



- 收藏
- 加入书签

微切削尺寸效应及微细铣削力建模技术研究
 打开文本图片集
打开文本图片集
摘要:随着精密加工技术的不断发展,微细铣削技术已经逐渐成为了一种最前沿的加工技术,被广泛应用于半导体、电子、精密仪器等领域。然而,在微细铣削中,由于材料尺寸效应的存在,极小切削尺寸对于加工结果会产生显著影响。因此,微切削尺寸效应及微细铣削力建模技术的研究,对于提高加工精度、降低成本、提高加工效率等方面具有重要意义。本文就对微切削尺寸效应以及微细铣削力建模技术展开研究,希望能够对各类精密加工技术的应用发展提供一定的研究帮助。
关键词:微切削尺寸效应;微细铣削力建模技术;应用研究
一、微切削尺寸效应对加工精度的影响机理
(一)刀具尺寸效应
刀具是微切削加工的重要工具,在微米或纳米级的加工过程中,刀具的尺寸对加工精度有重要影响。由于材料颗粒尺寸相当小,当刀具尺寸接近或小于材料颗粒尺寸时,会引起加工力的非线性变化,从而导致加工精度的降低。而且,当刀具尺寸不同,加工力和切削温度也会有所不同,从而导致加工精度的变化。因此,在微米或纳米级的加工过程中,选择合适的刀具尺寸非常重要。另外,在微切削加工中,往往采用单晶刀具,这样可以保证刀具的一致性,从而提高加工精度[1]。
(二)刀具磨损效应
在微米或纳米级的加工过程中,刀具磨损对加工精度也有重要影响。由于颗粒尺寸很小,刀具磨损会导致加工力的变化和刀具形状的变化,从而影响加工精度。当刀具磨损较严重时,会出现形状偏差、表面质量下降等问题。因此,如何减小刀具磨损是微切削加工中的一个重要问题。最常见的刀具磨损形式是切口磨损和侧面磨损。刀具磨损的机理主要包括:颗粒切削、摩擦和热疲劳等。当颗粒尺寸相对较大时,颗粒会产生磨损,从而导致刀具表面的磨损;当颗粒尺寸较小时,摩擦和热疲劳会是刀具磨损的主要原因。因此,选择合适的材料和刀具涂层是减小刀具磨损的重要手段。
(三)颗粒尺寸效应
材料的微观晶粒结构对加工精度也有显著影响。当材料晶粒尺寸接近或小于刀具尺寸时,会导致加工力的增大和切屑的变形,从而影响加工精度。当颗粒尺寸较大时,颗粒与刀具形成的切削区域会有较大的物理交互作用,导致加工力增大;当颗粒尺寸较小时,颗粒的变形和断裂会导致切屑的变形,从而影响加工精度。材料颗粒尺寸越小,则材料的强度和硬度越大。因此,在微米或纳米级的加工过程中,选择合适的颗粒尺寸非常重要。通常情况下,为了提高加工精度,需要选择颗粒尺寸适当的材料,并且采用适当的加工参数,以减小颗粒尺寸效应的影响[2]。
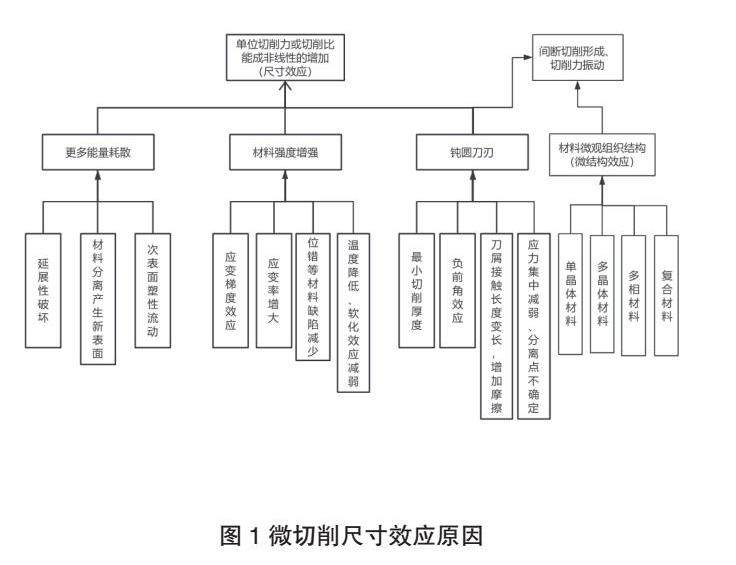
二、引起微切削尺寸效应的原因
(一)材料力学特性改变
在微切削加工过程中,材料的力学特性会发生明显的改变。由于材料在微切削过程中受到高应力状态的影响,如形变、弯曲、拉伸等,从而导致其内部结构发生变化。这些改变的主要原因在于切削过程中的应力和热效应。由于微切削加工通常采用高速旋转和往复运动的方式,因此加工过程中会产生摩擦、变形、塑性等额外能量,改变材料的力学性能和结构。在航空和制造行业中,微切削尺寸效应对材料的力学性能和结构产生影响。例如,在航空航天制造领域,微切削加工被广泛应用于制造高精度部件,如发动机叶片和涡轮叶片等。然而,在微切削过程中,由于材料受到高应力状态的影响,会导致材料硬度、弹性模量、屈服强度和塑性等力学性能发生改变,从而影响零部件的性能和寿命。
(二)材料微结构效应
微切削加工的另一个重要因素是材料的微结构效应。由于微切削加工中的高应力状态和塑性变形,表面晶粒的变形和变粗效应被抑制,因此得以形成晶粒细化效应。这种细化现象使得材料的塑性和韧性得到提高,从而提高微细零部件的耐用性和可靠性。晶粒细化还可以提高材料的导电性、热导率和抗疲劳性能等。在电子和生物医学领域,微切削加工中的晶粒细化效应被广泛应用。例如,在生物医学领域,微切削加工被用于制造微型医疗器械,如微型内窥镜和微型钳子等。由于微切削加工能够实现高精度加工和高表面质量,因此在医学器械制造中得到广泛应用。此外,在电子行业中,微切削技术也被用于制造微细电子器件,如微型传感器和微型电机等[3]。
(三)额外能量消耗
微切削加工时,由于刀具的尺寸与微细零部件尺寸比较接近,因此加工过程中会消耗大量的额外能量,如摩擦能量、变形能量和塑性能量等。而由于微切削加工过程中的高速旋转和往复运动,这些额外能量将被迅速释放,从而导致微切削尺寸效应的增加。在制造和医疗行业中,额外能量消耗是微切削尺寸效应的重要因素。例如,在微细零部件的制造过程中,由于额外能量消耗过多,会导致工件表面产生热损伤和变形现象,从而影响产品的质量和精度。而在医疗器械制造中,额外能量消耗也会导致产品的表面粗糙度增加,从而影响器械的使用寿命和安全性。
总的来说,微切削加工中的尺寸效应影响因素是多方面的,如图1所示。
三、三维瞬时微细铣削力学模型研究
(一)微铣削的加工特点及微铣刀特征
(1)刀具直径极细,刀具直径是微铣加工的关键因素之一。由于微铣加工需要加工非常小的零件,所以刀具直径必须非常细,通常在0.1mm以下。这就需要特殊的精密加工技术来生产如此细的刀具,同时也需要相应的加工设备来保证加工精度。刀具直径的细小也会对加工过程产生影响。由于刀具直径非常细,所以刀具容易被磨损,而且容易折断。同时,刀具表面积也非常小,所以切削力也非常小,这就需要特殊的夹持方式来保证刀具的加工稳定性。(2)刀具弱刚性,刀具弱刚性会导致刀具的偏离和径向跳动,从而加大磨损并容易造成刀具折断。因此,在微铣加工中,需要使用特殊的刀具来解决这个问题。通常,微铣刀采用短刃设计,使得刀具刚性更强,同时也可以减小切削力,提高加工精度。(3)每齿进给量和切削刃口半径相当,在微铣加工中,每齿进给量和切削刃口半径的选择也很重要。如果每齿进给量与切削刃口半径相当,则容易引起犁耕力的产生,同时也会对加工精度产生影响。因此,需要根据加工要求进行合理的参数选择[4]。此外,切削刃口的钝圆形状也会对加工过程产生影响。由于钝圆的切削刃口造成的切削力较大,易产生热影响区和切削量变化,从而影响加工表面质量和尺寸精度。因此,在微铣加工中,需要对刀具和切削参数进行特殊的设计。(4)刀具直径和每齿进给量比例减小 由于微铣刀的直径非常细,所以在加工过程中,刀具的运动轨迹也非常重要。通常,微铣刀采用次摆线状的刀尖轨迹来保证加工质量。这一设计需要满足刀具直径和每齿进给量比例的减小,从而使得刀尖运动轨迹符合次摆线状。
(二)三维瞬时铣削力学模型
铣削建模的关键点主要是在于铣削力会因为时间的推移以及作用力的方向不同而产生持续的变化,也就是说就算是在相同的时间内,在切削刃上的不同位置所产生的切削状态必然也有所差异。但是现在利用微分离散的方法就能够有效改善这种问题,也正因如此这种形式如今也被普遍的使用到了微细铣削力建模之中,所以我们需要以此为基础做出进一步的优化,从而构建出更加精细、强针对性的铣削力模型。
根据建模的理念,铣削力模型一般会建立两组坐标系:首先是需要在工件中进行固定的直角坐标系,除此之外还需要一组圆柱坐标系并固定在刀具局部微元切削刃之上。如图3的三维铣削坐标系所示,里面的直角坐标系的原点处于螺旋立铣刀底部的圆周中心,并且其中的Y方向属于铣刀加工的进给方向,其中的X方向是垂直于工件已加工的表面位置,而Z则属于刀具轴线的位置。在此坐标系中的直角坐标系和局部圆柱坐标系的原点重合,R为刀具半径,是微元切削刃dz投影在底面和参考方向X之间的夹角[5]。
微元切削刃平面的切削过程如图3的微刃单元受力图所示,在各个dz段,把作用于微元切削刃上的铣削力划分成切向铣削力d Ft、竖向铣削力d Fr、以及轴向铣削力d Fa。切削负载和切削面积成正比,所以微元铣削力大多展现成微元切削负载面积和切削力系数的乘积。
d Ft(,z)=kt hc (,z)dz (一)
d Fr(,z)=kr hc (,z)dz (二)
d Fa(,z)=ka hc (,z)dz (三)
以上公式中的kt、kr 以及ka各自表示径向、切向以及轴向单位的切削力系数。 hc (,z)表示瞬时切削厚度。表示微元切削刃的空间位置角,第i个切削刃上轴向高度为z的单元切削刃dz的角位移是i(z)=-i(z)-(i-1)p,并且公式里的=t是铣刀刃尖(z=0)相对参考轴线旋转的角位移,也就是其旋转角度。i(z)=z tan β/R是切削刃微元单元相对于刃尖的滞后角,其中β是刀具螺旋角,R是刀具半径,p=2π/N是铣刀相邻两个切削刃之间的齿间角。
在常规铣削力,瞬时切削厚度模型里大多会将刀尖轨迹设计为圆弧形,并忽略他的进给量,从而得到 hc (,z)=sin.
第一步,为了更好的对其进行计算,需要把圆柱坐标系中的微元切削力转化至直角坐标系里,由此可以得出公式:
铣刀第i条切削刃上的切削力是轴向切深单元所收到的合理,但是微铣刀所收到的总切削力是Z条切削刃的综合力,也就是沿着刀齿对微元切削力展开积分,以此来获得相应的铣削力总模型,如下:
考虑到铣削过程的断续切削特征,利用单位阶跃函数去展现切削刃微元单元在各个切削位置角处有无参与切削:
最后带入所有公式,就能够得到三维瞬时刚性铣削力模型:
根据上述的模型能够发现,通过这种方式所构建的铣削力模型主要包含了微元切削力模型,瞬时切削厚度以及切削力系数这几个部分,同时基于几何关系所推算出来的铣削力模型在其精确度的问题上,更多的要取决于切削力系数,所以我们需要通过更多且更精确的方法来对切削力系数展开标识。
四、微细铣削优化控制技术研究
微细铣削优化控制方法研究的核心是采用合适的控制技术,通过对微细铣削过程中各种因素进行深入分析和优化控制,从而提高加工精度和效率,保证微型零件的形状和表面质量要求。在微细铣削优化控制方法的研究中,需要考虑许多因素,例如工件的材质和形状、刀具的结构和性能、切削参数、加工环境等,以寻找最优的加工条件,使微细铣削加工过程的稳定性和可靠性得到保证。
微细铣削优化控制方法主要包括实验研究、数值模拟和规律分析三种手段。实验研究是指在微细铣削加工中进行参数优化和控制方案验证,并通过试验数据的分析和比较确定最优的加工参数和加工条件。数值模拟是指利用计算机模拟微细铣削过程,通过模拟分析不同参数的影响,为实验研究提供理论支持,并在研究中提供更深入的分析和探索。规律分析则是通过研究微细铣削加工过程中各个因素之间的相互作用关系,找到影响加工质量和效率的关键因素,为优化控制提供更为科学的依据。
目前微细铣削优化控制方法的研究主要分为两大类:传统控制方法和基于人工智能技术的优化控制方法。传统控制方法包括PID控制、精密匹配控制等,这些方法具有简单易实现、稳定性好、适用范围广、可靠性高等优点,但在复杂的微细铣削过程中,这些方法的优化效果有限。相比之下,基于人工智能技术的优化控制方法,如模糊控制、神经网络控制、遗传算法控制等,则可以通过自主学习和优化,对微细铣削过程中的各个因素进行针对性的调整和优化,而且可以应对复杂的加工环境和多变的切削条件[6]。例如在微细铣削过程中,采用基于神经网络的控制方法,可以提高加工质量和效率。神经网络具有自学习、自适应、非线性处理等特点,能够模拟人类神经系统的工作机制,对微细铣削过程中的各个参数进行优化调节,可以获得更好的加工质量和效率。
参考文献:
[1]赵世泽.宏观和微观角度下钢材微切削过程仿真分析及切削参数优化研究[D].重庆交通大学,2023.
[2]商鹏,黄思硕,刘晓鹏等.二维振动辅助微细铣削切削力建模与试验研究[J].中国机械工程,2023,32(06):648-657+665.
[3]陈颖华.微铣削工艺参数优化及微铣削力建模研究[D].深圳大学,2022.
[4]周雨冬.微细铣削切削力建模及试验研究[D].天津大学,2022.
[5]李光俊.镍基高温合金微细铣削过程切削力建模研究[D].大连理工大学,2021.
[6]石学诚.微细铣削加工工艺参数优化与试验研究[D].吉林大学,2021.

 京公网安备 11011302003690号
京公网安备 11011302003690号


