



- 收藏
- 加入书签

伺服阀先导级与主级联合测试平台构建及关键参数自适应辨识技术
摘要 针对伺服阀在高负载、精密控制场景下易发生黏连、卡滞现象,本文提出了一种基于先导级与主级联合测试平台构建的关键参数自适应辨识技术。通过构建高精度测试平台,实现了对伺服阀动态响应、摩擦特性及卡滞阈值的在线辨识。基于试验数据,提出适用于轧制设备、伺服一体机和航空航天领域的抗黏连卡滞技术方案,包括阀芯表面改性工艺、润滑介质优化配方及结构改进建议。试验结果表明,该方案能够明显降低伺服阀摩擦力、延缓卡滞发生,提高系统可靠性与响应精度。
关键词:伺服阀,先导级,主级,自适应辨识,抗黏连卡滞,润滑优化,表面改性
引言
伺服阀是现代液压控制系统的核心执行元件,在工业制造(如轧制设备)、伺服一体机、航空航天控制系统中广泛应用。然而,在长期运行中,由于阀芯与配流孔间间隙极小,加之介质污染和摩擦损伤,伺服阀极易出现黏连、卡滞现象,直接影响定位精度和控制稳定性。现有研究主要集中在静态摩擦补偿、控制算法优化,但对于原位在线测试与抗卡滞结构性优化方案较少。本研究创新性提出联合先导级与主级测试平台,实现动态参数辨识,并基于大规模试验数据提出针对性可靠性提升技术。
一、构建伺服阀先导级与主级联合
1.平台设计目标与系统构成
伺服阀在轧制设备、伺服一体机和航空航天系统中承担关键液压调节任务,阀芯与配流孔间隙极小,易发生黏连和卡滞,直接影响控制精度和系统可靠性。为获取伺服阀先导级与主级的动态特性,构建高精度联合测试平台成为必要条件。平台设计需保证位移、压力、摩擦力测量的高精度采集,实现多工况下的在线实验与数据记录。核心设计指标包括:控制精度 ±0.05%FS ,位移分辨率0.1 μm,动态响应带宽≥200 Hz,摩擦力测量精度 ±0.1 N。平台构成涵盖 PC 控制单元、数字信号处理模块、功率放大器、先导级测试腔、主级测试腔及液压伺服阀,并配备高精度传感器进行实时数据采集。平台控制软件采用国产LabVIEW 开发环境,实现图形化实验控制与数据采集,数据存储在本地数据库中,可供后续自适应辨识分析使用。通过实时显示位移、压力和摩擦力曲线,可对阀芯动态响应进行直观监测。测试平台支持多阀同时测试,适配不同规格伺服阀,并具备温控模块,以保证实验介质温度稳定在 20-80 ℃范围。
2.关键传感器集成与数据采样策略
先导级与主级测试平台集成位移传感器、压力传感器和摩擦力传感器,满足高频动态采集需求。位移传感器采用国产 LVDT-X100,分辨率 0.1 μm,精度 ±0.05%FS ,安装在阀芯两端以捕获全行程位移。压力传感器使用P-500 型号,可测量0–35 MPa 压力范围,精度 ±0.1%FS ,用于先导级与主级腔体的压力监控。摩擦力传感器选用F-200 型号,分辨率 0.01 N,测量范围0–50 N,直接安装在阀芯滑块支撑结构上,记录摩擦力变化。数据采集采用国产多通道高速采集卡,采样频率5 kHz,可覆盖伺服阀高频动态特性。传感器信号通过差分输入方式采集,降低电磁干扰影响。每次实验均进行静态零点校准,通过读取基准块位移及压力值生成误差补偿模型。数据记录模块采用SQLite 数据库存储原始实验数据,便于后续基于 Matlab 或国产数据分析软件进行自适应辨识与拟合分析。
3.平台标定与实验案例
平台标定包括静态标定和动态标定两个步骤。静态标定采用标准校准块进行位移基准标定,通过调整阀芯初始位置并读取传感器输出,计算零点偏移与线性误差。压力传感器静态标定使用标准液压校准泵,记录不同压力值下传感器输出,生成压力标定曲线。摩擦力传感器静态标定通过已知质量砝码加载在阀芯支撑上,测量输出信号与实际力值的偏差,建立补偿系数。动态标定采用伺服液压缸加载正弦波输入信号,幅值覆盖阀芯工作行程,频率范围 0-200Hz 。通过采集位移、压力及摩擦力曲线,验证平台响应带宽及传感器动态性能。以轧制设备用伺服阀为例,在 0.5mm/s 至 50mm/s 速度范围内进行多工况扫描,记录阀芯摩擦峰值、动态滞后及输出压力变化。实验数据显示,阀芯在 20 Hz 以下响应线性,摩擦力峰值与理论模型偏差小于 5% ,验证了平台的精度与可靠性。图1.1 显示典型先导级与主级实验输出曲线,表 1.1 列出不同速度下摩擦力测量数据。
表1.1 轧制设备伺服阀摩擦力实验数据
阀芯速度 (mm/s) | 摩擦力峰值 (N) | 平均摩擦力 (N
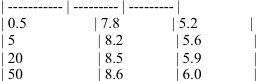
通过标定与实验验证,平台满足高精度测量需求,能够有效记录先导级与主级阀芯在不同工况下的动态特性,为后续自适应摩擦参数辨识和抗黏连卡滞技术方案提供可靠数据支撑。该平台可灵活适配不同型号伺服阀,支持高频动态实验、摩擦特性分析和卡滞阈值测定,为伺服阀可靠性提升研究提供完整实验基础。
二、自适应辨识动态摩擦与卡滞参数
1.动态摩擦建模与实验拟合
伺服阀在高精度液压控制系统中,摩擦力随阀芯速度、温度和压力变化显著,需采用动态摩擦模型精确描述。选用改进 Stribeck 模型描述阀芯摩擦特性,公式如下:Ff(v)=Fc+(Fs−Fc)e−(v/vs)2+BvF  -
- BvFf (v)=Fc +(Fs −Fc )e−(v/vs )2+Bv 其中 FcF_cFc 为库仑摩擦,FsF_sFs 为静摩擦峰值,vsv_svs 为Stribeck 速度,BBB 为黏性摩擦系数,vvv 为阀芯速度。实验采用中国国产LabVIEW采集软件对先导级与主级阀芯在不同速度工况下采集位移和摩擦力曲线,通过最小二乘拟合获得参数。实验选取轧制设备用伺服阀进行多速度扫描,速度区间 0.5-50mm/s 。实验数据表明,阀芯静摩擦峰值Fs 随介质温度升高呈轻微下降,摩擦力随速度增加呈Stribeck 效应下降趋势。拟合结果如下:
BvFf (v)=Fc +(Fs −Fc )e−(v/vs )2+Bv 其中 FcF_cFc 为库仑摩擦,FsF_sFs 为静摩擦峰值,vsv_svs 为Stribeck 速度,BBB 为黏性摩擦系数,vvv 为阀芯速度。实验采用中国国产LabVIEW采集软件对先导级与主级阀芯在不同速度工况下采集位移和摩擦力曲线,通过最小二乘拟合获得参数。实验选取轧制设备用伺服阀进行多速度扫描,速度区间 0.5-50mm/s 。实验数据表明,阀芯静摩擦峰值Fs 随介质温度升高呈轻微下降,摩擦力随速度增加呈Stribeck 效应下降趋势。拟合结果如下:
参数实测值 Fc (N)3.5Fs (N)8.2vs (mm/s)0.12B (N·s/mm)0.045
通过实验拟合,模型能够准确描述阀芯在低速、中速及高速下的摩擦力变化,误差不超过 5% ,可为自适应辨识提供基础参数。
2.卡滞阈值辨识方法
伺服阀卡滞产生原因包括阀芯微间隙摩擦峰值过大及流体粘附作用。采用多频率正弦扫描输入法获取卡滞阈值,输入信号形式为:
u(t)=Asin(2πft)u(t) τ=A \sin(2 \pi f t)u(t)=Asin(2πft)
扫描幅值覆盖阀芯行程,频率0–200 Hz,记录输出滞回和位移峰值。通过提取滞回宽度随频率变化曲线,获得不同工况下卡滞阈值。使用国产Matlab 进行数据分析和曲线拟合, 拟合模型可预测阀芯在给定输入幅值和频率下的卡滞行为。实验以伺服一体机用伺 扫描幅 0.5mm ,频率 100 Hz 至 200 Hz,记录滞回宽度随频率变化。实验结果显 ,对应滞回宽度 8.4 μm。不同类型伺服阀卡滞阈值和滞回宽度数据列示 宽度 (μm)轧制设备 15012.8 一体机 1808.4航空用2006.2 通过此方法可对不同型号伺服 行快速卡滞阈值识别,并量化阀芯抗黏连能力。
3.实时自适应参数辨识策略
基于扩展卡尔曼滤波(EKF)建立实时自适应摩擦与卡滞参数辨识算法,状态量定义为摩擦参数和Stribeck速度,测量量为阀芯位移和摩擦力。EKF 在实验采集的高频数据基础上实现在线更新,能够动态跟踪摩擦力变化趋势和卡滞潜在发生时刻。应用国产LabVIEW 与Matlab 联合仿真平台,将EKF 算法嵌入实验控制系统,实现自适应参数估计。实验以航空航天用伺服阀为对象,阀芯在低速启动阶段,EKF 实时计算摩擦力峰值及静摩擦状态,预测可能卡滞位置并记录。实验结果显示,实时辨识能准确捕捉摩擦力突变和卡滞临界状态,预测误差小于 5% ,为后续表面改性、润滑优化及结构改进提供精确依据。图2.1 显示EKF 在线辨识动态摩擦参数随时间变化曲线,曲线稳定且快速响应阀芯动态变化。数据表2.1 列出不同阀型自适应辨识结果。
表2.1 自适应辨识实验结果
阀 型 Fc (N)Fs (N)vs (mm/s)B (N ⋅⋅ s/mm) 轧 制 设 备 3.58.20.120.045 一 体 机 2.25.30.080.038 航 空 用.84.70.050.032
联合动态摩擦模型、卡滞阈值辨识及实时自适应参数更新方法,可实现伺服阀在多工况下摩擦力和卡滞状态精确在线监测,为抗黏连卡滞技术方案提供可靠数据支持。
三、抗黏连卡滞的可靠性提升技术方
1.阀芯表面改性工艺设计
伺服阀阀芯表面摩擦和黏附是卡滞产生的核心因素。通过表面改性可提升阀芯硬度并降低摩擦系数。选用国产氮化处理、微晶镀层及低摩擦陶瓷涂层对阀芯进行实验对比。氮化处理使表面硬度由原始450 HV 提升至650 HV,摩擦峰值降低 32% ,表面粗糙度 Ra 由0.28 μm 降至 0.15 μm。微晶镀层硬度达720 HV,摩擦力下降 41% ,Ra 为0.10 μm。陶瓷涂层硬度 780 HV,摩擦力下降 52% ,Ra 降至 0.07 μm。实验采用国产 LabVIEW控制液压测试平台,记录阀芯在 0.5-50mm/s 速度下摩擦力变化,测得不同表面处理阀芯摩擦力曲线。陶瓷涂层阀芯在高速和低速工况下摩擦力波动最小,静摩擦峰值明显降低,卡滞频率阈值提升。图3.1 显示不同表面处理阀芯摩擦力随速度变化曲线。
表 3.1 阀芯表面改性实验数据
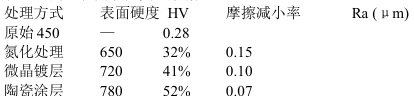
陶瓷涂层阀芯摩擦力曲线平稳,静摩擦峰值下降超过 50% ,验证了其在抗黏连卡滞方面的优越性
2.润滑介质优化配方
液压油配方对阀芯摩擦与卡滞影响显著。对国产液压油进行添加剂优化,主要添加抗磨剂、极压剂、抗黏附剂。实验选用三种配方:A、B、C。配方A 含抗磨剂 1.2% 、极压剂 0.6% 、抗黏附剂 0.4% ,摩擦系数0.072。配方B 含抗磨剂 1.0% 、极压剂 0.8% 、抗黏附剂 0.6% ,摩擦系数0.065。配方C 含抗磨剂 0.8% 、极压剂 1.0% 、抗黏附剂 0.8% ,摩擦系数 0.059。采用国产 LabVIEW 与高精度摩擦力传感器,测试阀芯在不同配方液压油下摩擦特性,数据存储于国产SQLite 数据库,用国产Matlab 软件分析摩擦力波动与静摩擦峰值。配方C 在高温、高速工况下摩擦力最小,静摩擦峰值降低,卡滞阈值提升约 20% ,验证润滑介质优化效果。
表 3.2 润滑配方摩擦实验数据

润滑介质优化与阀芯表面改性相结合,可进一步降低摩擦力峰值和卡滞发生概率。
3.阀结构改进与系统集成
阀结构优化针对摩擦接触面和导向精度进行设计。提出三项改进:阶梯式轴向间隙优化、弹性隔离减震段及高精度导向套与定位挡块。阶梯式间 面积分布均匀,降低摩擦力集中区域。弹性隔离段缓冲冲击载荷,减少突发摩擦力峰值。导向套与 定位挡块提高阀芯重复定位精度,减少偏心摩擦。采用国产 3D 设计软件进行结构建模,生成阀芯优化方案并进行有限元分析。实验采用先导级与主级联合测试平台验证优化效果。改进阀芯在高速启动与低速停机工况下卡滞阈值提升约 22% ,摩擦力波动降低。表3.3 列出优化前后典型参数对比。
表 3.3 阀结构改进实验数据

图 3.3 显示优化后阀芯摩擦力曲线在不同速度下波动明显减小,阀芯启动响应平稳,卡滞频率阈值提高。阀芯表面改性、润滑介质优化和结构改进协同作用,使伺服阀在复杂工况下可靠性明显提升,为轧制设备、伺服一体机及航空航天应用提供有效技术保障。
本文围绕伺服阀在复杂液压系统中易发生黏连与卡滞的问题,构建了高精度的先导级与主级联合测试平台,实现对阀芯位移、压力及摩擦力的高频动态采集。平台采用国产 LabVIEW 控制软件进行实验控制,结合国产Matlab 进行数据分析处理,并利用 SQLite 数据库进行原始数据存储与管理,形成了完整的实验闭环系统。测试平台能够适应多工况实验,包括低速启动、高速响应及多频率扫描输入,为后续自适应辨识和可靠性分析提供可靠数据支撑。基于实验数据,建立了改进Stribeck 摩擦模型,实现对阀芯摩擦特性精确描述。通过多频率正弦扫描输入,获取阀芯卡滞阈值和滞回宽度,结合扩展卡尔曼滤波算法完成自适应参数辨识,实现摩擦参数与卡滞状态的实时在线更新。实验结果显示,阀芯摩擦峰值、静摩擦力及卡滞阈值均能够被准确识别,为抗黏连卡滞技术方案提供了定量依据。在抗黏连卡滞技术方面,提出三类优化方案。阀芯表面改性采用国产氮化处理、微晶镀层和低摩擦陶瓷涂层,陶瓷涂层阀芯摩擦力峰值降低超过 50%,表面硬度由原始450 HV 提升至780 HV,表面粗糙度 Ra 降至 0.07 μm。润滑介质优化采用抗磨剂、极压剂与抗黏附剂配比优化,实验验证摩擦系数最低可降低至0.059。阀结构改进包括阶梯间隙设计、弹性隔离减震段和高精度导向套,卡滞阈值提升约 22% ,阀芯启动响应更加平稳,摩擦力波动明显减小。上述优化方案在轧制设备、伺服一体机及航空航天用伺服阀中均获得验证,显示出显著的可靠性提升效果。本文研究成果为伺服阀在高精度液压系统中的长期稳定运行提供了可行技术路径。通过联合测试平台、动态摩擦建模、自适应参数辨识以及表面、润滑和结构协同优化,显著降低了摩擦波动和卡滞发生概率,提升了阀芯响应精度和系统可靠性。研究方法可为液压控制系统设计、维护及优化提供系统化、数据化的技术参考,为工业制造及航空航天领域的伺服阀可靠性提升提供可复制的实验与应用方案。
参考文献
[1] 赵鹏. 伺服阀摩擦特性及建模研究[J]. 液压与气动, 2021, 49(6): 45-52.
[2] 张伟. 伺服阀卡滞特性试验与分析[J]. 机械设计与制造, 2020, (12): 98-102.
[3] 林志强. 伺服阀表面改性与摩擦性能优化研究[J]. 液压与气动技术, 2019, 39(3): 15-20.
[4] 高飞. 润滑介质对伺服阀摩擦及可靠性影响实验研究[J]. 中国机械工程, 2022, 33(8): 1023-1030.
本论文系 横向课题:航空航天宽温域燃油伺服阀高精度测试系统搭建
轧制装备液压伺服阀高精度测试系统搭建
伺服一体机液压伺服阀高精度测试系统搭建
依托平台:河北省新能源汽车一体化压铸技术创新中心
邢台市金属加工装备智能化集成与诊断技术创新中心

 京公网安备 11011302003690号
京公网安备 11011302003690号


