



- 收藏
- 加入书签

BVR导体工艺优化设计及质量控制
 打开文本图片集
打开文本图片集



摘要:随着国民经济的发展,BVR电线使用范围越来越广,尤其是在各种配电柜接线中,原来大都采用BV电线,但是因BV线导体为单芯,导体相比BVR导体略硬,在配电柜中不易弯曲,另外单芯导体压线容易松动从而造成质量事故等问题,使BVR电线的市场份额越来越大。但是BVR因导体为7芯或19芯需要专用拉丝、绞线设备,另外还需要合理控制导体电阻余量等工艺要求,较BV导体工艺相对较为复杂,本文主要针对BVR导体从拉丝设备、绞线设备、挤塑设备及模具配比、涨力控制到成品检验等方面进行了阐述分析。
关键词:BVR导体,拉丝,工艺设计
引言:
在电线电缆生产过程中,制定生产工艺是电缆生产的一个重要的过程,这样可以减少不必要的损失。在BVR电线的生产过程中,每一工序都非常重要,比如说拉丝退火中,模具的配比、退火电流和涨力大小等都会造成拉丝后单丝直径变化和导体软硬不均匀等问题,如果要做到精细化生产更是难上加难,因此对于BVR电线的生产每一道工序都非常重要。下面对BVR电线的每一道工序都做了分析说明和产品检验做了简要叙述。
一、BVR导体生产工艺现状
BVR电线作为一种铜芯聚氯乙烯绝缘软电线,在众多领域有着广泛应用,尤其是配电柜等对电线柔软性、导电性等性能有较高要求的场合。它常被用于交流额定电压450/750V及以下的动力装置的固定敷设,例如在家装照明中,无论是室内明敷还是穿管等操作场景,都能看到它的身影。
近几年,经济下行趋势明显,布电线行业呈现出企业数量众多、市场竞争激烈的态势。该行业集中度相对较低,产品同质化问题严重,价格竞争尤为激烈。此外,今年来原材料价格波动频繁,劳动力成本持续上升,这些因素给国内电缆企业带来了巨大的成本压力。
鉴于此,对电线导体进行工艺优化成为企业降低生产成本、提升竞争力的关键手段。当前,先进的生产设备和工艺不断涌现,例如高精度拉丝机、绞线机等。这些设备能够更加精确地控制导体的尺寸、形状和结构,不仅提高了生产效率,还增强了产品质量的稳定性,为导体优化提供了强有力的技术支持。
二、拉丝退火工艺优化设计
1、优化前导体工艺分析
电线导体的电阻是检验电线是否合格的一项关键指标。首先对优化前的BVR拉丝线径和绞合导体进行多次取样并进行电阻率,单丝伸长率及电阻测量[1],具体数据见下表1,发现在现有的单丝线径下成品线芯导体余量均在3.5%以上。
那么在市场竞争激烈的当下,如何在保证质量的前提下又要把成本控制到最优,首先要知道影响导体电阻的因素主要有以下几个方面:导体材料,导体尺寸,拉丝绞线设备、生产制造工艺等。因此要想对导体进行工艺优化设计就需要从以上几个方面入手。
(1)导体材料
材质纯度越高氧含量越低则导体电阻越小,如果材料中含有杂质,铜材中的杂质会阻碍电子的流动,导致电阻增大[2]。所以在铜材选择上选用纯度更高的无氧铜杆,电阻率要求在0.01705Ω·mm2/m以内,以保证有更好的电阻表现。
(2)拉丝退火设备
拉丝机使用DBSF120-19-14多头串联式单层塔轮中小拉机,进线范围小于等于2.6mm,采用三个伺服电机驱动,可同时拉制14根直径相同的铜线。
退火机采用DTH200-5000-14型退火机,采用接触式退火方式,可根据线径选择两段式或三段式退火。适用于多根铜线的同时退火生产,氧化保护方式为氮气保护。
(3)绞线设备
绞线设备采用的是,1+6+12-FC-630B型自动高速绞线机,采用自动张力控制,引取轮控制绞线节距。
2、拉丝结构优化工艺
根据上述表1所统计的拉丝线径结构及成品后余量,可按照下列公式对单丝线径进行理论计算,求得最佳的单丝线径理论值,方面后续的生产制造试样。
其中导体电阻的计算公式为:
式(1.1)中
R——电阻,单位(Ω);
ρ——电阻率,单位(Ω·mm2/m);
L——导体长度,单位(mm);
S——导体实际截面积,单位(mm2);
单丝截面的计算
式(1.2)中
Π——圆周率;
R——导体直径,单位(mm);
可根据目前优化前的电阻余量和电阻率反推优化后的电阻及电阻余量
反推电阻=标准电阻/(余量+1);
余量=(标准电阻-实测电阻)/标准电阻。
3、优化后导体结构
为了在拉丝后保证铜丝质量,因此铜丝电阻率按照上限0.01710Ω·mm2/m,电阻余量为2.5%进行理论计算,依据上述公式进行计算可以得到以下单丝直径见表3。
根据所计算的单丝线径进行配模,配模表见表3。
此拉丝机铜线的最大进线直径为2.60mm,所以选用的拉丝母线为直径2.52mm的铜线。此外铜丝在经过拉拔之后还需经过退火,张力摇杆,收线机等线径会不可避免的伸长,因此配模是会根据设备的实际情况放大定径模尺寸,而此次所使用到的拉丝退火设备定径模大约会比收线线径放大0.01.mm。
不同材质的模具在承受拉丝应力、耐磨以及其他性能方面有着各自的特性。其中在模具的选择上,过渡模使用的是进口聚晶材质,定径模使用纳米涂层。模具的纳米涂层可以使模孔表面更加光滑[3]。在拉丝时,铜丝能够更加顺畅地通过模孔,减少了表面的划伤和缺陷。这种光滑的表面有助于拉制出尺寸精度更高、表面质量更好的电线,提高电线的质量稳定性。同时,纳米模具的低摩擦特性可以减少拉丝过程中的能量损耗,有助于降低生产成本,提高生产效率。
4、退火工艺
铜线在经过多道模具的拉拔之后,会使铜单丝变硬、变脆使得塑性降低,而为了恢复塑性,保证良好的机械性能和电气性能就需要对铜线进行退火处理[4]。DTH200-5000-14型退火机,采用接触式电阻连续退火工艺,通过给予铜线高电流加热铜线达到铜丝变软的过程。这种退火方式有以下几个特点:1、可与拉线连续生产,速度高,生产工序少,生产效率高。2、退火均匀,生产铜线质量好;3、减少能源消耗,降低生产成本。
铜线的退火温度依靠对 “退火电压 V” 与 “退火电流 A” 的调整来实现精准控制。其中,“退火电压 V” 和 “退火电流 A” 的设定主要取决于退火装置的功率、铜线的线径大小、出线速度以及接触轮直径等多方面因素[5]。通常情况下,若线径增大,出线速度加快,那么所需的退火电压和退火电流相应增大;反之则减小。在实际生产过程中,会依据每盘拉出铜线的检验质量,也就是电阻率和伸长率是否达标,来确定不同线径铜线最为适宜的退火电压与退火电流。
此外,单丝的伸长率受退火电压和退火电流的影响显著。当退火电压或电流偏低时,单丝质地变硬,伸长率随之降低,在后续绞线工序中便容易出现跳丝现象;而若退火电压或电流过大,单丝伸长率则会过高,铜丝质地偏软,后续绞线时极易被拉细,进而致使单丝电阻率增大,导体电阻超出标准范围[6]。
基于此,根据现有工艺范围内开展了大量拉丝退火试验,并与后续绞线过程相互印证、反复验证,旨在获取最佳的退火电压、退火电流、速度以及张力参数,从而保障铜线的生产质量与工艺稳定性,提升产品整体性能与合格率,满足各类生产及应用需求,为相关生产流程提供坚实可靠的数据支撑与工艺保障。
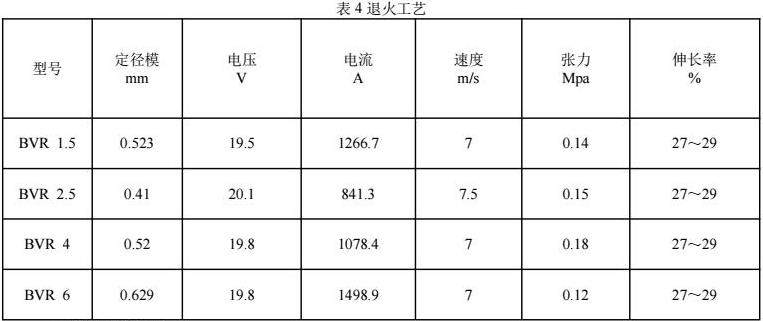
最终在多次拉丝、绞线、检验的反复验证得到了最适合的退火电压、退火电流及张力,具体开机工艺见下表4
5、绞线工艺分析
导体的绞合分为规则绞合与不规则绞合,其目的都是为了提高电缆的柔软性和曲挠度。其中,束绞属于不规则绞合由多根单线安同一绞向和节距不分层的绞合在一起,各单线之间位置互相不固定,在弯曲时,各单线之间滑动余量很大,抗弯曲力小,所以束线的弯曲性能好,同时束绞的结构相对于规则绞合有着更高的生产速度和更小的导体外径,对于小截面的BVR线而言需要更好的柔软性的型号大都是选择束绞的导体。
在绞制的过程中,将BVR节径比设定为25倍左右,其余工艺参数如:放线张力、收线张力,速度等设定根据束绞前后的单丝直径及导体电阻余量进行调整确认。通过上述的拉丝退火及绞线工艺进行了一个月的实际开机验证,对优化前后成品线芯的电阻及其铜材用量进行汇总对比,得到了下表5中数据
通过上述表格能够看出,BVR 1.5~6平方导体电阻余量控制在2.6%~2.9%,完全满足国家对BVR产品质量控制的要求,同时铜材使用量也有了显著的降低,降低了生产的成本,增强了企业市场竞争力。
结论
通过对BVR产品优化前的导体结构、单丝直径、绞合节距、生产设备等进行汇总分析,从拉丝、退火、绞线三个方面进行寻找优化突破口,根据优化前的检验数据,通过理论的电阻计算推算出所需要的导体单丝。同时在退火和绞线的部分对单丝伸长率和电阻率进行相互的验证分析取得最佳的退火电压、退火电流、速度与张力的关系,从而在保证产品质量稳定条件下改进退火与绞线工艺,导体用量较改进前降低0.8-2.4%,降本效果明显。
参考文献:
丁春风, 甄志超, 谢培华, 成天舒. 航空用聚酰亚胺复合绕包线的工艺优化设计[J]. 光纤与电缆及其应用技术, 2024, (04): 36-39+46
田战玲.电线电缆导体直流电阻试验要点及影响因素[J].价值工程,2020,39(10):270-271.
袁伟,赵奎,许国福.航空发动机控制系统电子器件纳米涂层应用研究[J].航空动力,2024,(05):71-74.
肖秋雷,毛西秦,欧梅桂,等.高温长时退火后纯铜丝的组织与性能[J].金属热处理,2021,46(11):152-156.
杨荣华.退火电压自动跟踪拉丝速度的理论分析及应用[J].电线电缆,2008,(04):38-39.
胡湘华,杨奇锋,谢刚,等.铝(合金)软导体断丝原因分析与工艺改进[J].电线电缆,2024,67(03):50-54.

 京公网安备 11011302003690号
京公网安备 11011302003690号


