



- 收藏
- 加入书签

某型航空发动机连杆主衬套材料设计改进探讨
 打开文本图片集
打开文本图片集


摘要:某型航空发动机在使用过程中出现主连杆衬套剥落故障,针对故障原因,对衬套材料的改进设计进行了探讨,根据发动机连杆机构和性能需求,对3种材料改进方案进行了对比,分析最适合的设计改进方案。
关键词:主连杆衬套、铅青铜、锡青铜、电镀银
Abstract:A certain type of aviation engine experienced failure of the main connecting rod bushing during use. In response to the cause of the failure,it is planned to improve the bushing material. Based on the eingine connecting rod mechanism and performance requirments,three material improvement plans were compared to determine the most suitable desing improvement plan.
Key words:main connecting rod bushing,lead bronze,tin bronze,electroplated silver
1 主连杆故障概述
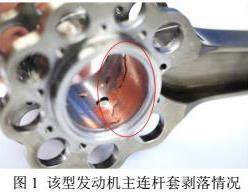
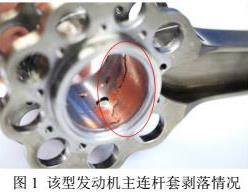
某型航空发动机在使用过程中出现几起主连杆衬套剥落故障,经分解检查发现主连杆衬套内壁铜层出现剥落,情况见图1。
对主连杆衬套进行理化和实效分析,确定故障原因为主连杆衬套铅青铜层存在显微疏松和铅偏析。
2 主连杆结构与材料
该型航空发动机为九缸、星型活塞发动机,主连杆衬套采用在钢衬套上浇铸铅青铜,再在铅青铜层表面镀铅锡合金。
铅青铜材料具有良好的导热性、耐磨性和抗疲劳强度,并能在较高的温度下工作。但铅青铜在铸造中广泛存在铅的偏析、气孔和裂纹等问题。铅青铜中的铅能提升铅青铜合金的耐磨性、耐酸性。但由于铅青铜中铜和铅两者的熔点、密度差异较大,铸造过程中易产生铅偏析。主连杆衬套铅青铜层产生疏松的原因为铅青铜浇铸工艺属于老旧工艺,以手工操作为主、工序复杂,对工人操作技能、协作配合要求极高。近年来该工序操作人员变动较大,操作及配合熟练程度不够,对钢套的涂料均匀性、浇注过程等控制不到位,造成铸件冷却不均匀、铜层局部凝固速度变慢,形成疏松缺陷。
针对铅青铜铸造工艺的难点,探讨该发动机主连杆衬套材料的改进。
3 材料性能需求
主连杆衬套承受发动机燃烧做功产生的驱动力,是发动机主要承力部位,根据其受力环境和工况,需主要满足以下要求:
(1)强度
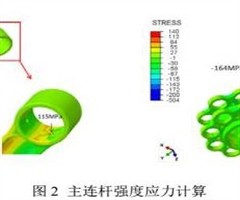
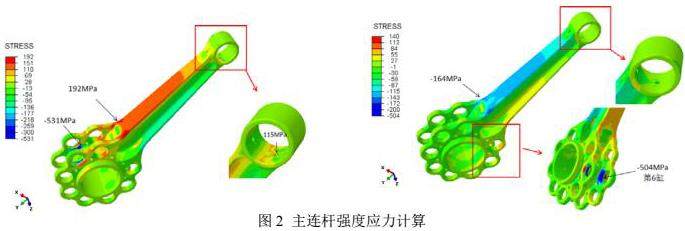
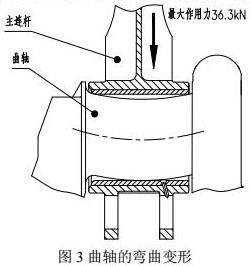
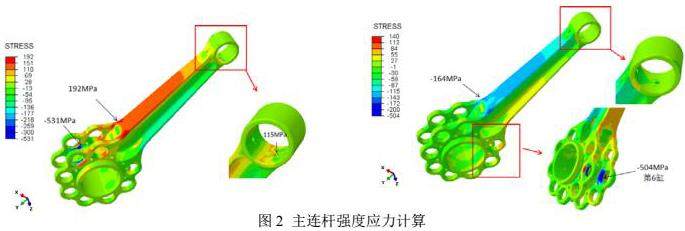
主连杆衬套应具有足够的抗压强度、疲劳强度和承受冲击的能力。基于十节点修正四面体有限元网格模型,对主连杆进行静强度应力仿真分析,出现最大压应力时刻为曲轴转角449°,最大压应力为-164MPa。对290°与449°曲轴转角时刻的主连杆进行详细的静强度应力仿真分析,计算出现最大拉应力时刻为曲轴转角290°,最大压应力时刻为曲轴转角449°,最大拉应力192MPa,最大压应力-164MPa。如图3所示。注:副连杆销孔转接圆弧处的压应力-531MPa及-504MPa为边缘接触效应引起的计算奇异值,不予考虑。
(2)容纳异物能力
如果在主连杆衬套与曲轴间混入异物,应尽量能嵌入衬套材料中而不外露,使衬套和曲轴表面不受磨损。发动机主润油路经过主连杆衬套,润滑油中可能含有滑油杂质、碳颗粒、摩擦产生的金属屑等,由于曲轴高速旋转,这些异物可能对曲轴和主连杆衬套表面产生划痕。实际在发动机修理过程中,经常发现主连杆衬套的铅锡层和铅青铜层存在环向的摩擦痕迹,因此衬套的改进材料需具有一定吸附异物的能力。
(3)弯曲适应性
衬套尽量能适应曲轴的弯曲,以及加工和装配产生的定位误差,硬度低、塑性好的材料,能与曲轴有良好的适应性。
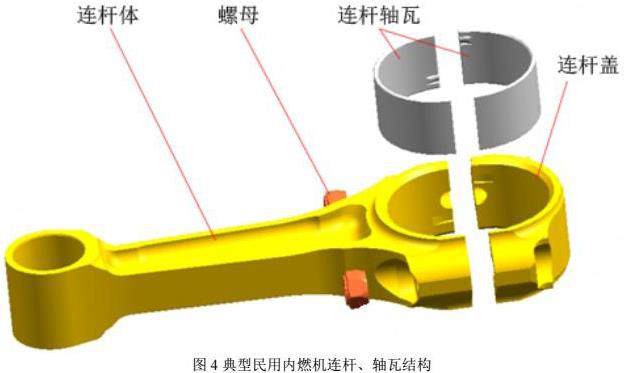
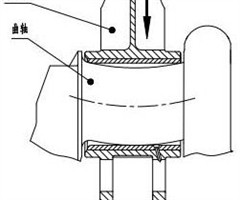
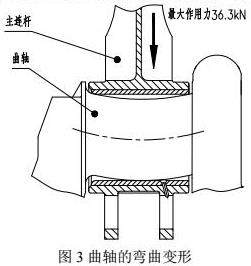
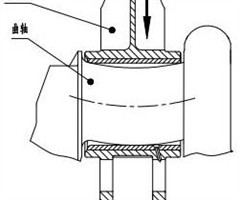
如图4,曲轴在主连杆较大的冲击载荷作用下,会产生弯曲变形,使曲轴与主连杆连接部位的两端成为主要接触部位,导致接触应力较大。主连杆衬套应能适应曲轴的弯曲,避免两端应力集中。
(4)耐磨性
金属材料组成的摩擦副,相对滑移时可能产生磨损,不同的材料之间摩擦配合时,产生磨损的可能性和程度不同,应尽可能减少主连杆衬套与曲轴之间的摩擦。
4 衬套材料改进方案对比
参考行业内类似机构和功能的衬套所采用的材料和工艺方案,选取了锡青铜、多层合金材料、镀银三种方案进行对比:
(1)锡青铜
在主连杆内孔压入单独的锡青铜衬套,再在锡青铜衬套表面镀铅锡层。锡青铜材料具有良好的强度和耐磨性,广泛应用于航空航天、船舶、汽车行业轴承或轴瓦类零件。加工时可先将锡青铜原材料板材卷入轴承座内孔,再通过拉刀挤压、镗孔将衬套加工至所需尺寸。再在加工完成后的衬套内孔镀铅锡层。该工艺方案生产效率高,成本较低。
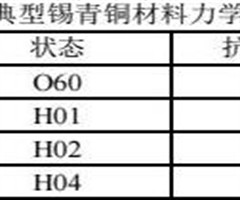
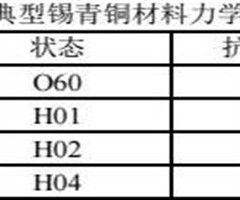
典型锡青铜材料的强度,如下表1,能满足发动机强度要求。
(2)多层合金
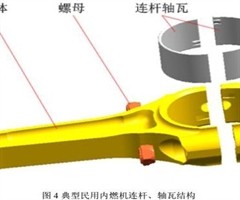
参考美国莱康明公司的IO-540民用发动机使用的轴瓦,材料选用多层合金,第1层为铅锡合金镀层;第2层为钢背;第3层为铝层;第4层为合金层,材料为Al-Sn-Cu-Si-Ni合金;第5层为镍层;第6层为铅锡合金镀层。
在刚背上,采用铅锡合金镀层、镍层等多层合金是为了保证机械
强度的同时,有良好的促进润滑、降低摩擦功能。而且衬套表面的较软的合金层对于曲轴有一定的弯曲适应性。结构钢和铝合金材料能满足强度要求,但工艺需保证每层合金之间的贴合力。
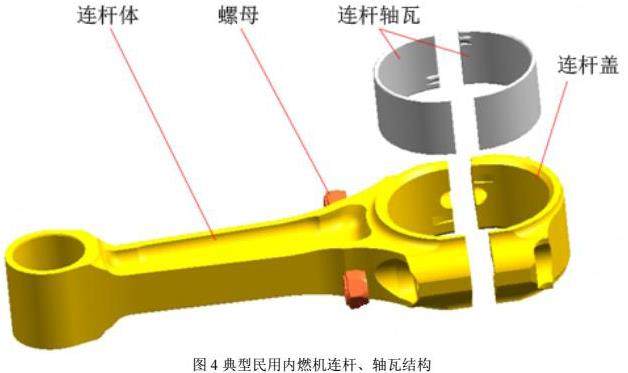
莱康明IO-540发动机的连杆、轴瓦分为2部分,该结构为目前内燃机主流形式,而该型航空活塞发动机连杆机构为整体式结构,有较大差异。分析认为,对于整体式连杆机构,采用多层合金结构的工艺实现难度较大,成本较高。
(3)电镀银
在主连杆内孔电镀银,再在银层镀铅锡层。电镀银层有良好的可塑性、在高温下能防止零件粘接,并具有良好的减小摩擦作用。镀银工艺在行业内另外一款九缸、星型的航空活塞发动机主连杆上应用多年,经咨询,该航空活塞发动机最大功率超过700KW,比公司该款发动机功率高出不少,因此强度能满足要求。而且采用镀银层的主连杆在使用中很少出现银层磨损情况,如确实需要修复银层,只需重新电镀使银层厚度超过设计尺寸一定厚度,再加工去除银层,使尺寸满足公差范围,维修方便。
由于电镀银层较软,主连杆衬套与曲轴有良好的弯曲适应性。
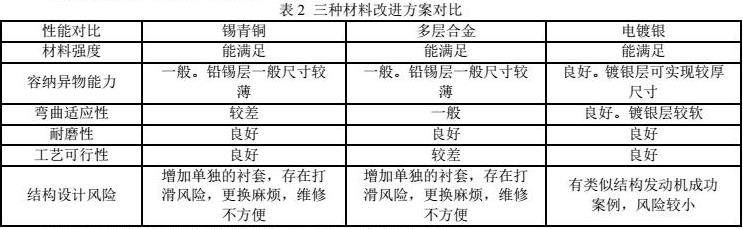
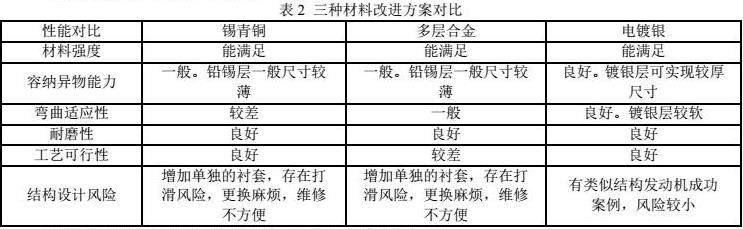
上述三种方案进行综合对比分析,见下表2。
结合上述分析,采用电镀层材料的方案设计最合理,实施风险最小。
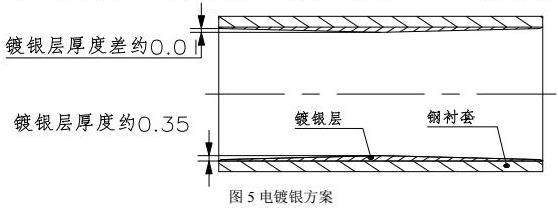
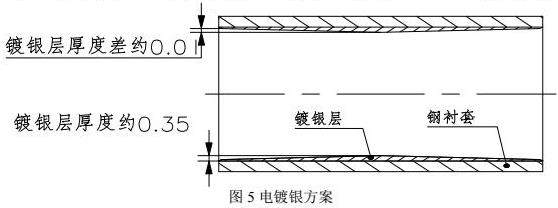
5 设计改进方案
在主连杆衬套内孔表面镀银,车工将镀银层加工成双曲线型面,见图6。镀银层沿轴向中点位置最厚,约0.35mm,双曲线两端最薄,厚度差约0.01mm。这种双曲线型面与曲轴产生的挠度一致,从而保证发动机工作时衬套内表面与曲轴沿曲拐颈轴向长度载荷均匀。如衬套为圆柱形孔时,曲拐颈的变形会引起衬套两端负荷过大,相对容易磨损导致衬套损坏。再在双曲线银层上镀一层铅锡合金,以改善衬套与曲轴的摩擦。
6 结论
本文对某型航空活塞发动机连杆衬套剥落故障进行了分析,由于铅青铜材料特性易产生铅偏析和疏松,且铅青铜浇铸工艺复杂,受人工操作因素影响较大,因此对主连杆衬套材料改进探讨,根据发动机连杆机构和性能需求,选用行业内应用较多的三种衬套材料方案进行了对比,分析认为衬套材料采用双曲线的镀银层最合适。
作者简介:李桃 男 1987年9月 湖南邵阳 本科 助理工程师航空活塞发动机连杆机构、减速器部件研究

 京公网安备 11011302003690号
京公网安备 11011302003690号


