



- 收藏
- 加入书签

Q235A钢焊接组织及性能的分析研究
 打开文本图片集
打开文本图片集
作者简介:金崇会,1988年2月,男,汉 ,浙江象山学历:大学本科 职称:工程师 工作单位:国电宁波风电开发有限公司 毕业学校:浙江海洋学院 。
摘要:采用酸性、碱性焊条对Q235A钢进行焊接,进而对焊后形成的不同区域的显微组织与性能进行分析。结果表明,当采用酸性焊条热在较小的热输入进行焊接时,其中焊缝熔合区形成的大量针状铁素体、针状贝氏体组织与母材中原奥氏体相互交织,焊缝金属与母材融合性相对较好,但焊缝针状铁素体明显粗化且形成大量羽毛状上贝氏体。采用碱性焊条焊接时,焊缝内部组织形成晶粒细小的铁素体晶粒,焊后性能相对较好。
关键词:Q235A钢;焊接接头;显微组织;硬度分布
中图分类号:TG406 文献标志码:A 文章编号:0254-6051(2014)00-0000-00
Q235A钢是我国标准GB/T 700—1988《碳素结构钢》中最常用的一个钢种[1]。Q235A在轧制过程中通过控轧控冷技术使钢具有 、超纯净以及综合性能优良等特点,是适用于桥梁、船舶、车辆以及其他结构使用的一般结构用钢。
焊接接头是焊接缺陷、应力集中、显微组织和力学性能改变以及焊接残余应力共存的部位,焊接的热输入及焊缝金属的熔化使得焊接接头组织、成分均发生变化,进而影响到焊接接头各项性能[2]。由于焊缝冷却速度很快,熔池中心和边缘有较大的温度梯度,容易产生淬硬性,甚至产生裂纹。焊接热循环明显影Q235钢焊接热影响区附近晶粒长大规律,焊接接头不再具有母材的许多优异性能[3-4]。对于厚板采用X形坡口进行焊接,可以用相对较小的焊接电流达到全焊透,焊后变形较小并且使对面焊缝起到预热和退火作用。本文分别使用酸性焊条及碱性焊条对Q235A进行焊接,对焊接接头的显微组织及性能分布进行研究,为提高Q235A钢实际生产中,提高焊接质量提供参考。
1 试验材料与方法
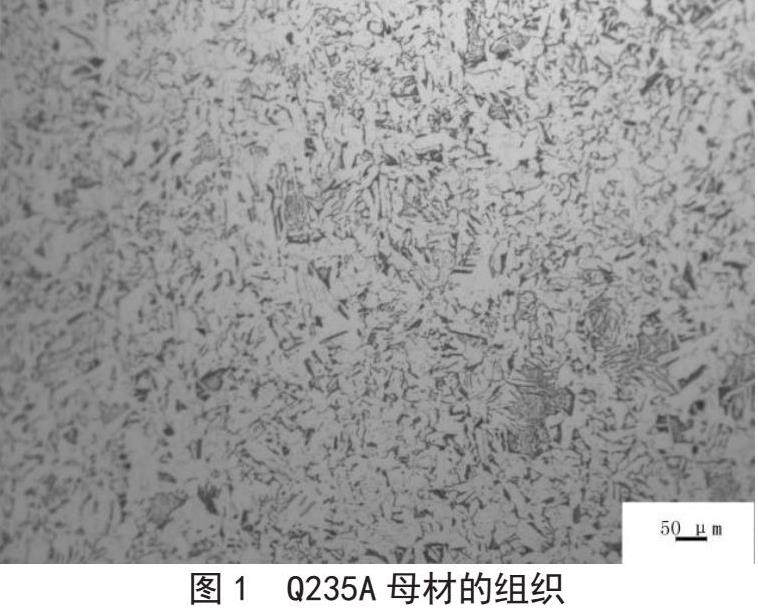
试验材料为八一钢铁厂生产的Q235A热轧钢板,如图1所示,组织为均匀分布的铁素体+珠光体+少量贝氏体。其中,铁素体平均晶粒尺寸为13μm。经测试Q235A钢的抗拉强度248 MPa,显微硬度为134 HV。
焊接前将钢板加工成两组200 mm×200 mm×12 mm规格的试板,采用X形坡口平板对接,单边坡口角度为30°。焊接设备为手工电弧焊机,分别采用酸性焊条、碱性焊条对Q235A钢板进行焊接。1号试板使用3.2 mm的J422酸性焊条。2号试板使用4 mm的J507碱性焊条。当首道焊后冷却至150℃左右进行第二道焊缝焊接,以达到对焊缝预热的效果。焊缝金属表面余高2mm,焊缝平整均匀,无气泡缩孔。焊条及Q235A的主要化学成分见表1,具体焊接参数见表2。
焊后对焊缝进行纵向切割,切取焊接接头组织试样并经磨制、抛光、4%硝酸酒精溶液腐蚀处理后,用蔡司显微镜和环境扫描电子显微镜(SEM)进行焊缝组织分析。采用HV-50A型维氏硬度计进行显微硬度测试,施加的载荷砝码质量为5 kg,加载时间为15 s。对X形坡口正反两面依次按照焊缝、热影响区、母材进行测量,每个位置测多个点后取平均值并制成曲线。
2 试验结果与分析
2.1 焊缝组织分析
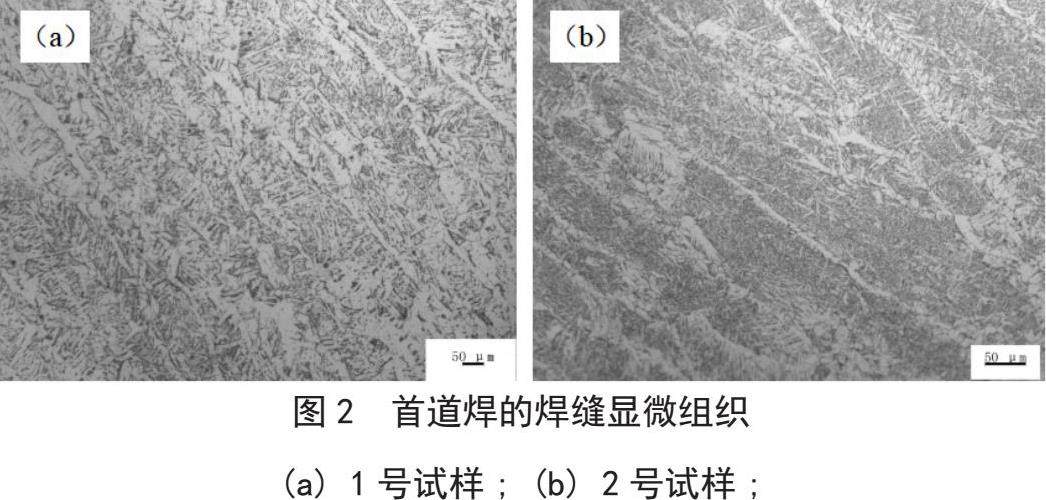
由于焊条成分中没有加入能形成高温下稳定存在颗粒的合金元素,普通电弧焊接时,焊缝熔池结晶之后将不断向焊缝中心生长。图2(a)和(b)分别为1号、2号试样首道焊后的焊缝组织,由于1号试样的焊接工艺为大电流高焊速,局部焊缝短时间受热升温且保温时间相对较短,碳原子没有充分扩散,珠光体转变受到抑制,使得焊缝组织在550~700 ℃左右转变形成大量针状铁素体以及侧板条铁素体[5]。由于该组织类似于锁链结构,韧性可能有所加强。
2号试样采用碱性焊条焊接且热输入达到23.4 kJ/cm,高温停留时间较长,碳原子析出能力增强,焊条成分中相对较大的Si、Mn含量可显著细化铁素体晶粒,并促进铁素体形成,产生了大量的条状和块状先共析铁素体[6]。2号试样中的侧板条铁素体与1号试样相比其宽度减小了1/2,平均宽度达到10 m,对位错运动阻力较大且产生应力集中较小。另外,由于t8/5时间延长,焊缝脆性转变温度降低,可使抵抗冷脆的性能提高。
2.2 热影响区组织分析
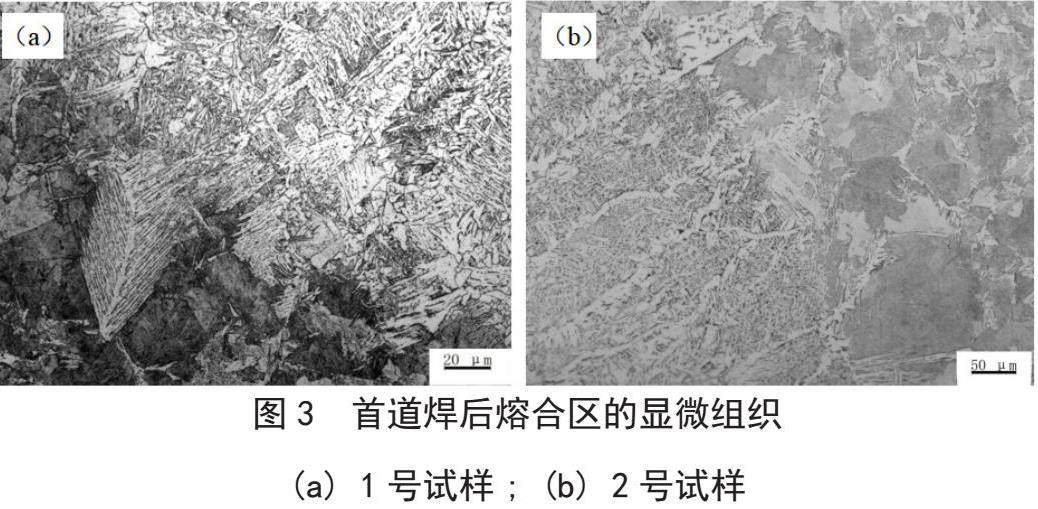
对于1号试样的热影响区,由于其焊接时的焊接电流为120~140 A,焊缝处温度急剧升高,凝固时产生的温度梯度较大,大量铁素体晶粒沿着最大温度梯度方向优先生长,使其熔合线处粗大的铁素体密集联生。同时由于焊速较快,在焊缝边缘有较大的过冷度至使结晶速度较快。此外由于采用焊接性能相对较好的酸性焊条焊接,熔合线处的铁素体大量交织在母材晶界周围(如图3(a)),使得焊缝组织与母材有较强的连接性,有效地控制了熔合线处沿晶断裂。但熔合区奥氏体晶界周围有明显的羽毛状上贝氏体结构并伴有针状魏氏组织,导致该区域铁素体条间硬度增大,接头冲击韧性以及塑性显著降低[8]。
2号试样经过第2道焊的焊接热作用后,熔合区处铁素体与母材原奥氏体晶界交错并不太明显(如图3(b))。单从焊缝与熔合区过渡程度来说,对Q235A用酸性焊条焊接工艺性能优于碱性焊条。2号试样过热区由于过热所产生的非自发形核现象,有基体为铁素体和珠光体组织的魏氏组织沿奥氏体晶界呈针状析出。同时过热区形核速度大于其长大速度,使得奥氏体晶粒相对细小(平均达到40 μm),并且未发现组织遗传现象。这样2号试样较大的热输入更有利于奥氏体的均质化过程的进行,同时由于第2道焊接对t8/5时间的影响,过热区晶粒保持相对较小的状态,从而有效地抑制了魏氏组织的长大[9]。
2.3 X形坡口两道次焊后组织分析
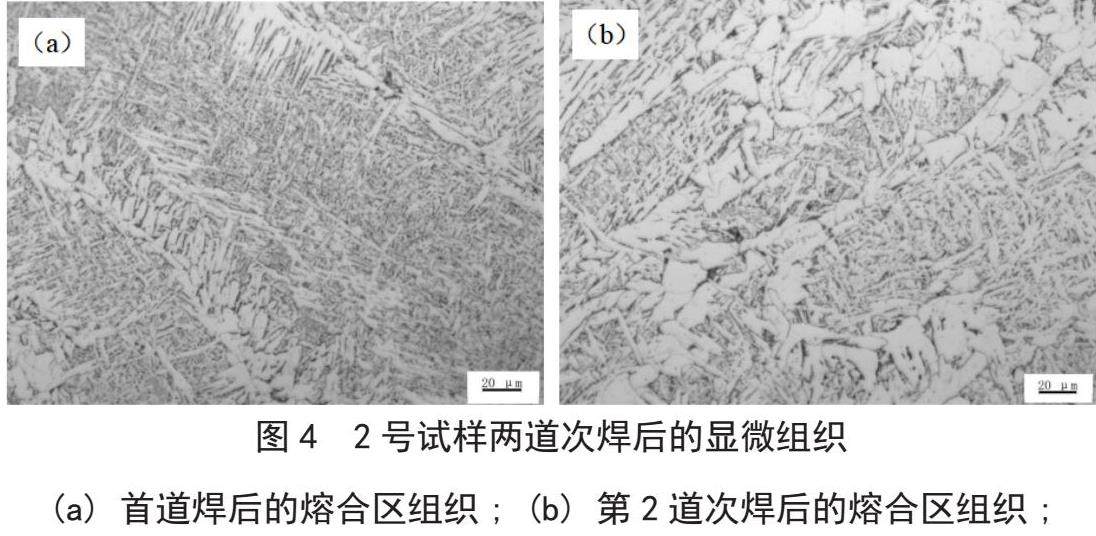
对于X形坡口来说,首道焊接对于第2道焊缝有着焊接预热的作用,同时第2道焊接可使首道焊缝充分回火。图4(a)、(b)为2号试样X形坡口正反两道次焊后的熔合区显微组织。进行第2道焊后,大部分已凝固的首道焊缝组织重新达到Ac3以上温度,由于停留时间较短,未完全奥氏体化,但经过焊接热作用,原来粗大的树枝状晶粒遭到破坏,使得侧板条铁素体晶粒明显细化,并且与一些细小的等轴铁素体交织在一起,如图4(a)所示。而进行第2道后形成焊缝组织如图4(b),与前者相比先共析铁素体居多,并且等轴晶进一步长大,细晶强化效应减弱,可能导致焊缝强度下降。
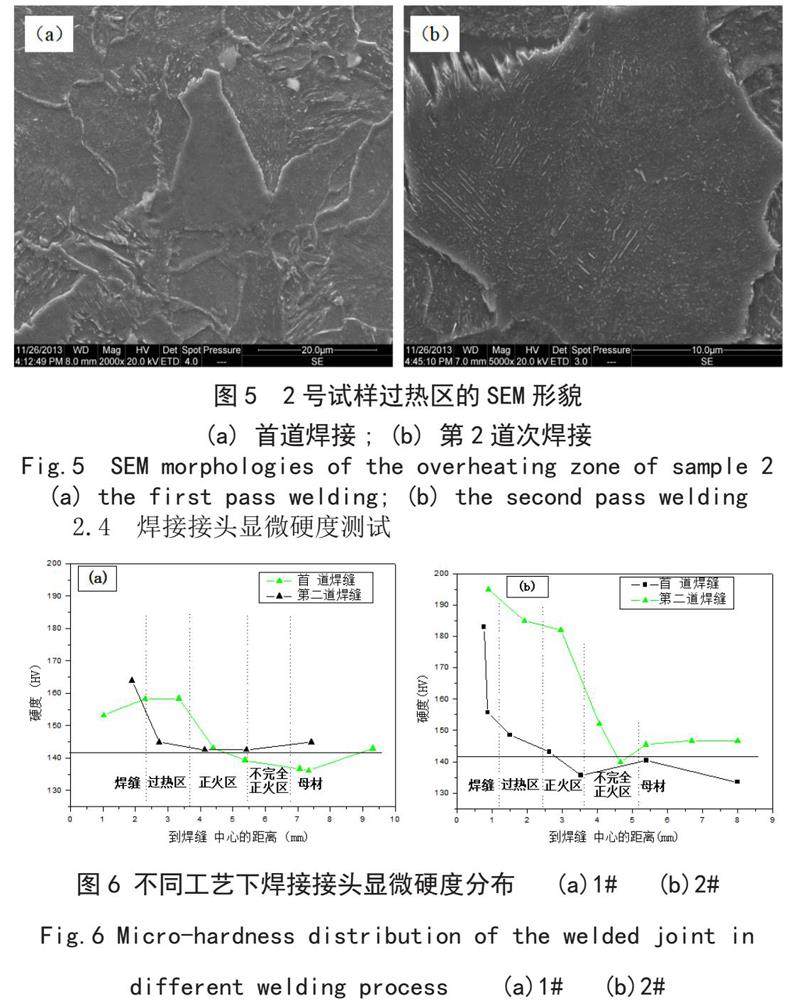
图5为过热区原奥氏体晶粒内部组织形貌照片,可见第1道焊后奥氏体晶粒内有大量细小碳化物析出,并含有部分M-A岛组织呈半连续状态与贝氏体铁素体相间分布;第2道焊后过热区组织复杂,晶界处上贝氏体处有少量残留奥氏体,晶粒内部为大小不规则的粒状贝氏体,其中分布有一定角度的碳化物条。可见Q235A采用X形坡口焊接时,第2道次焊接对于首道焊过热区碳化物的均匀化有着重要作用[11]。
2.4 焊接接头显微硬度测试
1#采用与母材化学成分相接近的J422焊条低热输入进行焊接,正、反两道焊缝硬度均在160HV左右,焊接接头硬度变化相对平缓。粗晶区出现含碳量较高的上贝氏体组织,经过第二道焊的焊接热作用之后,首道焊缝一部分组织重新溶于奥氏体晶粒内转变为相对细小的珠光体组织,使得韧性提高并且平均硬度降低到150 HV。然而对于第二道焊来说,虽然第一道焊对其有预热现象,但由于前者焊速较快,产生的上贝氏体组织几乎未受影响,至使HAZ硬度升高至160 HV以上,出现淬硬性趋势。但到了正火区,第二道焊组织中获得的细小晶粒致使硬度稍大于母材,而第一道焊细晶区的内应力经过焊接退火得到释放,硬度降低至140 HV以下,同时出现了2mm左右的软化区。
2#采用碱性焊条热输入达到30 KJ/cm进行焊接时,焊缝的硬化现象更为显著,正反两道焊缝平均硬度达到190 HV左右。焊条中含有较多Si、Mn元素,由于Mn为弱碳化物形成元素,几乎都溶解于铁素体和奥氏体中,产生固溶强化作用。前面已经讨论过焊缝为晶粒细小的等轴晶且伴随着粒状贝氏体,并且大量树枝状碳化物分布在铁素体周围所致,也是造成焊缝硬度提高的因素之一。由图6(b)可知,首道焊HAZ的硬度在140~150 HV之间平稳过渡。经过第二道焊的热影响后,首道焊HAZ充分奥氏体化并重新结晶,使熔合区附近合金元素均匀化,从而有更显著的焊接退火作用。第二道焊出现淬硬,使得HAZ硬度在160~180 HV之间。同时,首道焊缝的不完全正火区也存在1mm作用的硬度软化区,成为接头的薄弱环节。
总体来看,两工艺各区域的硬度变化规律相同,即从焊缝到过热区的硬度有大幅度减小,之后正火区的硬度变化趋于平稳。2#焊缝金属的合金化过程较好,这是其焊缝组织硬度较大主要原因(比1#焊缝大40 HV左右)。对于粗晶区来说,2#第二道焊的焊接热作用可以更大程度上降低首道焊过热区的硬度,使其韧性提高。1#、2#在过热区之后的重新结晶区内都有不同程度的软化的倾向,其原因为组织软化和再结晶软化,并且拘束强化效应可能使得软化区对力学性能影响更小,故HAZ硬度强化带略宽而软化带较窄。另外,经过正反两道焊接过程,2#工艺HAZ的t8/5时间相对较强长,使得正面焊的残余应力得到一定释放,也是使首道焊HAZ组织硬度接近母材的一个重要原因。
3 结论
(1)与碱性焊条相比较,用酸性焊条对Q235A焊接时,熔合区处大量铁素体与珠光体相互交织,能实现相对较好的焊接性能。
(2)采用碱性焊条对Q235A进行焊接,当首道焊的热输入达到19KJ/cm时,有利于HAZ周围组织奥氏体均质化过程,HAZ组织明显细化并产生粒状贝氏体。X形坡口中第二道焊的焊接热作用对首道焊HAZ中的铁素体、奥氏体有细化作用,同时魏氏组织明显得到抑制。
(3) 使用碱性焊条且热输入高于23.4 KJ/cm进行焊接时,首道焊HAZ的粗晶区和不完全正火区一定程度上有向完全正火区转变的趋势,使得细晶区增宽,软化区明显缩小。
参考文献:
[1] 杨淞波, 王国文. Q235A钢的特点分析与生产控制[J]. 河南冶金, 2006, 9(14): 110-111.
[2] 侯振波, 史耀武, 田志凌. Q235A 钢及其焊接接头的疲劳裂纹扩展速率[J]. 钢铁研究学报, 2004, 16(2): 47-49.

 京公网安备 11011302003690号
京公网安备 11011302003690号


