



- 收藏
- 加入书签

伺服电机转子多段铁芯压装设备结构设计
 打开文本图片集
打开文本图片集

摘要:近些年我国在工业制造领域日益强大,随着工业自动化、人工智能、机器人、物流仓储、AGV等领域的快速发展,对伺服电机的应用范围不断增多。其中我国在伺服电机制造领域也有一定的技术突破,对伺服电机转子铁芯压装的精度越高、一致性越好,伺服电机的综合性能就会越稳定。但伺服电机转子铁芯压装的制造工艺要求较高,所以本篇文章中设计一款用于伺服电机转子铁芯压装的一套结构,提高转子铁芯压装精度和装配效率;同时也可以对伺服电机的应用场景具有一定的推进作用。
关键词:伺服电机;转子铁芯;压装;旋转结构;负载能力
一、国内外伺服电机的发展现状及应用趋势
国外的伺服在研发应用都比较早,目前市场上较为知名的伺服电机品牌有三菱、西门子、ABB、安川、FANUC、松下等且市场占有率比较高,多数高端装备采用这些知名品牌。这些品牌的伺服电机基本实现全数字化、配套化与系列化,在调试方面均可以采用软件调试方便快捷。在增益调整方面实现自动调整,伺服控制器的算法比较先进、响应速度快,采用新型的积分分离、可变增益能够显著提高电机机械谐振的抑制能力。三菱推出J4系列伺服系统,编码器分辨率达到4194304pulses/rev,在高端装备制造领域可将精度提高一个阶层,对高端加工制造装备企业的技术突破提供有力的支撑。
国内对伺服的研究及应用起步相对比较晚,对于伺服的驱动器及算法尚未掌握核心技术,在高端装备应用领域依赖于进口伺服技术,近些年随着制造业的强力崛起,伺服电机应用领域不断扩大,市场需求逐年提升。国家布局制造强国的战略,在尖端技术方面进行攻坚,打破国外技术封锁抢占高端制造领域。目前国内在伺服电机领域研究的知名企业有华中数控、广州数控、大森数控、凯奇数控、开通数控、沈阳高精数控等。这些企业相继推出自主研发的交流伺服系统,并且已经开始批量生产应用,依靠性价比在国内取得了一定的市场份额,但是基本应用在国内中、低端装配制造领域。三菱J3系列响应频率可高达900HZ,国内主流产品在200—500HZ,主要参数指标与世界先进水平差距较大。
二、设备总体方案设计
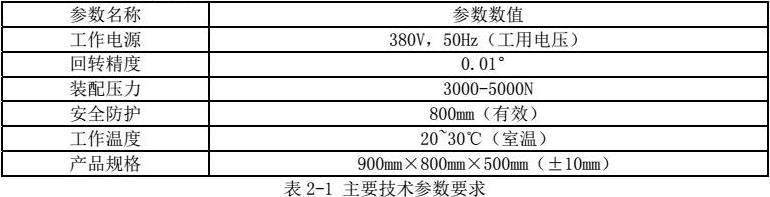
(一)参数设计要求
(二)设计任务
1)查阅伺服电机转子铁芯相关装配工艺,对装配工艺进行分解,分析工序和技术难点。
2)对转子铁芯进行结构分析,找出定位点设计定位结构。
3)使用SolidWorks对定位装置进行建模,提高设计精度。
4)对各子结构及整体装配结构进行模拟,检查设计有无干涉。
5)对相关设计进行校核,检查是否符合要求。
6)对转子生产装配进行验证,检查装配效果。
(三)转子铁芯装配的工艺分解
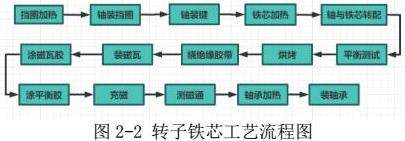
根据实际生产过程中,如图2-2所示系统分析转子铁芯装配工艺流程图[20],在轴与铁芯装配工序中要求每段铁芯相邻之间转动的角度一致性较高,且目前装配速度相对较慢,一般采用工装叠扣的方法,繁琐的搬运工装相邻铁芯之间错位角度控制差,员工劳动强度较大生产效率低等问题。在实际生产过程中急需提高装配效率和装配精度以改善产品品质。
(四)技术难点分析
经过工艺分解及产品装配要求分析,以提高装配效率和产品质量降低劳动强度为目的,总结转子铁芯装配过程中存在以下技术难点:
1)铁芯定位时不能转动,以保证定位准确,且方面装夹。
2)铁芯与轴压装垂直度较好,且压装时不能变形,保护零部件质量不受损伤。
3)相邻铁芯之间错位角度一致性要求较高,旋转机构精准,不能发生偏移。
4)铁芯压装后可自动复位铁芯定位机构,方便下一块铁芯进行装配。
5)可以多段铁芯压装,满足不同产品型号的需求,兼容性好。
(五)方案的选择
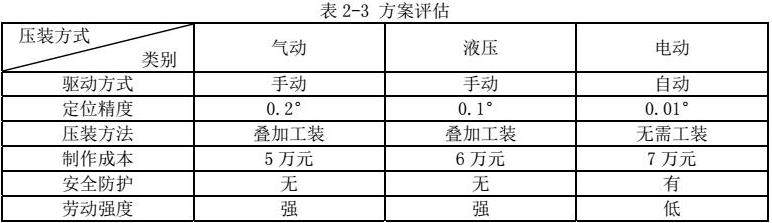
根据转子铁芯装配工艺的要求,并满足装配的方便快捷的装配需求,提高多段铁芯之间的精度,经过功能分析评估方案见表2-3:
经过方案对比和可行性分析后,虽然电动压装的方案价格相对其他两种方案价格较高,但具有精度高、操作劳动强度低并可以提高产品品质,综合考虑采用电动压装
主要确认相关技术参数明确工作任务和实施方法,分解转子铁芯的装配工艺流程,分析转子铁芯压装时难点和要求。比较三种方案的优缺点,确定采用电动压装方案,确认关键参数的选出可靠的1T伺服电动压机提供铁芯与转子轴压装时所需的压力同时15Kg的氮气弹簧作为自动复位机构的顶升力,为下一步结构的设计提供可靠的保障和依据。
三、设备的子结构设计
(一)铁芯定位结构设计
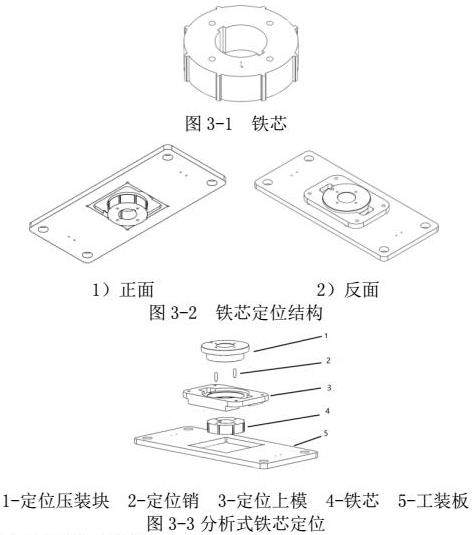
根据铁芯的结构特点如图3-1所示充分考虑装配过程中不能损坏产品外观,方便员工快捷装配且找到合理的定位,每块铁芯的定位结构一致性较好,降低定位带来的装配误差。通过铁芯上的定位圆孔成对称,不会损坏铁芯外观。
经过对铁芯结构分析,采用分体式的结构定位方法如图3-2,不仅定位结构精准,对操作者也方便简单的快速装配,该装配方法对工装磨损较小,使用寿命长不易变形等优点。为防止工装在使用过程中生锈给产品带来质量隐患,则铁芯定位结构选择不锈钢材料,杜绝质量隐患。
对铁芯进行测绘后,通过SolidWorks进行三维设计,且进行模拟装配和分析后,确认分析式定位机构的方案如图3-3所示,解决铁芯定位的,定位销采用圆锥形,方面铁芯装夹时对孔。
(二)转子轴定位旋转结构设计
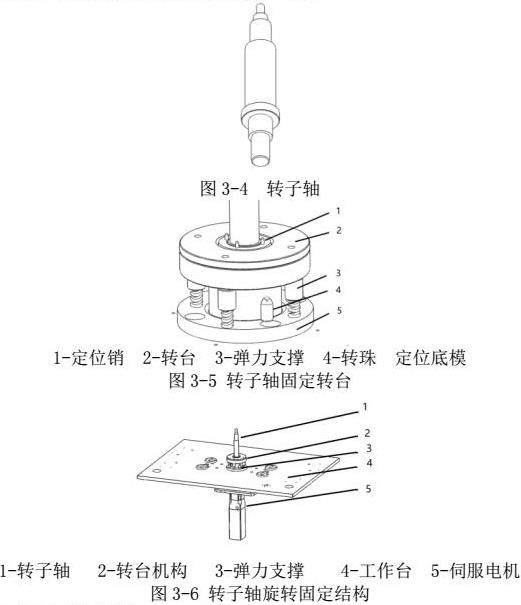
转子轴的定结构设计,充分考虑转子轴与铁芯在装配过程中的工艺要求,表面不能损伤、划伤等要求。对转子轴如图3-4所示进行分析采用轴承挡圈进行定位,操作员只需将转子轴放入固定的转子轴固定转台上如图3-5所示,该结构的设计可快捷的上下料,且不易划伤转子轴。考虑转子轴上需要多段铁芯的叠装,每相邻铁芯叠装之间要求有一定的错位角度,设计转子轴固定结构时,将此结构设计成旋转固定结构图3-6所示,转动结构采用伺服电机进行驱动,可精准控制旋转角度,保证相邻铁芯间的错位角度一致。
(三)同轴度调整结构设计
多段铁芯与转子轴压装时,考虑铁芯定位机构与转子轴定位机构可能因机械加工误差和安装误差,导致两者之间同轴度可能会发生偏移,如果没有良好的同轴度会导致压装时压力增大,出现压装不到位,严重时损坏产品。通过同轴度调整结构如图3-7所示,设计可以良好的调整铁芯定位机构与转子轴定位机构的同轴度,避免因同轴度问题导致压装损伤产品或压力不稳定的情况。
(四)压装自复位结构设计
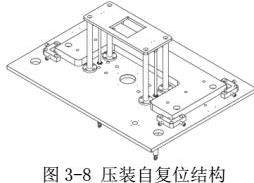
将铁芯装夹在定位工装上依次与转子轴压装,压装后则铁芯定位结构需自动复位,方便下一块铁芯的上料,为进一步降低员工劳动强度,解决员工使用或搬运工装。设计出压装后铁芯定位机构自动复位选择氮气弹簧提供复位机构的支撑力,考虑结构复位时,需要克服结构自重和导向机构的摩擦力,选择氮气弹簧作为压装完成后复位时所需的顶升力和导向轴套配合的方法限位机构不发生水平方向上的偏移,压装复位机构如图3-8所示。
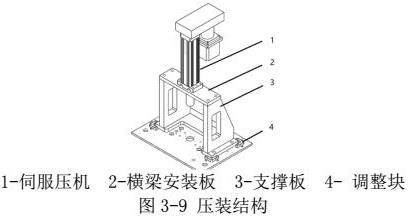
(五)压装结构设计
压装结构如图3-9所示的设计,主要解决将定位好的铁芯与转子轴压装成一体,形成转子铁芯的整体零部件,该结构设计主要考虑压装时所需压力及固定安装压机的结构承受压装时带来的反作用力,通过手动验证压装时所需的压力约3000N-5000N,根据所需及成本控制选择1T的伺服压力满足所需。设计压头与伺服压机进行连接,内孔保证轴的外径可以穿过且不能划伤转子轴的表面。设计时充分考虑受力情况,选择8.8级M12螺栓连接,保证压装的可靠性和稳定性。
(六)模拟装配和分析
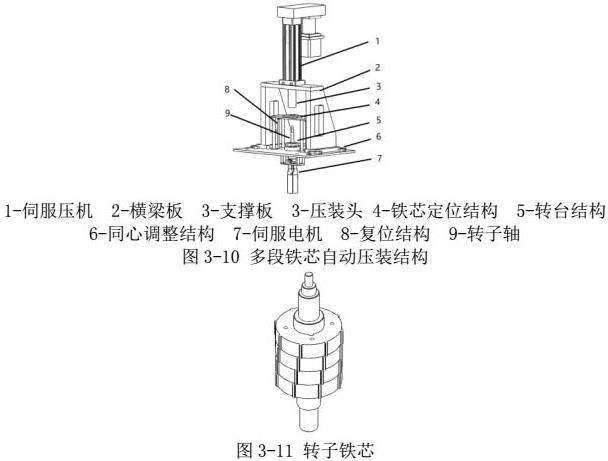
通过以上的子结构设计和分析,论证了转子铁芯装配结构的功能和设计时注意事项,将各个结构进行了阐述和分析。通过各个子结构的设计,基本上可以实现多段铁芯自动压装如图3-10所示,将各个子结构进行系统试装配,检查各系统是否存在干涉。通过整体装配及分析后,基本实现转子铁芯如图3-11所示的装配效果。
以上主要分析确认设计子结构,分析设计可行性及优点。对设计细节进行严格控制,各个执行机构的分析。从压装的技术难点和产品品质的角度考虑,保证压装的成功和质量的提高。通过各个子结构的设计保证铁芯、转子轴的定位,最后进行装配检验各运动机构的。
四、主要参数校核
(一)关键位置螺栓强度校核
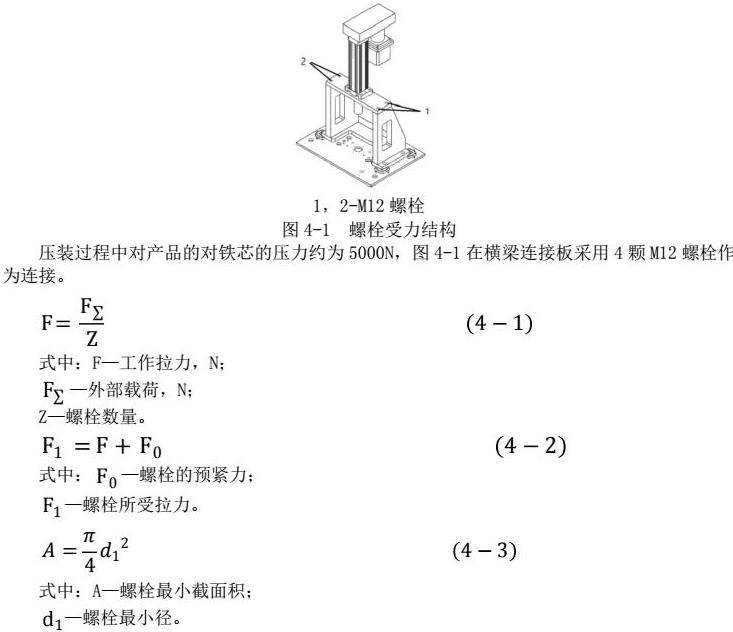
转子铁芯压装的主体受力结构如图4-1所示,主要是由通过伺服压机作用在横梁安装板上,横梁安装板与支撑板之间通过4×M12的螺栓进行连接,螺栓需要主要承受压装时压机向下提供压力所带来的反作用力。在此装配结构横梁版与支撑板之间选用8.8级M12的螺栓进行连接,为保证压装的可靠性和和设计的严谨性,对该结构选用的螺栓进行校核计算。
压装过程中对产品的对铁芯的压力约为5000N,图4-1在横梁连接板采用4颗M12螺栓作为连接。
(二)横梁强度校核
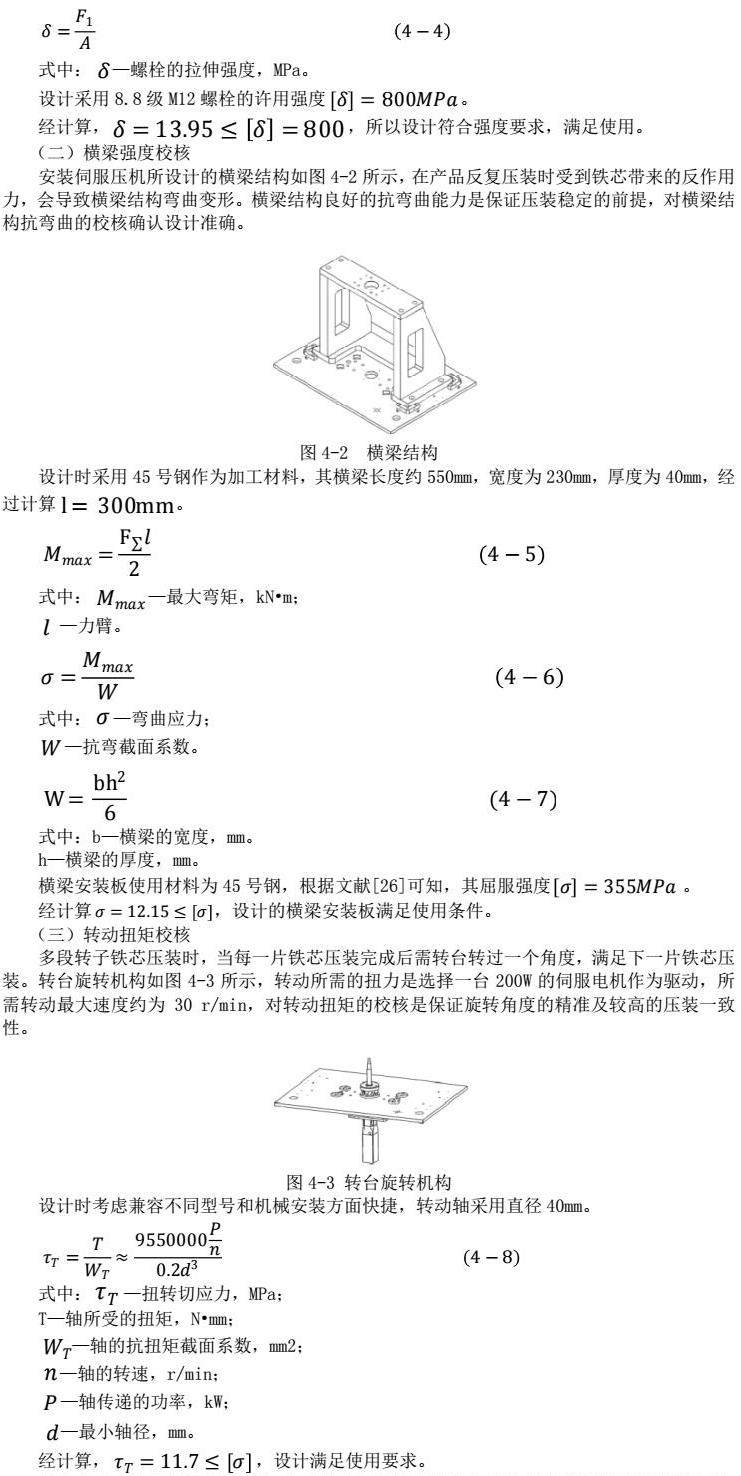
安装伺服压机所设计的横梁结构如图4-2所示,在产品反复压装时受到铁芯带来的反作用力,会导致横梁结构弯曲变形。横梁结构良好的抗弯曲能力是保证压装稳定的前提,对横梁结构抗弯曲的校核确认设计准确。
设计时采用45号钢作为加工材料,其横梁长度约550mm,宽度为230mm,厚度为40mm,经过计算。
横梁安装板使用材料为45号钢,根据文献[26]可知,其屈服强度。
经计算,设计的横梁安装板满足使用条件。
(三)转动扭矩校核
多段转子铁芯压装时,当每一片铁芯压装完成后需转台转过一个角度,满足下一片铁芯压装。转台旋转机构如图4-3所示,转动所需的扭力是选择一台200W的伺服电机作为驱动,所需转动最大速度约为30 r/min,对转动扭矩的校核是保证旋转角度的精准及较高的压装一致性。
设计时考虑兼容不同型号和机械安装方面快捷,转动轴采用直径40mm。
以上主要对关键进行参数校核,主要校核设计的是否符合要求,为设计提供理论数据支撑,为较好的解决问题提供信心。分别校核了关键位置螺栓强度、横梁强度校核、转动扭矩校核,经过校核和查阅资料,所设计的结构符合要求,为考虑后续产品升级延续工艺创新,设计放大余量。
结束语
伺服电机行业的发展相对较快,在高端应用领域已逐步突显,而我国在工业领域发展较快,在高端装备制造领域正在崛起,逐步占领高端装备制造领域的市场份额。国外对中国的技术封锁逐步被打破。本次设计针对伺服电机转子铁芯的装配进行工艺上的提升和改进,从实际生产效果看,达到预期设计效果,对生产效率和装配精度有较大提升,在产品参数方面也有所体现如:振动、噪声、负载能力、功耗等方面也均有改善提升。
目前伺服电机的发展发向主要体现在精度、体积、负载能力、低能耗等方面,随着新材料的涌现,综合性能则会进一步提高。在工艺方面未来可能朝着模块化生产方向转变,使得生产效率进一步得到更高,生产的产品品质更加稳定。而周边配套的设备更加齐全,采用机器人进行上下料,AGV进行搬运,视觉进行质量检测等,整个产业链装备得到整体提升。
参考文献:
[1]张莹婷.《中国制造2025》解读之:中国制造2025,我国制造强国建设的宏伟蓝图[J].工业炉,2020,42(02):16.
[2]王田苗,陶永.我国工业机器人技术现状与产业化发展战略[J].机械工程学报,2014,50(09):1-13.
[3]杨新颖.伺服电机控制技术的应用及发展趋向分析[J].现代制造技术与装备,2019(05):91-92.
[4]刘海亭.黄伟忠,宋春华.永磁交流伺服电机国内外市场概况[J].微特电机,2009,37(001):59-62.
[5]彭小武,刘江涛,赖德全.伺服电机的发展及研究综述[J].南方农机,2019(12):129-129.
[6]郭仪.永磁电机数控装配机的设计和研究[D].武汉轻工大学,2019.
作者简介:陶广旭(1991.08-),男,汉族,安徽怀远,本科,中级,研究方向:电动轮椅或机械设计制造。

 京公网安备 11011302003690号
京公网安备 11011302003690号


