



- 收藏
- 加入书签

三氟羧草醚硝化技改新工艺安全性分析与建议
 打开文本图片集
打开文本图片集
摘要:以某公司的氟羧草醚为例,原生产硝化工艺为釜式间歇反应工艺,由于釜式硝化反应不易实现连续化,反应时间长,物料在线量大,生产过程强放热,反应热不易移出体系外,易造成超温反应,促进二硝基物、多硝基物等副产物的生成,釜内压力升高,从而引发爆炸、火灾事故的发生。为了提高本质安全度,实施国家部委和省厅相关文件精神,积极实施硝化新工艺改进,有效降低安全风险,对三氟羧草醚采用硝化采用新工艺,即微通道等连续硝化生产工艺,进一步提升工艺本质安全水平,管控源头风险。
关键词:三氟羧草醚生产 微通道连续硝化技术 工艺安全性分析
引言
三氟羧草醚是一种触杀型选择性芽后除草剂,可被杂草茎叶吸收,在土壤中不被根吸收,且易被微生物分解,故不能作土壤处理,对大豆安全,主要防阔叶草。本文以某公司的氟羧草醚为例,原生产硝化工艺为釜式间歇反应工艺,由于釜式硝化反应不易实现连续化,反应时间长,物料在线量大,生产过程强放热,反应热不易移出体系外,易造成超温反应,促进二硝基物、多硝基物等副产物的生产,釜内压力升高,从而引发爆炸、火灾事故的发生。为了提高本质安全度,实施国家部委和省厅相关文件精神,积极实施工艺改进,有效降低安全风险,对三氟羧草醚采用硝化采用新工艺,即微通道等连续硝化生产工艺,进一步提升工艺本质安全水平,管控源头风险。
本文的目的是从总结实践经验入手,提出三氟羧草醚硝化安全生产的主要技术经验,力求从理论和实践的结合上说明问题,为三氟羧草醚硝化或其他硝化企业的安全生产提供一点经验和参考。
1 某硝化公司概况
某公司是一家专门生产农药原药的企业,成立于2012年,已建成年产600吨三氟羧草醚等生产装置,其中:硝化反应为釜式间歇反应工艺。
2022年9月将釜式间歇反应工艺技改为微通道连续化反应,4台8000L间歇硝化反应釜技改为2台微通道反应器,并配套新增部分设备设施,每台微通道反应器由4个反应模块组成,停留时间5.5秒。硝化后处理工序不变。其他各工序均不发生变化。
2 三氟羧草醚硝化新工艺流程
目前国内外工业生产上基本上都以间羟基苯甲酸和 3,4-二氯甲苯为原料,先合成 3-[2-氯-4-(三氟甲基)苯氧基]苯甲酸(以下简称氧化物),再经过微通道连续化硝化反应、淬灭等工序制取三氟羧草醚。
三氟羧草醚硝化新工艺采用微通道连续硝化技术,硝化反应物料在微通道反应器的微小通道内连续流动、发生反应、同时实现换热的一种新型硝化工艺技术。
微反应器的通道尺寸一般在500微米以内,以实现分子间扩散距离足够短、传质效率高,和比表面积大、换热效率高这样的特性。然而,随着精细化工行业对微反应器用于化学品一定规模工业化生产的需求,和微反应器通道的不断优化与改进,微反应通道尺寸早已达到毫米级。因此,微通道反应器是一种能够实现高效换热、高效传质的连续式平推流反应器。
微通道反应器的制造由金属和非金属等多种材质经过精密微通道加工与密封实现。使用的材质有:玻璃、碳化硅、不锈钢、特种合金等等,反应器的温度范围广(通常为-50oC–200oC)和压力范围(可达5MPa)也足够宽,可以满足硝化反应对工艺条件的需求。
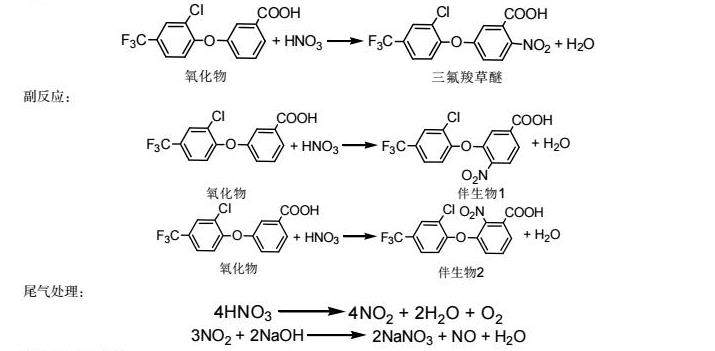
2.1 反应原理
硝化:
副反应:
尾气处理:
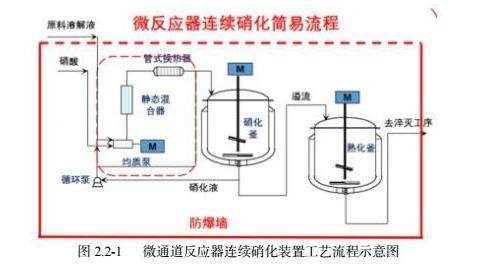
2.2 新工艺流程
微通道反应器连续硝化装置主要由均质泵、静态混合器、管式换热器、硝化釜、熟化釜组成。微通道反应器连续硝化装置详见图2.2-1。
氧化物醋酸溶液转入氧化料脱溶釜,先进行减压蒸馏脱溶收集醋酸,然后加入一定量的二氯乙烷搅拌溶解。待溶解后的氧化物转入水洗釜,接着加入适量的水搅拌洗涤,充分洗涤后静置分层,分出上层水相收集后作为硝化淬灭用水,洗净后的有机相转入硝化配料釜搅拌。
通过硝酸计量罐向釜中放入定量的硝酸,开启搅拌,控制配酸温度,从硫酸计量罐向混酸配制釜中加入定量的硫酸配制好的混酸转入混酸计量槽中待用。
硝化微通道反应(首次开车时先通氮气进行置换,经检测合格后):由中转釜和混酸计量槽中持续将混合料、混酸,按比例泵入微通道反应器中进行反应,反应过程中系统通冷冻水控温在一定温度范围内,反应器出来的物料经管道后进入静态混合器,反应过程中伴生的尾气(包含有氮氧化物、二氧化碳、酸性尾气等),通过管道接至尾气吸收系统,经碱吸收处理后排空。在静态混合器中泵入定量的水混合,即完成对料液的稀释淬灭,起到终止反应的作用,料液收集至淬灭接受釜;再转入分层槽进行分层处理,分出下层有机相为三氟羧草醚二氯乙烷液供下一工序使用,分出上层水相送废水系统处理。
硝化过程为连续化反应,定期进行混合料、混酸的配制,配制好的混合料、混酸持续通入反应器中进行反应,淬灭后得到的反应液收集至一定量后即转入后道工序进行处理。
2.3 微通道连续硝化工艺控制方案
2.3.1 总体要求
1.硝化工艺装置应实现全流程自动化,最大限度减少现场人工操作。硝化车间(装置)现场操作人员(含巡检人员)同一时间不得超过2人。建议在有条件情况下,建设无人车间、无人装置。
2.硝化企业按要求完成硝化工艺全流程的反应安全风险评估,对原料、中间产品、产品等进行热稳定性测试,对蒸(精)馏、干燥、储存等单元操作进行安全风险评估。根据安全风险评估结果与建议,设置相应的自动化措施。
3.硝化自动化控制采用顺序控制。
2.3.2 主要工艺控制方案
硝化工艺(采用微通道反应器)采用DCS、SIS控制,按规定设置温度、压力、流量等自动控制,确保在误操作或非正常状况下,物料始终处于安全控制中。其主要工艺控制方案:
(1)微通道反应器设置远传温度、压力;反应温度、压力超高时联锁关停混酸进料泵、氧化醋酐液进料泵,打开换热器冷冻盐水旁路切断阀;
(2)混酸进料泵为隔膜变频泵。反应器混酸进料设置流量计,通过调节隔膜泵的频率来控制混酸流量;氧化醋酐液进料泵为变频隔膜泵。反应器氧化醋酐液进料设置流量计,通过调节隔膜泵的频率来控制混酸流量;硝酸与原料的摩尔当量比高高或低低联锁关停混酸进料泵、氧化醋酐液进料泵。
(3)混酸进料泵出口设置远传压力计;泵出口压力高高时联锁关停混酸进料泵、氧化醋酐液进料泵;泵出口设置安全阀。
(4)氧化醋酐液进料泵出口设置远传压力计;泵出口压力高高时联锁关停混酸进料泵、氧化醋酐液进料泵;泵出口设置安全阀。
(5)混酸进料与氧化醋酐液进料流量比例进自控系统监控,流量比高高或低低联锁关停混酸进料泵、氧化醋酐液进料泵。
(6)微通道反应器冷冻水设置流量计,流量低报警;流量低低联锁关停混酸进料泵、氧化醋酐液进料泵。
(7)冷冻水槽设置温度现场及远传显示;高、低温报警;高高温或低低温联锁关停混酸进料泵、氧化醋酐液进料泵。
2.3.3 硝化上下游全流程控制方案
1)氧化料脱溶工序
氧化料脱溶釜设置温度、压力现场及远传显示和超限报警;釜内温度与夹套蒸汽调节阀形成控制回路;高温报警;高高温联锁切断夹套蒸汽进出切断阀,打开夹套循环水进出切断阀;氧化料脱溶釜设置爆破片、安全阀,超压泄放至车间应急槽;醋酸接受槽设置液位现场及远传显示和超限报警;液位高高联锁切断进料切断阀、氧化料脱溶釜夹套蒸汽切断阀等。
2)水洗分层工序
水洗釜设置温度、压力、液位现场及远传显示和超限报警,釜内温度与夹套蒸汽调节阀形成控制回路;洗水接受釜设置温度、压力现场及远传显示和超限报警;釜内温度与夹套蒸汽调节阀形成控制回路;高温报警;高高温联锁切断蒸汽切断阀等
3)硝化配料工序
硝化配料釜设置温度、压力现场及远传显示、超限报警;釜内温度与夹套蒸汽调节阀形成控制回路;高高温联锁切断夹套蒸汽进出切断阀,打开夹套循环水进出切断阀;硝化配料釜设置称重仪;高、低位报警;硝化配料釜设置爆破片、安全阀,超压泄放至车间应急槽;中转釜设置温度、压力现场及远传显示报警;中转釜设置称重仪;高、低位报警;低低位联锁关闭混酸计量泵、氧化醋酐液计量泵,中止硝化反应等。
4)淬灭、分层工序
淬灭釜设置温度、压力现场及远传显示和超限报警,釜内温度与夹套蒸汽调节阀形成控制回路;高温报警;高高温联锁切断夹套蒸汽进出切断阀,打开夹套循环水进出切断阀;淬灭接受釜设置称重仪和超限报警;分层槽设置温度现场及远传显示和超限报警等。
3 安全风险分析及安全可靠性论证
3.1 主要物料危险特性分析
生产主要涉及醋酐、二氯乙烷、硫酸、硝酸、硝化物、硝化副产后等化学物质,具体理化性质和危险特性详见各物质的SDS。
各物质危险特性分别为可燃性、爆炸性、刺激性、腐蚀性、毒性中的一种或几种。在原料和产品储存、运输和生产过程中要采取有针对性的防护措施,制定应急预案,防范并控制生产过程中因物料性质可能引发的安全风险。
3.2 生产工艺过程安全风险分析
3.2.1 间歇硝化生产工艺过程安全风险分析(技改前)
(1)硝酸(硝化剂)具有强腐蚀性、强氧化性,与油脂、有机化合物接触能引起燃烧或爆炸。
(2)硝化的溶剂二氯乙烷为易燃液体,催化剂醋酐也属于易燃介质,在备料、输送过程中若发生泄漏,接触明火、高热等条件会导致火灾、爆炸事故,二氯乙烷在输送过程中若管道未采取静电跨接,可能因静电积聚放电导致静电火灾事故。
(3)使用硝酸、硫酸具有强酸性腐蚀作用,本工序整个生产过程接触操作人员皮肤、眼、粘膜会造成化学灼烫危害,尤其是硝酸其蒸气有刺激作用,引起粘膜和上呼吸道的刺激症状。硝酸具有极强的氧化性,接触有机物、油脂、树叶等可燃物质会引起燃烧火灾事故。反应过程中硝酸受热可能会有少量分解放出二氧化氮、一氧化氮等有毒气体,如尾气吸收系统密封不严发生泄漏,存在着中毒危险。
(4)硝化反应属于放热反应,如果反应过程冷却介质供应不足、釜式间歇硝化反应放热不能及时释放,造成物料温度剧烈升高、内压升高,可能引发火灾、爆炸事故。
(5)若混酸和氧化物进料配比不当,造成反应不完全或混酸过量,后处理混酸过量,造成设备酸蚀严重、操作人员易造成灼伤事故。
(6)硝化过程可能会产生一定的氮氧化物尾气,若不加抽排处理,逸散到现场则可能会导致人员中毒。
(7)分出的酸水及洗涤的废水均具有一定的酸性腐蚀,对人员、金属设备、钢平台构件都具有腐蚀破坏的作业;有机相蒸馏回收易燃溶剂,存在火灾、爆炸、高温灼烫等危害。
(8)硝化生成的产物三氟羧草醚本身也是一种除草剂农药,在精制处理过程,存在人员接触导致中毒的风险。离心过程存在机械伤害、触电、噪声的风险;干燥及包装过程存在一定的粉尘危害,人员长期接触会造成严重的职业健康危害。
(9)三氟羧草醚为爆炸性粉尘,其在干燥、包装过程中会因为管理不善产生爆炸性粉尘云在意外能量产生的点火源作用下产生粉尘爆炸。
(10)硝化产物及副产物为不稳定性物质控制不当会发生燃爆危险。
总之,硝化工艺为釜式间歇反应工艺,不易实现连续化,反应时间长,物料在线量大,生产过程强放热,反应热不易移出体系外,易造成超温反应,促进二硝基物、多硝基物等副产物的生产,釜内压力升高,从而引发爆炸、火灾事故的发生。
3.2.2 微通道连续化硝化生产工艺过程安全风险分析(技改后)
本次技改硝化反应采用微通道连续反应方式生产,降低了生产过程中的安全风险,提高了硝化反应装置的本质安全水平:
(1)反应95%以上在微通道反应器中进行,剩余5%在硝化液中转釜中进行,采用自控双滴加,反应平稳;
(2)体积小,混合均匀性好,无积聚,反应安全风险低;
(3)持液量少,危险物料当量仅为间歇的2.4%,停留时间短,失控风险低;
(4)收率高,较间歇反应高1.6%;
(5)由于微通道反应器的特征尺寸小,传质传热效率高,强放热化学反应产生的大量热量能够及时地被移走,从而避免了宏观反应器中常见的“飞温”现象。反应器耐压能力强,各反应器相对独立互不干扰,对于一些在常规条件下易发生爆炸的硝化反应均可以平稳的进行。
除此之外,微通道反应器采用的连续流动进料,容易引发或终止反应,反应过程易于控制,极大地提升了的安全性。
3.3 持液量的对比情况
(1)微反应器
氧化物溶解液与混酸在均质泵中开始相遇混合,经DN40管道、静态反应器G5、管式冷却器后进入硝化反应器,经釜前取样点取样检测转化率超95%。持液量计算如下:
均质泵空腔体积(无数据):V1=0m3;
静态混合器体积
V2=π/4*D^2*L=π/4*0.05^2*0.965=0.00189m3;
管式冷却器体积:
V3=π/4*D^2*L=π/4*0.065^2*(6*2)=0.0398m3;
途中DN40管道长度总长约11.9m,体积:
V4=π/4*D^2*L=π/4*0.04^2*11.9=0.01495m3;
管式反应持液量:
V=V1+V2+V3+V4=0+0.00189+0.0398+0.01495=0.05664m3=56.64L
(2)间歇硝化釜
以反应釜有效体积作为持液量,按装填系数80%:
V=8000*0.8=6400 L;
(3)小结
根据上述持液量的对比情况,微反应器内持液量约为间歇釜式硝化反应硝化釜内持液量的56.64/6400=0.00885=0.885%。
3.4 主要生产设备的可靠性分析
本次新增微通道反应器(材质为碳化硅)、静态混合器(钢衬氟)、淬灭接受釜等主要生产设备。硝化反应采用微通道反应器,不涉及釜式容器。技改前硝化釜8000L 4只,装料系数按80%计,每天投料4批次,运行时间按300天计算,投料量:9600m3/年。技改后年运行时间按300天计算,每台微通道反应器总通量约11800mL/min,在线量很微小,对于微通道反应器在极端情况下若发生爆炸危险,对周围设备影响不大,可控。
另外,硝化过程为连续化反应,需定期进行混合料、混酸的配制,配制好的混合料、混酸持续通入反应器中进行反应,淬灭后得到的反应液收集至一定量后即转入后道工序进行处理。
因此,新增微通道反应器(材质为碳化硅)、静态混合器(钢衬氟)、淬灭接受釜等主要生产设备是安全可靠的。
4 结论
实践证明,三氟羧草醚微通道连续化硝化装置,能连续高效生产、过程安全可控,是安全可靠的。建议:
(1)硝化工艺设计过程中热风险分析报告,HAZOP分析,SIL定级等都是工艺设计过程中重要的依据。
(2)硝化工艺可以采用微通道反应器降低反应的风险等级,实现工艺过程的本质安全。
(3)硝化反应温度、压力、TCU 的运行是反应过程的重要监控参数,温度的冗余设置能够有效地避免事故的发生。
(4)微通道反应器的硝化工艺属于连续工艺,需要考虑进料和出料的稳定性,确保反应稳定进行,反应中途不停车。
(5)硝化工艺过程需要实现全流程自动化。
参考文献
[1]郭红卫.微通道反应器在精细化工行业的安全应用 [J]. 现代职业安全,2020,20(10):92-95.
[2]路念明,王欣.推广微通道反应技术促进精细化工行业绿色安全发展 [J].精细与专用化学品,2020,28(8):1-3.
[3]陆军,唐建川.一种采用微通道反应器的硝化工艺设计流程讨论[J].化工与医药工程,2022,8(5):10-12.

 京公网安备 11011302003690号
京公网安备 11011302003690号


