



- 收藏
- 加入书签

基于视觉与机械臂协同的智能分拣码垛系统设计与实现
摘要:本文围绕工业自动化生产中的分拣码垛需求,设计了一套融合视觉分拣系统与码垛控制逻辑的智能解决方案。通过对视觉分拣系统中工件颜色识别、精准分拣流程,以及码垛控制逻辑中机械手运动轨迹规划、物料抓取放置等环节的详细分析与设计,实现了分拣码垛过程的高效自动化。实验结果表明,该系统能够稳定、准确地完成分拣码垛任务,有效提升了生产效率与精度,对工业自动化领域的发展具有一定的参考价值。
一. 引言
在现代工业生产中,分拣与码垛作为关键环节,其自动化程度直接影响着生产效率与企业成本。传统的人工分拣码垛方式存在效率低、易出错、劳动强度大等问题,已难以满足大规模、高质量的生产需求。随着机器视觉技术与自动化控制技术的不断发展,基于视觉引导的智能分拣码垛系统逐渐成为工业领域的研究热点。该系统通过视觉识别技术精准定位工件,结合自动化机械臂完成分拣与码垛操作,能够显著提升生产的智能化与自动化水平。
二. 视觉分拣系统设计
2.1 系统架构
视觉分拣系统主要由皮带输送线、视觉检测模块、控制单元及执行机构组成。15 号皮带输送线负责输送工件,当工件到达指定位置时,触发传感器 (% ID100)启动视觉检测模块。视觉检测模块对工件进行图像采集与分析,将检测结果以 Dword 数据形式返回至控制单元,控制单元根据检测结果控制执行机构完成分拣操作。
1.启动:激活15 号皮带线(%Q1.6)
2.检测:传感器触发视觉检测(%ID100),返回Dword 数据
3.颜色判定:
1.蓝色工件:万向轮左转(%Q8.0) + 启动 17 号皮带线(%Q2.0)
2.绿色工件:万向轮右转(%Q7.6) + 启动 16 号皮带线(%Q1.7)
4.结束:单次流程终止三. 码垛控制逻辑设计
3.1 系统组成
码垛控制逻辑主要围绕三轴机械手展开,包括机械手本体、传感器检测模块、夹具及控制模块。机械手用于实现工件的抓取、搬运与放置,传感器检测模块用于确认工件位置与机械手状态,夹具负责抓取工件,控制模块协调各部分的动作。
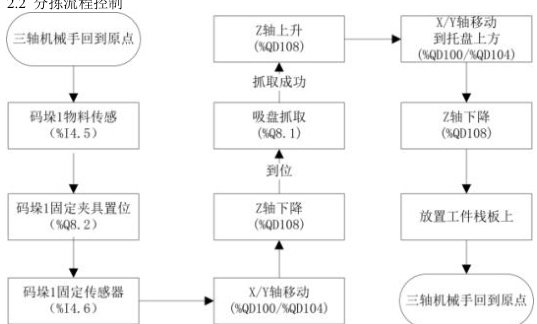
3.2 机械手操作流程
1. 初始化阶段:
动作:三轴机械手(X 轴、Y 轴水平移动轴,Z 轴垂直移动轴)执行原点回归程序,通过原点传感器确认各轴归零状态,确保机械坐标复位至初始安全位置。
关键信号:原点传感器信号(如%I0.0-%I0.2)触发归零完成标志位。
2. Z 轴垂直上升
动作:Z 轴伺服电机驱动机械手垂直提升,脱离当前工件抓取位置,避免水平移动时碰撞干涉。控制参数:上升高度由寄存器%QD108 设定,通过编码器实时反馈位置,到达目标高度后触发限位开关暂停。
3. X/Y 轴同步移动至定位坐标
动作:X 轴与Y 轴伺服电机同步联动,以插补运动模式快速移动至工件定位坐标点。
坐标数据:目标坐标值由寄存器%QD100 和%QD104 预先存储,移动过程中通过脉冲计数或绝对值编器确保定位精度(±0.1mm)。
4. 物料检测
触发条件:机械手到达定位坐标后,延时0.5 秒(防抖动)激活码块1 传感器。
检测逻辑:
若检测到工件(传感器信号%I4.5=1),进入夹具动作流程。
2 若无工件(%I4.5=0),触发报警并暂停,等待人工干预或传送带补料。
5. 夹具动作控制
① 固定夹具置位
执行机构:电磁阀驱动夹具机械臂伸出,通过气缸或电机将夹具固定在工件两侧。
信号输出:控制继电器线圈%Q8.2 得电,夹具物理接触工件后触发限位开关。
② 夹具状态校验
反馈信号:夹具到位传感器(%I4.6,如接近开关)检测夹具是否夹紧工件,若%I4.6=1(到位),允许进入抓取流程;若超时未到位(如3 秒),报警并复位夹具。
6. 抓取操作流程 ① 吸盘吸附启动
执行机构:真空泵或电磁吸盘通电,通过负压或磁力吸附工件表面(适用于表面平整工件)。信号控制: %08.1 输出高电平,同时启动吸附压力检测。
② Z 轴下降至抓取高度动作:Z 轴以低速下降至预设抓取高度(%QD108 更新为当前工件高度),确保吸盘与工件表面贴合。安全机制:下降过程中若触碰防撞传感器,立即急停并报警。
③ X/Y 轴携带工件移动动作:确认吸盘吸附牢固后,X/Y 轴以恒定速度向栈板方向移动,路径规划避开设备干涉区域。
7. 放置操作流程
①Z 轴二次下降(栈板定位)动作:到达栈板上方安全高度后,Z 轴再次低速下降(20mm/s),直至工件底面接近栈板表面。定位方式:通过栈板边缘传感器或视觉相机辅助确认栈板位置,确保工件垂直对齐。
② 工件释放至栈板执行机构:关闭吸盘电源( ⟨%Q8.1 失电)或松开夹具(%Q8.2 失电),使工件平稳落至栈板指定位置。防倾倒机制:释放后延时 1 秒保持夹具在工件上方,确认工件稳定后再提升 Z 轴。
8. 流程复位与待命
动作:Z 轴快速上升至初始安全高度(%QD108=500mm),X/Y 轴返回原点坐标,各轴伺服电机断电进入待机模式。
循环触发:检测到新工件到达码块 1 位置时,自动启动下一周期码垛流程。
分拣码垛平面图
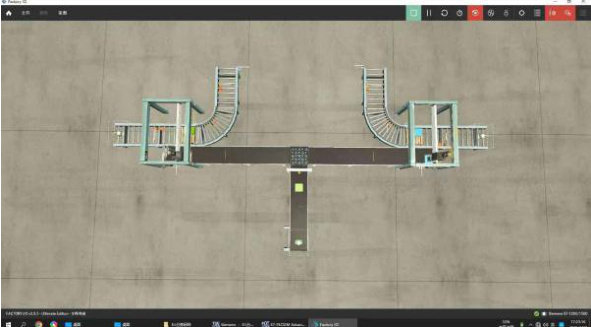
分拣码垛俯视图四. 结论
本文设计并实现的基于视觉与机械臂协同的智能分拣码垛系统,通过视觉分拣系统与码垛控制逻辑的有机结合,实现了工件的高效、精准分拣与码垛。该系统在工业自动化生产中具有良好的应用前景,能够有效提升生产效率、降低人力成本。未来可进一步优化系统算法,提高系统对复杂环境与多种工件类型的适应性,推动工业自动化分拣码垛技术的持续发展。
参考文献
[1] 西门子 TIA Portal 高级编程指南
[2] Factory IO 官方场景开发手册
[3] IEC 61131-3 工业自动化编程标准

 京公网安备 11011302003690号
京公网安备 11011302003690号


