



- 收藏
- 加入书签

基于PLC控制的自动化立体仓库堆垛机控制系统设计
 打开文本图片集
打开文本图片集

摘要:针对仓储物流行业提出要提高货物存取效率,降低储运费以及智能化管理物料的问题,设计了一款以PLC控制为基础的自动化立体仓库堆垛机控制系统,该系统集合PLC控制技术、伺服驱动技术、总线技术、机电传动控制技术于一体。本文首先对自动化立体仓库的堆垛机的主体结构及性能指标进行探讨,其次根据设计要求对堆垛机的控制方案进行分析,最后设计了该控制系统的硬件电路、PLC程序及wincc监控程序。运行结果显示:控制系统可靠性高,人机界面友好,控制简单方便。
关键词:自动化设备;立体仓库;堆垛机;PLC控制
伴随着中国社会经济的高速增长,现代物流业已成为我国国民经济发展中不可或缺的关键行业。然而土地的日益紧缺,传统物流成本高,周转效率低等特点,传统的物流运输已经无法满足当前产业的发展。因此,如何让有限的资源发挥最大效益,降低成本,提高效率,是所有行业企业,甚至是国家所急于解决的问题[1]。
当前我国传统制造业在智能化的趋势中加速升级,智能仓储设备因其高效的利用土地面积而广受青睐[2]。现代化智能仓储物流系统整合了工业机器人、堆垛机、货架、物流输送线、提升机、AGV、RGV等自动化设备,并将工业网络、MES系统、WMS系统、云计算等先进技术融合到一起,促进了智能物流仓储领域的发展,其中关键部件堆垛机,尤为重要[3]。
堆垛机是用于仓储物流系统中用于存取料箱承载的货物的设备,是仓储物流系统的主机设备,具有节约场地和人力、作业迅速准确、提高存取效率以及降低储运费用等优点。
1 立体仓库堆垛机结构组成和性能指标
1.1 堆垛机主体结构组成
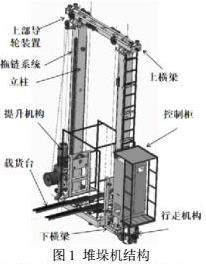
堆垛机是自动化仓库的主要组成结构,由横梁、立柱、拖链系统、导轮和电控系统等组成,如图1所示。
载货台主要由货叉、升降动滑轮、导轮架、制动钳、铝型材结构等组成。载货台由起升伺服电机通过钢丝绳带动起升机构,依靠起升导向轮装置沿着立柱导轨实现升降,并由货叉伸缩机构实现物料的存取动作。
行走机构由驱动装置、可调式车轮、导向轮组等构成。下横梁两侧安装有水平导向轮组及安全装置,水平轮与运行轨道之间的间隙可以通过水平轮偏心轴进行调整,同时安全装置可以确保堆垛机不会造成翻倒。下横梁两侧面安装有硬限位,与地面的液压缓冲器碰撞,可减轻碰撞时的冲击。
1.2 堆垛机控制系统的性能指标
文中设计的堆垛机控制系统主要性能指标如下:
(1)堆垛机水平运行速度0-120m/min
(2)堆垛机垂直运行速度0-30m/min
(3)堆垛机货叉伸叉速度0-30m/min
(4)堆垛机载重量1.5t
2 立体仓库堆垛机控制系统硬件设计
2.1 堆垛机控制系统配电原理设计
该堆垛机控制系统的电源采用三相五线制(TN-S),系统配电主要分为强电控制和弱电控制两部分。强电主要为滑触线、变压器、伺服电机、开关电源等提供380V和220V电源,弱电主要为CPU模块、远程模块、传感器、光通讯、激光定位等提供24V电源。根据堆垛机的速度与负荷要求,配电系统设计如图2所示,主要由2台伺服电机供电回路、1台货叉电机供电回路、1台变压器及相关开关电源供电回路组成。开关电源回路主要是供电模块、数字输入回路和PLC的数字输出回路。
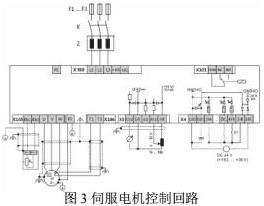
2.2 堆垛机运动轴控制回路设计
堆垛机XYZ轴的运动由3台伺服电机实现货物在库位中的存取,并分别由3台伺服驱动器独立控制。每台伺服电动机控制回路如图3所示,主要由强弱电回路构成。强电回路主要由熔断器F、断路器K组成,弱电控制回路在伺服程序的控制下,对伺服电机的位置进行控制。
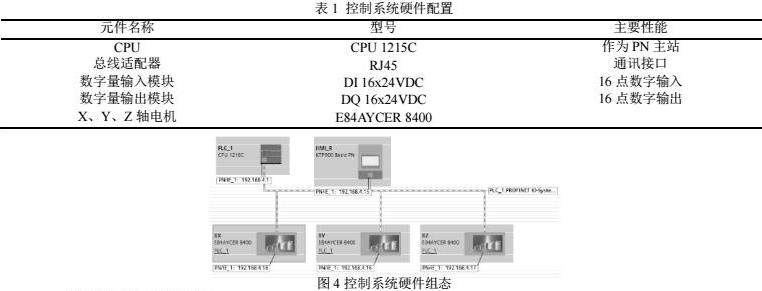
2.3 堆垛机控制系统硬件选型
电气控制系统采用西门子的PN工业以太网系统,使PLC与现场设备实现信号控制与信息传输,同时通过TCP/IP协议,PLC与上层调度系统进行实时数据传输。根据堆垛机在运行中要有精确的定位功能,该控制系统采用Siemens-1200系列PLC实现功能,配置见表1。由中央处理器CPU1215C、DI 16x24VDC和DQ 16x24VDC组成主控制器,完成堆垛机运行过程中的所有控制信号输入、运算和输出,硬件组态如图4所示。
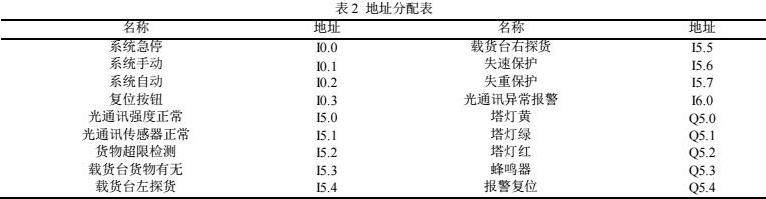
2.4 堆垛机控制系统地址分配
根据硬件组态图,堆垛机控制系统中地址分配如表2所示。
3 立体仓库堆垛机控制系统软件设计
3.1 PLC控制软件设计
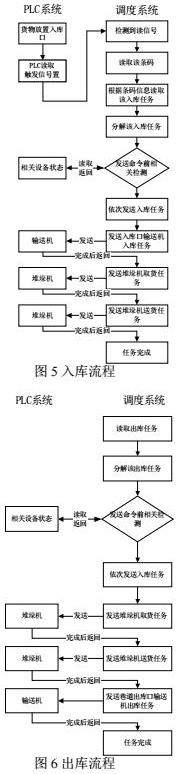
基于西门子TIA博图平台,根据系统工作原理,该控制软件要求能够接收调度系统的命令,并对输送设备、检测设备等进行自动控制,实现实时传递物流和数据信息,完成物料的入库与出库,出入库流程如图5,图6所示。
3.2 wincc监控软件设计
基于S7-1200博图平台,根据系统的工作原理,设计立体仓库wincc监控软件界面。该监控软件主 要包括运行画面、手动界面、半自动界面等。运行画面功能齐全,能够实现在线检测,辅助操作员操作。
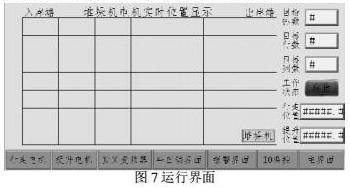
1)运行界面
运行界面主要显示堆垛机当前位置以及堆垛机当前任务状态,如图7所示。
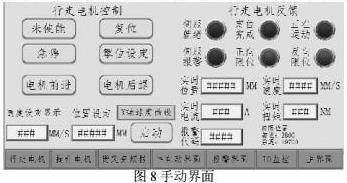
2)手动界面
点击屏幕下方行走、提升、货叉按钮,进入手动操作页面,能够运用触摸屏界面的手动按钮操作堆垛机。在电机反馈这一栏中,显示的是各个伺服驱动器的状态信息以及货叉驱动器的状态信息和货叉居中情况。在电机控制这一栏中,通过触发按钮控制堆垛机各轴的运动方向,以行走电机举例,如图8所示。
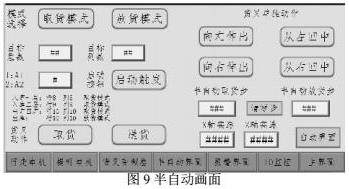
3)半自动界面
点击屏幕下方半自动界面,可在半自动模式下输入库位数据,实现单机取放货动作,如图9所示。
4结语
本文设计的自动化立体仓库堆垛机控制系统,是以Siemens 1200系列PLC为控制核心,融合PLC控制技术、伺服驱动技术、现场总线技术和传感器技术等,设计实现了立体仓库系统的自动控制和实时监控。运行结果表明,该系统能够顺利完成货物自动出入库和手动存取货物的功能,实现了自动化仓储系统控制过程的自动化和数智化,对于推动智能工厂、数字工厂的发展具有重要意义。
参考文献
[1] 刘杰.自动化仓储系统堆垛机及出入库输送系统电气控制分析[J].电气传动自动化,2023,45(03):21-25.
[2] 李睿智,秦香果,郭晓娥,等.基于S7-1200 PLC和触摸屏的自动化立体仓库控制系统设计[J].自动化应用,2023,64(19):55-57+79.
[3] 谢国强,王永涛,骆广兵.基于S7-1200PLC的双立柱自动堆垛机控制系统的设计[J].橡塑技术与装备,2022,48(05):70-74.
作者简介:顾瞻华(1991—),硕士,工程师,从事机电一体化方向研究

 京公网安备 11011302003690号
京公网安备 11011302003690号


