



- 收藏
- 加入书签

宽幅双向拉伸薄膜生产线中的电机主从速度控制分析
 打开文本图片集
打开文本图片集
摘要:横向拉伸机是薄膜生产线设备中重要和关键的组成部分,其运行的稳定性直接决定了生产线薄膜的成膜率和产品的性能。横向拉伸机两边电机运行速度不同步会对生产造成严重影响,轻则出现薄膜横拉,重则出现破膜问题,基于此,本文提出使用两台电机采用主从速度控制的方式进行优化,其中一台电机作为主传动,另一台作为从传动,两台电机的运行速度设定值取自同一速度给定值,通过调整数值,实现主从控制。在这种方式下,拉伸机两边电机的同步性能够得到显著提高,能够有效提升产品质量。
关键词:薄膜生产;横向拉伸机;电机控制;优化改造
中图分类号:TP273 文献标志码:A
0引言
塑料包装薄膜在现代生活中扮演着重要的角色。它延长了食品、药品等商品的保质期,减少了食品浪费和药品失效,同时有效防止外部污染物接触商品,保护商品的质量和卫生。此外,塑料包装薄膜还减少了运输损失,提高商品吸引力,适应不同商品的包装需求,而相对较轻的特性降低了运输成本。现阶段常见的双向拉伸塑料包装薄膜通常可以大致分为以下几种类型:聚乙烯(PE)薄膜、双向拉伸聚丙烯(BOPP)薄膜、聚酯(PET)薄膜等等。其中双向拉伸聚丙烯(BOPP)薄膜的产生量和使用量最大。
BOPP薄膜是通过将初生聚丙烯颗粒通过挤出和拉伸工艺而制成的。这个过程通常包括两个主要步骤,即在水平方向和垂直方向上拉伸(双向拉伸),从而增强薄膜的物理性能。此外,BOPP薄膜具有出色的透明性、高光泽度、平滑的表面和出色的印刷性能。它还具有较高的机械强度和耐撕裂性,被广泛用于食品包装,如糖果、饼干、巧克力,以及香烟包装、光盘包装、文件夹、广告宣传材料、标签、包装袋等[1]。
为了满足市场需求,目前BOPP设备生产商提供的生产线朝着高速(生产速度450m/min以上)、宽幅(9.1m以上)的方向发展,因此对设备的控制性能、稳定性提出了更高的要求,尤其对横向拉伸机,横向拉伸机作为生产线中重要的组成设备,运行的稳定性直接决定了生产线薄膜的成膜率和产品的性能。基于此,阐述了横向拉伸机(TDO)结构组成及运行流程,分析了斜拉、破膜现象产生的原因,在此基础上提出了2台电机主从速度控制方案,并进行了应用实践。
1.横向拉伸机(TDO)概述
1.1TDO结构组成及运行流程
在薄膜生产中,首先需要对薄膜进行纵向拉伸,这是为了改变薄膜的结构和性能,使其具有所需的拉伸性能和机械强度。接下来,需要进行横向拉伸,这是为了进一步改变薄膜的尺寸和形状,使其符合产品的要求[2]。横向拉伸机在这个过程中起到了关键的作用,通过预热、拉幅、热定型和冷却等步骤,完成对薄膜的横向拉伸,以达到所需的横向拉伸倍数。横向拉伸机结构及薄膜横向拉伸的运行流程如下:
1)由TDO出口处设置的牵引装置对链铗进行牵引,一般采用电机提供牵引力的方式,由于链铗与导轨之间存在摩擦,采用润滑系统对其润滑。
2)链铗在TDO入口处闭合夹持住薄膜的两侧边,实现对薄膜的固定与传送;
3)被牵引的链铗沿着设计成闭环形状的导轨轨迹前进,送入TDO入口。由于薄膜行进过程中可能会发生横向偏移,因此需要在TDO入口设置自动纠偏装置,该装置主要根据其携带的传感器的检测结果进行横向链铗横向位置的自动调整,防止出现脱铗、堆铗现象。
4)薄膜进入TDO设备后,由预热段先进行预热处理,利用热风循环系统产生的热风吹向薄膜的上下膜面对其加热。
5)在预热后,薄膜进入拉伸段,拉伸段的导轨设计成逐步扩张的喇叭口形状,链铗在夹着薄膜经过拉伸段时,由于导轨轨迹变化,薄膜被横向拉伸。
6)在横向拉伸后,薄膜进入定性段完成热定型[3],之后再进入冷却段进行冷却处理,最后从TDO出口出来,完成薄膜的横向拉伸。
1.2斜拉、破膜现象产生的原因
由于链铗牵引所需的牵引力较大,采用单台电机进行牵引的方式,会造成电机尺寸和价格都超出设计需求,所以一般情况下,多选用双电机独立传动,每台电机拉伸一条链铗的方式。两台电机的转速需要按照两边链铗的设计速度进行调整,从而保证两边链铗能保持同步。
但是,在实际生产中发现,由于链铗的传动结构比较复杂,并且单边的一根链铗长度在100米左右,再加上,长时间运行导致导轨和链铗之间产生磨损以及配置的润滑系统润滑效果不佳等因素,导致在运行过程中两边链铗在驱动电机轴上产生的负载转矩存在较大的差距,从而导致两边链铗夹持薄膜在烘箱内运行时不能实现同步前行,最终导致薄膜在烘箱内定型时出现斜拉现象。当斜拉现象时,轻则影响薄膜的横向性能指标,难以满足设计要求,重则会导致破膜现象的发生,无法正常生产。
综上,出现斜拉现象的主要原因可归结为TDO的2台电机的该负载转矩在不断地变化,进而引起2台电机的转速难以同步,最终导致其牵引的两边链铗相对位置发生变化,两边链铗夹住的薄膜受拉不均。基于此,提出2台电机进行主从速度控制的方案,最大程度的地消除2台电机运行的速度差。
2.主从速度控制方案
主从电机是指在一个系统中,有一个主电机和一个或多个从电机。主电机负责控制整个系统的运行,而从电机则根据主电机的指令进行相应的运动[4]。主从电机之间通过控制信号进行通信和同步,以实现系统的协调运行。在某些应用中,主从电机可以实现速度同步,即从电机的运行速度与主电机保持一致。这种控制方式可以提高系统的稳定性和精度,适用于需要多台电机协同工作的场景,如生产线上的运输系统、机械臂等。
2.1基本思路
主从速度控制方案基本思路如下:对于牵引使用的2台电机均采用带编码器反馈的闭环矢量控制模式,并将1台电机设定为主动电机、另1台设定为从动电机,获取主动电机、从动电机的实际速度值,并在比较器中进行比较获取两者的速度差值,将获取的速度差值与从动电机的速度设定值进行叠加处理,将处理后叠加值作为从动电机的速度给定值。在该控制方案下,一旦主动电机、从动电机之间存在实际速度差时,只需要稍微调整调从动电机速度调节器的给定值,就可实现从动电机与主动电机之间速度同步。见下图1所示。
2.2具体方式
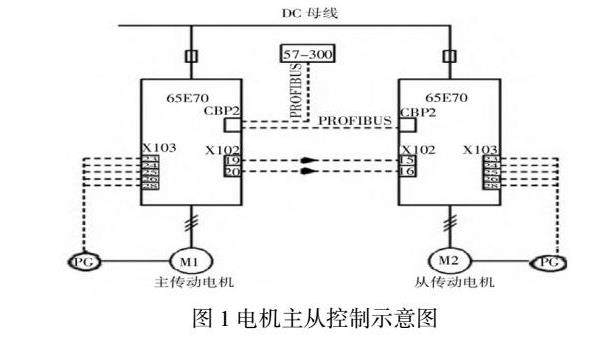
对于主动电机,在其逆变器的内部,将主动电机的实际速度反馈值通过变量连接输送至主动电机逆变器的模拟量输出端口1(X102:19,20)。在其逆变器的外部,通过电缆连接将主动电机逆变器的模拟量输出端口1(X102:19,20)和从动电机逆变器的模拟量输入端口1(X102:15,16)相连。
对于从动电机,在其逆变器的内部,减法器的“﹢”端与模拟量输入端口1的输出值进行连接,减法器的“-”端与从动电机的实际速度值连接。在逆变器的给定通道中,将减法器的输出值、主速度设定值进行叠加处理,将获取的叠加值作为速度调节器的给定值[5],从动电机根据速度调节器的给定值进行速度调节,即可实现从动电机保持与主动电机以相同的速度运行,消除2台电机之间的速度差。TDO电机主动控制见下图2所示。
2.3相关参数设置
主从电机逆变器相关参数设置见下表1所示。
3.应用改造实践
以某公司幅宽8.7 m、生产速度500 m/min的BOPP(聚丙烯薄膜)生产线改造为例。该生产线的电气控制PLC系统采用西门子S7-300系列,配置2台功率170kW、1PH7284-0WD030AA9-Z型号的电机,该电机配有HTL信号增量型编码器。采用带有CBP2通讯板的西门子6SE703-2TG60-Z,Z=G91型号的逆变器直流母线进行供电。
西门子S7-300PLC控制系统通信方式采用PROFIBUS(Process Field Bus),利用该工业通信协议将同一设定值分别传送给2台TDO逆变器,每台TDO逆变器均采用带编码器反馈的闭环矢量控制模式分别单独控制1台TDO电机,见下图3所示。
西门子6SE70系列变频器西门子6SE70系列变频器是西门子公司推出的一款高性能变频器产品系列。该系列变频器广泛应用于各种工业领域,具有稳定可靠的性能和先进的控制功能。西门子6SE70系列变频器具有多种型号和功率范围可供选择,适用于不同的应用需求。该系列变频器采用先进的矢量控制算法,能够实现精确的速度和扭矩控制,提供出色的运行性能和响应速度。此外,西门子6SE70系列变频器还具有多种保护功能,如过载保护、过热保护、短路保护等,能够有效保护电机和变频器本身的安全运行。该系列变频器还支持多种通信接口,如Modbus、Profibus、Ethernet等,方便与其他设备进行联网通信和集成控制。
从电机驱动原理来看,其控制方式主要分为V/f控制(闭环控制转速/闭环控制电机扭矩)和磁场定向矢量控制两种。输出频率在0~200Hz,响应速度较快,时间在60ms。并且内部包含了大量的自由功能块,可以根据需求自由组合,此次改造中,将西门子6SE70系列变频器中的减法器作为速度比较器来使用[6]。功能见下图4所示。
在采用主从电机速度控制的方式改造之前,在实际生产中,由电机速度差产生的斜拉进而造成破膜问题,平均每天出现7次;生产15μm薄膜的横向拉伸强度约为230 MPa;断裂伸长率约为64%;厚度平均偏差为4.5%。在改造之后,由电机速度差产生的斜拉进而造成破膜问题,平均每天只出现1次;生产15μm薄膜的横向拉伸强度提升到了280MPa;断裂伸长率降低至56%;厚度平均偏差降低至3.2%。通过采用主从电机速度控制的方式对幅宽8.7 m、生产速度500 m/min的BOPP(聚丙烯薄膜)生产线改造后,有效实现了2台TDO电机速度的同步,降低了薄膜TDO横向拉伸时斜拉现象的产生,消除了薄膜TDO横向拉伸时薄膜破膜的问题,有效改善和增强了薄膜的横向性能指标。
结束语:
通过对宽幅双向拉伸薄膜生产线中电机主从速度控制方案的深入研究和实际应用,成功解决了横向拉伸机两侧电机运行速度不同步引起的生产问题。采用主从速度控制方式,有效提升了生产线的稳定性,降低了薄膜横拉和破膜等质量问题的发生概率。这一研究为提高薄膜生产线运行效率和产品质量提供了有益的方法,为相关行业的生产实践提供了指导和启示。随着工业技术的发展,主从速度控制方案有望在广泛的工程应用中发挥更大的作用,推动生产线的自动化和智能化水平不断提升,为工业制造领域的进步贡献力量。
参考文献:
[1]赵烨,卓鹏. BOPP薄膜水性涂布技术及产品应用进展[J]. 合成材料老化与应用,2023,52(4):94-98.
[2]赖福刚,李雪明,黄丹,等. 链铗在横向拉伸机出口主传动处受力分析[J]. 装备制造技术,2021(2):207-209.
[3]朱东波,叶蕾,谢爱迪,等. 温度和湿度对PBAT/PLA薄膜性能变化的影响[J]. 塑料工业,2023,51(7):138-142.
[4]葛扬,宋卫章,杨洋. 基于扩张式主从自适应陷波滤波器与动态频率跟踪的永磁同步电机无传感器控制[J]. 电工技术学报,2023,38(14):3824-3835.
[5]潘成,贾磊,王国辉. 基于定速比的三感应电机多频复合同步控制[J]. 组合机床与自动化加工技术,2023(7):96-101.
[6]贺虎成,汪沁,张晨阳,等. 采煤机牵引系统双电机功率平衡控制策略[J]. 控制理论与应用,2023,40(1):121-131.

 京公网安备 11011302003690号
京公网安备 11011302003690号


