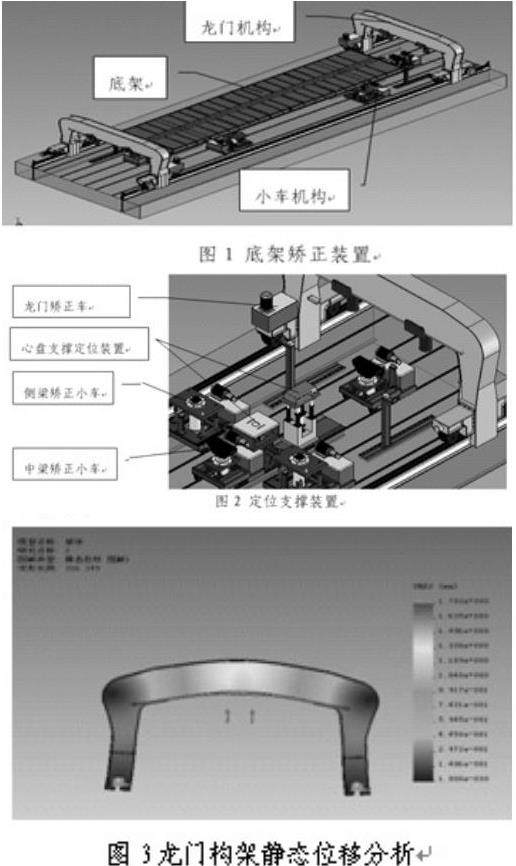
由于底架长度、宽度变化较大,为适应不同参数底架矫正,以最大外形底架为基准,将矫正装置设计为电动的龙门、小车独立结构,其上配置独立液压系统,可沿底架纵横中心线进行调整,龙门与小车及液压系统通过控制系统,可单动与联动,进行底架各种变形的矫正,达到柔性目标,适应不同底架矫正,底架矫正装置总体结构如图1。
3.2.1底架定位装置
从底架技术参数规范分析可知,底架技术参数以中梁为基准进行制定,底架调校时,为保证调校与检测准确性,底架定位在水平方向以底架中梁上心盘面为基准,横向以中梁纵向中心线为基准,纵向以中梁后从板为基准。
设计心盘支撑水平定位装置,该装置设计为可更换与调整结构,通过调整确保底架水平度。同时能沿底架纵向对中调整,适应不同长度、高度的车型生产。在该装置上布置光栅尺,用于心盘横向平面度测量。同时为保证底架定位准确,配置底架定位缓冲装置,该装置配置液压升降、横向、纵向定位结构,确保在底架下落时中梁自动横向对中定位,且纵向定位在心盘支撑水平定位座的正确位置上,如图2。
3.2.2 矫正机构设计
底架调校技术和要求包含挠度、扭曲、倾斜、三梁差、中梁牵引梁上翘下垂,根据调校技术参数分析可知,通过对底架中梁、侧梁等部件采用外力进行变形,保证底架技术参数,外力可采用机械、气动、液压等方式,机械方式采用手动,操作者劳动强度大,力量与效率不能满足生产要求,采用电动,变速机构比较大,受空间限制,不适用。气动方式,由于受气动冲击影响,调校存在安全隐患,由于底架结构强度大,气动结构力量一般不满足底架调校需要,特定情况需要,采用增压或加大作用机构尺寸方式,结构复杂与庞大。因此,调校采用液压结构方式,结构设计简单、经济适用。
为达到矫正装置柔性目的,满足不同底架矫正需求,矫正机构设计为龙门与小车结构形式,其上配置可移动液压装置,通过控制系统,控制不同液压装置动作,完成底架不同变形矫正。
(1)矫正龙门:按底架最大宽度设计拱形龙门,龙门采用板件焊接而成,配置电动走形机构,可沿固定于地面的上轨道运动,轨道长度满足最大长度底架矫正,龙门车上带2 可调整液压矫正装置,龙门车两侧各布置一个控制操纵箱,以操纵该龙门车的动作。每个龙门上液压矫正装置的既能同时动也可单独动作,进行底架变形矫正,如图2。
(2)矫正小车:设计可移动小车,小车上配置液压装置,将小车布置在底架两侧梁下各两个,下侧梁处液压装置可横向移动,适应不同宽度底架矫正;中梁两端牵引梁下面各配置一个;底架中梁下心盘内侧配置两个。各小车安装与地面轨道上,轨道长度适应最大底架矫正。通过小车上液压矫正装置动作,进行底架变形矫正,如图2。
(3)矫正液压装置参数确定
根据底架结构形状与材料强度,确定液压装置载荷与功率。中梁最大工作压力为25 Mpa(压力可调),侧梁最大工作压力为16 Mpa(压力可调),中梁单缸的最大载荷为100t,侧梁单缸的最大载荷为60t,电机功率为5.5kW~7.5kW。
3.2.3 龙门矫正强度分析
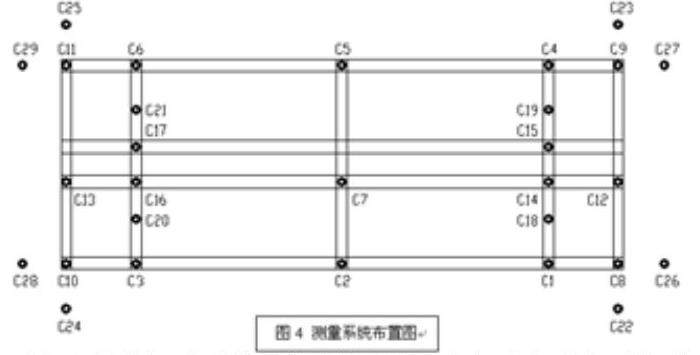
由于液压系统载货较大,底架矫正龙门受力比较大,为保证装置具有足够刚度、强度,足够使用寿命,需进行龙门强度校核,采用ANSYS有限元分析,强度足够,如图3。
3.2.4 矫正工艺
以心盘(下平面)为基准,定位底架,进行底架矫正。具体矫正工艺简介如下:
(1)中梁、侧梁挠度矫正:利用2个龙门车和2个心盘内侧的油缸以及2个心盘支撑矫正。心盘支撑保证底架不会倾翻,不承受油缸的压力。
(2)侧梁两端下垂和上翘:下垂时,1个龙门车的油缸顶住枕梁处侧梁,侧梁下端的油缸开动到侧梁与端梁的连接部向上顶压侧梁以校正侧梁。如果需要,另一个龙门车上的油缸顶住牵引梁。上翘时,牵引梁处的油缸和侧梁处的油缸顶住牵引梁和侧梁的枕梁处,一个龙门车压住侧梁上翘部向下压,另一个龙门车上的油缸压住中梁的心盘位置。
(4)牵引梁的下垂和上翘:下垂时,牵引梁下的油缸向上顶压牵引梁,龙门车的油缸压住中梁的心盘定位支承上。上翘时,一个龙门车将牵引梁向下压,另一个龙门车将中梁压紧到心盘支撑定位上。
(5)底架的扭曲:一龙门车开动到枕梁处,向下顶住一侧的顶车垫板部位的侧梁。另一个龙门车开动到另一端枕梁处顶住斜对角的顶车板部位的侧梁,然后开动侧梁处的油缸在侧梁的顶车板处向上顶压侧梁,(或采用两龙门上下压油缸在两枕梁处下压有上心盘缝的对角)。
(6)端梁的高低差:通过调整侧梁上垂下翘保证。
由于底架结构复杂多变,在特殊的情况下,比如枕梁装配的错误导致的侧梁的下垂和上翘,而心盘间隙没有的情况下,本机构矫正功能不能完全满足,可采用火焰校正法将枕梁校正后再校正侧梁的上翘和下垂。
4 测量系统
为保证测量精度,采用高精度的传感器及测距器,长度、宽度、挠度、高度差传感器的重复精度0.3%,线性度小于0.2%;测距器精度为0.02㎜;心盘传感器的重复精度0.3%,线性度小于0.2%。测量车宽的传感器运动导轨导向面是经过机械加工的,加工精度为0.05㎜/7m,在全长上的直线性可小于0.5㎜,再经过计算机修正去除常值误差可进一步提高测量精度。为提高测量精度,为各类传感器设置了标准量尺,可对各类传感器置零,以消除积累误差,提高测量精度。检测系统按底架最大外形尺寸在矫正装置布置底架。如图4
(1)检测车长的C26、C27、C28及C29传感器安装在车长传感器安装座上,为固定式,更换车型时可借助坐标尺加以调整。
(2)检测车宽的C22、C23、C24及C25传感器位于龙门车的立柱上,当龙门车位于两端原点时可自动校零。
(3)中梁两枕梁(心盘处)间上挠度的测量传感器C7在固定支座上。该支座位于底架的坐标原点上。牵引梁上翘下垂检测传感器C13、C12安装在油缸车上,为减少误差设置标准量程尺置零。
(4)侧梁两枕梁间上挠度、同一上端梁上平面距轨面高度差及两侧梁上平面与中梁上平面的水平高度差测量传感器C1、C3、C4及C6安装在油缸车上,并设置标准量程尺置零。4个传感器可测10个点。
(5)枕梁中心线截面处心盘横向翘曲及底架上心盘与上旁承高度差传感器安装在心盘支撑水平定位座上,检测旁承的4个传感器位置可调,检测枕梁中心线截面处心盘横向翘曲的传感器为移动式,检测时由气缸推动传感器运动,检测出每个心盘的2条弦长计算出枕梁中心线并测得横向翘曲值。
5结束语
底架矫正装置整机有自诊断系统,能提供系统故障情况,可靠性高;采用心盘为定位基准,检测精度高。调整维护方便,心盘支撑水平定位座、底架定位缓冲装置座在纵向可以按设置的定位坐标尺进行调整,车长传感器安装座及旁承传感器安装座在两个方向上均可按定位坐标尺调整。安全性好,龙门车运动时给出声、光报警;龙门车运行到两端极限位置或两龙门车接近时自动停车;设置紧急停止按钮,当有意外情况发生时随时终止作业;油缸车的两端头加软防护垫块,防止互相碰伤。该装置具有足够刚度强度、柔性强,能够满足长度在8.7~25.1m,宽度2.4~3.6m的平直型和鱼腹型底架矫正生产。
参考文献:
[1]中国机械设计手册:第1、2、3卷,化学工业出版社,2002.1,成大先主编。
[2]余杰,姚青峰,李杰.铁道货车超偏载检测装置故障导致的误报警原因分析[J].铁道技术监督,2022(8):8-11.
[3]侯建强.提升铁路货车制动装置检修质量工艺研究[J].中小企业管理与科技,2015(31):287-287.
[4]贾宇翔.铁路货车制动装置检修质量问题分析及对策[J].设备管理与维修,2018(18):38-40.
作者简介:邓兴伟(1969.07~),男,1992年毕业于华东交通大学机械系,高级工程师,中国中车眉山车辆有限公司工艺所,从事车辆制造工艺。

 京公网安备 11011302003690号
京公网安备 11011302003690号


